TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165145
公報種別
公開特許公報(A)
公開日
2025-11-04
出願番号
2024069072
出願日
2024-04-22
発明の名称
積層造形用の金属粉末材料および積層造形物の製造方法
出願人
株式会社ソディック
代理人
SK弁理士法人
,
個人
,
個人
主分類
B22F
1/00 20220101AFI20251027BHJP(鋳造;粉末冶金)
要約
【課題】粉末溶融結合法で製造した時点で高い強度と靭性、および優れた造形性といったマルエージング鋼の時効処理前の鋼材の性質を有し、かつ、適度な硬度を持ち、残留応力が解放されていて寸法精度が高く、さらに必要に応じて実施される時効処理によってマルエージング鋼の性質を有する、積層造形物を生成することができる積層造形用の金属粉末材料および積層造形物の製造方法を提供する。
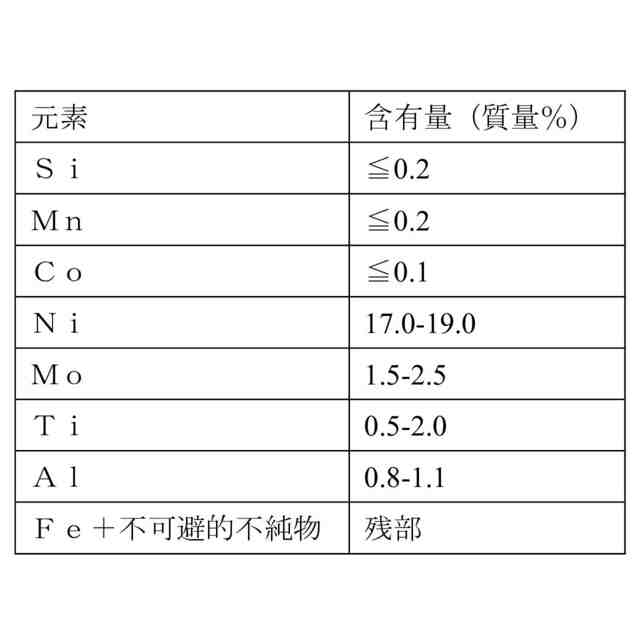
【解決手段】本発明によれば、C(炭素):0.03質量%超0.4質量%以下、Si(ケイ素):0.1質量%以上0.5質量%以下、Mn(マンガン):0.2質量%以下、Co(コバルト):0.1質量%以下、Ni(ニッケル):17質量%以上19質量%以下、Mo(モリブデン):1.5質量%以上2.5質量%以下、Ti(チタン):0.5質量%以上2.0質量%以下、Al(アルミニウム):0.8質量%以上1.1質量%以下、を含み、残部はFe(鉄)および不可避的不純物からなる積層造形用の金属粉末材料が提供される。
【選択図】図4
特許請求の範囲
【請求項1】
C(炭素):0.03質量%超0.4質量%以下
Si(ケイ素):0.1質量%以上0.5質量%以下
Mn(マンガン):0.2質量%以下
Co(コバルト):0.1質量%以下
Ni(ニッケル):17質量%以上19質量%以下
Mo(モリブデン):1.5質量%以上2.5質量%以下
Ti(チタン):0.5質量%以上2.0質量%以下
Al(アルミニウム):0.8質量%以上1.1質量%以下
を含み、残部はFe(鉄)および不可避的不純物からなる積層造形用の金属粉末材料。
続きを表示(約 770 文字)
【請求項2】
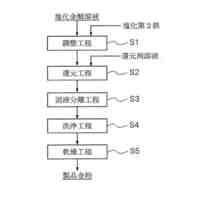
造形領域に請求項1に記載の積層造形用の金属粉末材料を供給して所定厚みの材料層を形成する材料層形成工程と、
前記材料層の所定の照射領域にレーザ光を照射して固化層を形成する固化工程と、
1層または複数層の前記固化層が新たに形成される毎に前記固化層のうち少なくとも新たに形成された前記固化層である上面層を第1温度、第2温度、第1温度の順番で温度調整する温度調整工程と、を備え、
第1温度をT1、第2温度をT2、前記固化層のマルテンサイト変態開始温度をMsおよび前記固化層のマルテンサイト変態終了温度をMf、とすると、下記式(1)から(3)の関係が全て満たされる、
T1≧Mf (1)
T1>T2 (2)
T2≦Ms (3)
積層造形物の製造方法。
【請求項3】
前記固化層を切削する切削工程をさらに備え、
前記切削工程は、前記上面層を第1温度から第2温度に温度調整後、第2温度から第1温度に温度調整する前に、前記固化層を切削する、請求項2に記載の積層造形物の製造方法。
【請求項4】
前記上面層を第1温度に調整後の前記積層造形物の寸法H1と、前記上面層を第1温度から第2温度に調整後、再び第1温度に調整されたときの前記積層造形物の寸法H2とによって表される寸法膨張率が下記式(4)を満たす、
0.3<{(H2-H1)/H1}×100<1.0 (4)
請求項2に記載の積層造形物の製造方法。
【請求項5】
前記上面層を第1温度から第2温度に温度調整後の前記積層造形物の表面硬度は、ロックウェル硬さHRC39~45である、請求項2に記載の積層造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形用の金属粉末材料および積層造形物の製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、金属の積層造形物の製造方法の1種として粉末溶融結合法が知られている。粉末溶融結合法の一種として粉末床溶融結合法なども知られている。例えば、粉末床溶融結合法は、不活性ガスが充満された密閉されたチャンバ内において、上下方向に移動可能な造形テーブル上に金属粉末材料からなる材料層を形成し、この材料層の所定箇所にレーザ光を照射して照射位置の金属粉末材料を焼結または溶融させることを繰り返すことによって、複数の固化層を積層して所望の三次元造形物を造形する手法である。
【0003】
そうした粉末溶融結合法に適した金属粉末材料としてマルエージング鋼を生成することができる金属粉末材料がある。マルエージング鋼は、高張力、高靱性を有し、時効処理前の機械加工性については比較的優れた鋼である。実際に粉末溶融結合法では、マルエージング鋼を生成することができる金属粉末材料やマルエージング鋼相当の鋼材を生成することができる金属粉末材料が使用されている。
【0004】
特許文献1には、マルエージング鋼相当の鋼材を生成することができる金属粉末材料が開示されている。当該金属粉末材料は、コバルトを含まないことにより安全性が高く、マルエージング鋼の性質を有する鋼材を生成することができるという特徴を有する。
【先行技術文献】
【特許文献】
【0005】
特許第6692339号
【発明の概要】
【発明が解決しようとする課題】
【0006】
粉末溶融結合法では、材料層へのレーザ光の照射により形成された固化層は、固化直後は非常に高温であるが、不活性ガス雰囲気や、既に形成されている固化層および造形プレートへの放熱等により温度が急速に低下する。このとき、金属では熱膨張係数が正であるために体積が収縮する。しかし、隣接する溶融層や造形プレートとの密着により収縮量は制限されるため引張応力として残留する。これを繰り返すと、その引張応力により造形物は変形し、時には割れが発生する。よって、当該金属粉末材料を用いて造形をしても、所望の寸法精度を有する造形物を得ることは困難であった。
【0007】
本発明はこのような事情に鑑みてなされたものであり、粉末溶融結合法で製造した時点で高い強度と靭性、および優れた造形性といったマルエージング鋼の時効処理前の鋼材の性質を有し、かつ、適度な硬度を持ち、残留応力が解放されていて寸法精度が高く、さらに必要に応じて実施される時効処理によってマルエージング鋼の性質を有する、積層造形物を生成することができる積層造形用の金属粉末材料および積層造形物の製造方法を提供するものである。
【課題を解決するための手段】
【0008】
本発明によれば、以下の発明が提供される。
[1]C(炭素):0.03質量%超0.4質量%以下、Si(ケイ素):0.1質量%以上0.5質量%以下、Mn(マンガン):0.2質量%以下、Co(コバルト):0.1質量%以下、Ni(ニッケル):17質量%以上19質量%以下、Mo(モリブデン):1.5質量%以上2.5質量%以下、Ti(チタン):0.5質量%以上2.0質量%以下、Al(アルミニウム):0.8質量%以上1.1質量%以下、を含み、残部はFe(鉄)および不可避的不純物からなる積層造形用の金属粉末材料。
[2]造形領域に[1]に記載の積層造形用の金属粉末材料を供給して所定厚みの材料層を形成する材料層形成工程と、前記材料層の所定の照射領域にレーザ光を照射して固化層を形成する固化工程と、1層または複数層の前記固化層が新たに形成される毎に前記固化層のうち少なくとも新たに形成された前記固化層である上面層を第1温度、第2温度、第1温度の順番で温度調整する温度調整工程と、を備え、前記第1温度をT1、前記第2温度をT2、前記固化層のマルテンサイト変態開始温度をMsおよび前記固化層のマルテンサイト変態終了温度をMf、とすると、下記式(1)から(3)の関係が全て満たされる、積層造形物の製造方法。
T1≧Mf (1)
T1>T2 (2)
T2≦Ms (3)
[3]前記固化層を切削する切削工程をさらに備え、前記切削工程は、前記上面層を第1温度から第2温度に温度調整後、第2温度から第1温度に温度調整する前に、前記固化層を切削する、[2]に記載の積層造形物の製造方法。
[4]前記上面層を第1温度に調整後の前記積層造形物の寸法H1と、前記上面層を第1温度から第2温度に調整後、再び第1温度に調整されたときの前記積層造形物の寸法H2とによって表される寸法膨張率が下記式(4)を満たす、[2]または[3]に記載の積層造形物の製造方法。
0.3<{(H2-H1)/H1}×100<1.0 (4)
[5]前記上面層を第1温度から第2温度に温度調整後の前記積層造形物の表面硬度は、ロックウェル硬さHRC39~45である、[2]~[4]のいずれか1つに記載の積層造形物の製造方法。
【発明の効果】
【0009】
本発明に係る積層造形用の金属粉末材料では、これを用いて積層造形物を製造する過程で温度調整により残留応力を抑制することができるため、寸法精度が高い積層造形物を得ることができる。製造直後の積層造形物は、適度な硬度、高い靭性、および優れた造形性といったマルエージング鋼の時効処理前の鋼材の性質を備えることができる。
【図面の簡単な説明】
【0010】
積層造形装置1を用いた積層造形方法の説明図である。
積層造形装置1を用いた積層造形方法の説明図である。
積層造形装置1を用いた積層造形方法の説明図である。
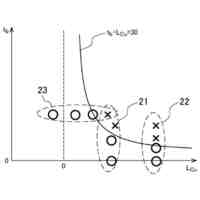
炭素含有量が異なる3つの金属粉末材料を用いた積層造形物の製造方法の温度調整工程における上面層の温度に対する寸法膨張率の変化を示すグラフである。
実施例1の金属粉末材料を用いた積層造形物の製造方法の温度調整工程における上面層の温度に対する積層造形物の寸法の変化を示すグラフである。
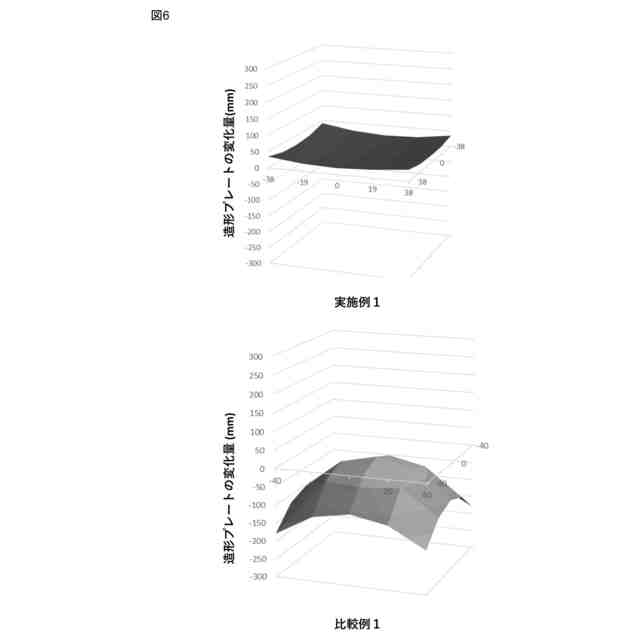
実施例1と比較例1の金属粉末材料を用いて積層造形物を製造した後の造形プレートの反りを示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
3か月前
個人
ピストンの低圧鋳造金型
7か月前
トヨタ自動車株式会社
押湯入子
3か月前
芝浦機械株式会社
成形システム
1か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
株式会社キャステム
鋳造品の製造方法
7か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
5か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
旭有機材株式会社
鋳型の製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
突き折り棒
6か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
溶解保持炉
25日前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法
4日前
福田金属箔粉工業株式会社
Cu系粉末
5か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
株式会社豊田中央研究所
積層造形装置
5か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
日立Astemo株式会社
成形装置
8か月前
ポーライト株式会社
焼結部品の製造方法
5か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ