TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154260
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057164
出願日
2024-03-29
発明の名称
加工物の製造方法および電解研磨装置
出願人
シチズンファインデバイス株式会社
代理人
個人
,
個人
主分類
C25F
7/00 20060101AFI20251002BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】研磨すべき箇所の状況に応じた差が少ない、より均一な研磨を実現すること。
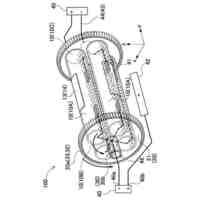
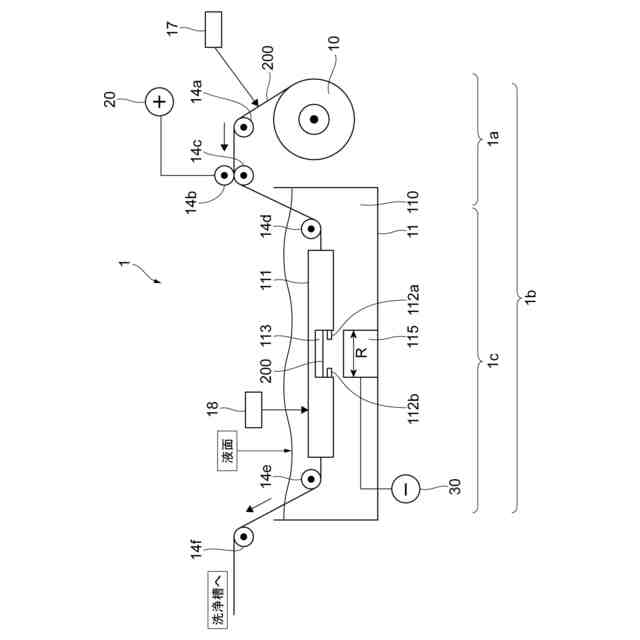
【解決手段】内部に陰極115を有し内部に電解液110を有する電解研磨槽11に対して帯材200を連続的に搬送する搬送工程と、電解研磨槽11に搬送される帯材200に対して給電する給電工程と、給電され電解研磨槽11に搬送された帯材200を制限的に陰極115に対峙させ、帯材200に対して電解研磨を行う電解研磨工程と、を有することを特徴とする、加工物の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
内部に陰極を有し当該内部に電解液を有する電解研磨槽に対して金属被加工物を連続的に搬送する搬送工程と、
前記電解研磨槽に搬送される前記金属被加工物に対して給電する給電工程と、
給電され前記電解研磨槽に搬送された前記金属被加工物を制限的に前記陰極に対峙させ、当該金属被加工物に対して電解研磨を行う電解研磨工程と、
を有することを特徴とする、加工物の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記電解研磨槽には、前記陰極に対峙するシャッターが動作するシャッター構造が備えられ、
前記電解研磨工程は、前記シャッターを開く方向に移動させることで前記陰極に対峙する前記金属被加工物の範囲を広くしまたは数を増やして研磨量を増やし、当該シャッターを閉める方向に移動させることで当該陰極に対峙する当該金属被加工物の範囲を狭くしまたは数を減らして研磨量を減らすことを特徴とする、請求項1に記載の加工物の製造方法。
【請求項3】
前記搬送工程により搬送される前記金属被加工物は、加工状況の違いによって、研磨すべき箇所の大きさが異なり、
前記電解研磨工程は、前記加工状況の違いに応じて前記陰極に対峙する前記金属被加工物の範囲または数を異ならせることを特徴とする、請求項1または2に記載の加工物の製造方法。
【請求項4】
前記搬送工程により搬送される前記金属被加工物は、加工が施された一単位である製造ロットの初めと終わりとで前記加工状況が異なり、前記研磨すべき箇所の大きさが異なることを特徴とする、請求項3に記載の加工物の製造方法。
【請求項5】
前記搬送工程は、間隔を空けて連続的に加工が施された帯材である前記金属被加工物を送り込むことで前記電解研磨槽に搬送することを特徴とする、請求項2に記載の加工物の製造方法。
【請求項6】
前記金属被加工物は、プレス加工によって前記帯材に等間隔で開けられたプレス穴と、当該帯材を搬送するためのパイロット穴とを有し、
前記電解研磨工程にて、前記パイロット穴は前記陰極に対峙させず前記プレス穴を当該陰極に対峙させて、当該プレス穴に生じるバリを研磨することを特徴とする、請求項5に記載の加工物の製造方法。
【請求項7】
前記金属被加工物は、前記帯材がボビンに巻かれて運搬されるとともに、当該ボビンから送出される第1方向と当該ボビンに巻き取られる第2方向とで製造ロットの初めと終わりが異なる第1列のプレス穴群および第2列のプレス穴群を有し、
前記搬送工程は、前記電解研磨槽へ向けて前記第1列のプレス穴群を研磨する際には前記第1方向に前記帯材を搬送し、前記第2列のプレス穴群を研磨する際には前記第2方向に前記帯材を搬送することを特徴とする、請求項6に記載の加工物の製造方法。
【請求項8】
前記電解研磨槽には、前記第1列のプレス穴群の研磨に用いられる前記シャッター構造である第1のシャッター構造と、前記第2列のプレス穴群の研磨に用いられる当該シャッター構造である第2のシャッター構造とを有し、
前記搬送工程は、前記帯材が前記第1のシャッター構造および前記第2のシャッター構造を通過するように当該帯材を搬送することを特徴とする、請求項7に記載の加工物の製造方法。
【請求項9】
前記搬送工程は、搬送部材の搬送方向に間隔を空けてまたは接触して連続的に取り付けられまたは置かれた複数の前記金属被加工物を、前記電解研磨槽に当該搬送部材を送り込むことで、当該電解研磨槽に対して搬送することを特徴とする、請求項2に記載の加工物の製造方法。
【請求項10】
前記シャッターの前記金属被加工物に対峙する面が平坦ではなく、
前記電解研磨工程は、前記シャッターを開く方向および閉める方向に移動させることで前記電解液を撹拌することを特徴とする、請求項2に記載の加工物の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工物の製造方法および電解研磨装置に関する。
続きを表示(約 5,400 文字)
【背景技術】
【0002】
例えば特許文献1には、バリ取り、粗研磨の必要な加工物に、一工程で同時的に鏡面を形成させることを目的として、両極対面間に、高電圧・低電圧区間を夫々所定時間ずつ繰り返すパルス波形となるように電圧を印加するとともに、パルス波形に対応させて、電解液を流動させる間欠ポンプを、高電圧区間でオン、低電圧区間でオフさせて電解研磨を行う手法が開示されている。
また、例えば特許文献2には、薄板の金属被加工物のプレスバリを効果的に除去することを目的として、金属被加工物が通過する開口を有し、内部に電解研磨液が収容された電解研磨槽と、開口を通して電解研磨槽内に導入された金属被加工物と接触しないように電解研磨槽内に設けられた陽極と、金属被加工物の搬送方向に対して陽極の下流側の電解研磨槽内に金属被加工物と接触しないように設けられた陰極と、陽極と陰極の間に配置され、電解研磨槽内を陽極域と陰極域に区分する金属被加工物が通過する開口を有する絶縁材料からなる漏電防止板とからなる電解研磨装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平06-238519号公報
特開2002-129400号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えばプレス金型等により帯材に穴を開けて製造されるワッシャなどの製品は、製造ロットの終わりに近づくに従ってバリが大きくなる傾向がある。従前では、その後の工程にてブラシを用いてこのバリを除去する作業が行われていた。また帯材からの製造ではないプレス製品や切削製品などの各種の加工製品においても、同様に製造ロットの終わりに近づくに従ってバリが大きくなる傾向があるが、その後の工程にてブラシを用いたバリ取り作業が行われていた。このブラシによるバリ取りは簡便な方法であるが、バリの状態に応じて除去量を制御することやブラシの摩耗の量と毛の変形の量なども考慮する必要があり、バリの状態に応じた適切な除去は非常に困難であった。ここで、ブラシ除去などの物理的手段ではなく、例えば電解研磨によってバリなどの研磨すべき箇所を除去する方法も有効とされている。
しかしながら、従来技術にあるような電解研磨の手法や装置では、研磨すべき箇所の状況に応じた制御が難しいため、品質が安定した製品を提供することができなかった。
【0005】
本発明は、従来技術に比べて、研磨すべき箇所の状況に応じた差が少ない、より均一な研磨を実現することを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載された発明は、内部に陰極を有し当該内部に電解液を有する電解研磨槽に対して金属被加工物を連続的に搬送する搬送工程と、前記電解研磨槽に搬送される前記金属被加工物に対して給電する給電工程と、給電され前記電解研磨槽に搬送された前記金属被加工物を制限的に前記陰極に対峙させ、当該金属被加工物に対して電解研磨を行う電解研磨工程と、を有することを特徴とする、加工物の製造方法である。
請求項2に記載された発明は、前記電解研磨槽には、前記陰極に対峙するシャッターが動作するシャッター構造が備えられ、前記電解研磨工程は、前記シャッターを開く方向に移動させることで前記陰極に対峙する前記金属被加工物の範囲を広くしまたは数を増やして研磨量を増やし、当該シャッターを閉める方向に移動させることで当該陰極に対峙する当該金属被加工物の範囲を狭くしまたは数を減らして研磨量を減らすことを特徴とする、請求項1に記載の加工物の製造方法である。
請求項3に記載された発明は、前記搬送工程により搬送される前記金属被加工物は、加工状況の違いによって、研磨すべき箇所の大きさが異なり、前記電解研磨工程は、前記加工状況の違いに応じて前記陰極に対峙する前記金属被加工物の範囲または数を異ならせることを特徴とする、請求項1または2に記載の加工物の製造方法である。
請求項4に記載された発明は、前記搬送工程により搬送される前記金属被加工物は、加工が施された一単位である製造ロットの初めと終わりとで前記加工状況が異なり、前記研磨すべき箇所の大きさが異なることを特徴とする、請求項3に記載の加工物の製造方法である。
請求項5に記載された発明は、前記搬送工程は、間隔を空けて連続的に加工が施された帯材である前記金属被加工物を送り込むことで前記電解研磨槽に搬送することを特徴とする、請求項2に記載の加工物の製造方法である。
請求項6に記載された発明は、前記金属被加工物は、プレス加工によって前記帯材に等間隔で開けられたプレス穴と、当該帯材を搬送するためのパイロット穴とを有し、前記電解研磨工程にて、前記パイロット穴は前記陰極に対峙させず前記プレス穴を当該陰極に対峙させて、当該プレス穴に生じるバリを研磨することを特徴とする、請求項5に記載の加工物の製造方法である。
請求項7に記載された発明は、前記金属被加工物は、前記帯材がボビンに巻かれて運搬されるとともに、当該ボビンから送出される第1方向と当該ボビンに巻き取られる第2方向とで製造ロットの初めと終わりが異なる第1列のプレス穴群および第2列のプレス穴群を有し、前記搬送工程は、前記電解研磨槽へ向けて前記第1列のプレス穴群を研磨する際には前記第1方向に前記帯材を搬送し、前記第2列のプレス穴群を研磨する際には前記第2方向に前記帯材を搬送することを特徴とする、請求項6に記載の加工物の製造方法である。
請求項8に記載された発明は、前記電解研磨槽には、前記第1列のプレス穴群の研磨に用いられる前記シャッター構造である第1のシャッター構造と、前記第2列のプレス穴群の研磨に用いられる当該シャッター構造である第2のシャッター構造とを有し、前記搬送工程は、前記帯材が前記第1のシャッター構造および前記第2のシャッター構造を通過するように当該帯材を搬送することを特徴とする、請求項7に記載の加工物の製造方法である。
請求項9に記載された発明は、前記搬送工程は、搬送部材の搬送方向に間隔を空けてまたは接触して連続的に取り付けられまたは置かれた複数の前記金属被加工物を、前記電解研磨槽に当該搬送部材を送り込むことで、当該電解研磨槽に対して搬送することを特徴とする、請求項2に記載の加工物の製造方法である。
請求項10に記載された発明は、前記シャッターの前記金属被加工物に対峙する面が平坦ではなく、前記電解研磨工程は、前記シャッターを開く方向および閉める方向に移動させることで前記電解液を撹拌することを特徴とする、請求項2に記載の加工物の製造方法である。
請求項11に記載された発明は、前記シャッターの前記金属被加工物に対峙する面に1または複数の凸部が形成されていることを特徴とする、請求項10に記載の加工物の製造方法である。
請求項12に記載された発明は、前記1または複数の凸部は、前記金属被加工物に対峙する面に一端が固定されたフィン状の板であることを特徴とする、請求項11に記載の加工物の製造方法である。
請求項13に記載された発明は、前記シャッター構造の近傍に、前記金属被加工物に対峙する面を有する動作部材が動作する動作機構がさらに備えられ、前記電解研磨工程は、前記動作部材を動作させることで前記電解液を撹拌することを特徴とする、請求項2に記載の加工物の製造方法である。
請求項14に記載された発明は、前記動作部材の前記金属被加工物に対峙する面が平坦ではないことを特徴とする、請求項13に記載の加工物の製造方法である。
請求項15に記載された発明は、前記動作部材は、前記シャッターが動作する方向と同一方向に動作し、または、前記金属被加工物に対峙する面に対して直交する回転軸により回転動作を行うことを特徴とする、請求項13に記載の加工物の製造方法である。
請求項16に記載された発明は、内部に電解液を有する電解研磨槽と、前記電解研磨槽の内部に設けられる陰極と、研磨対象となる金属被加工物が前記陰極に対峙する前に当該金属被加工物を給電する給電手段と、給電され前記電解研磨槽に搬送された前記金属被加工物の加工状況の違いに応じて前記陰極に対峙する当該金属被加工物の範囲または数を異ならせるように対峙状況を制限する制限構造と、を有することを特徴とする電解研磨装置である。
【発明の効果】
【0007】
本発明によれば、研磨すべき箇所の状況に応じた差が少ない、より均一な研磨を実現することができる。
【図面の簡単な説明】
【0008】
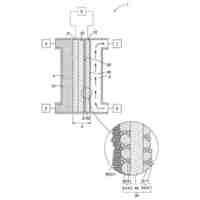
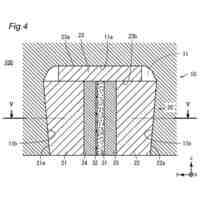
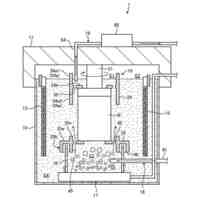
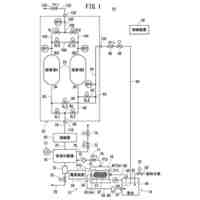
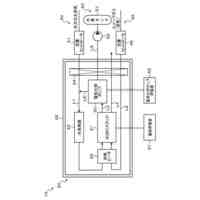
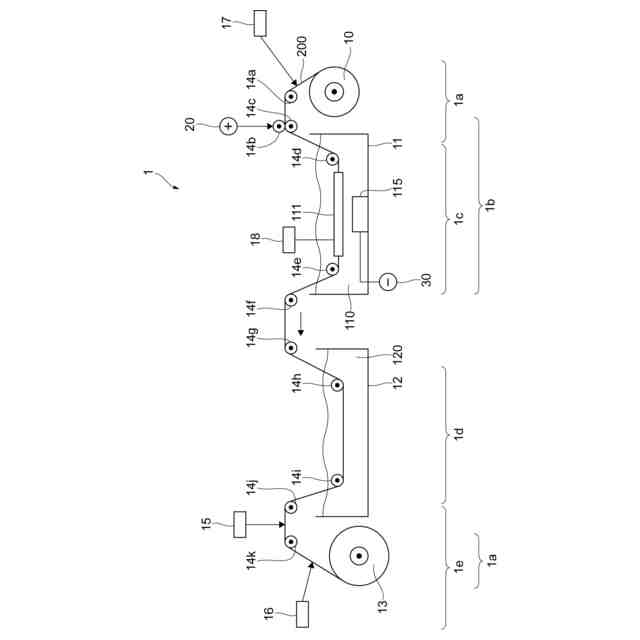
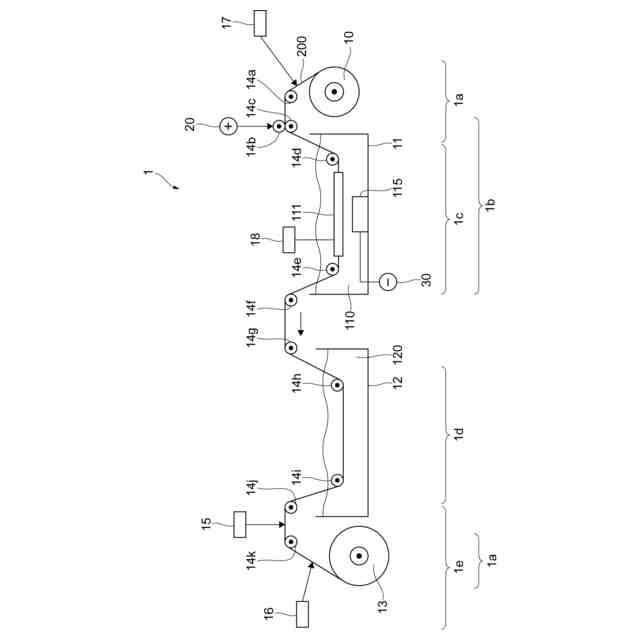
本発明の第1の実施の形態にかかる電解研磨装置の構成の概要を示す図である。
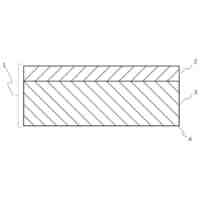
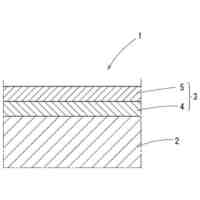
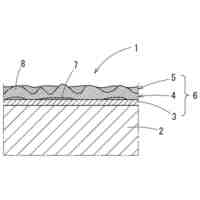
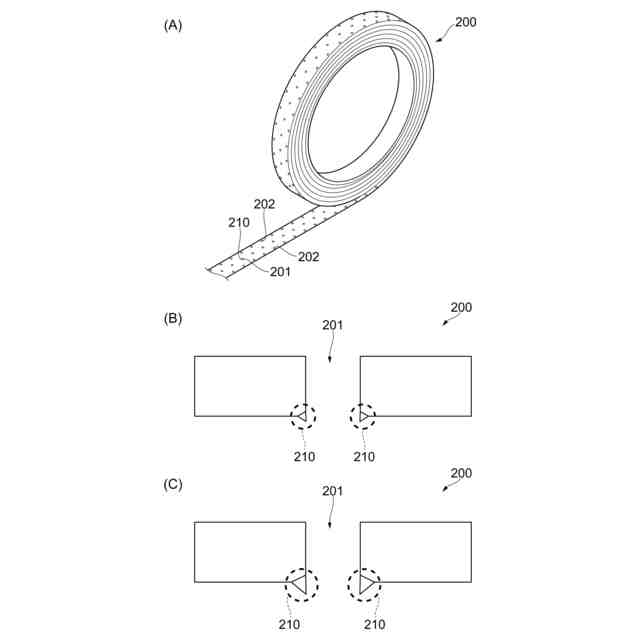
複数のバリを有する帯材の構成の概要を示す図である。(A)は、ロール状の帯材の外観構成の一例を示す図である。(B)は、製造ロットの始めの段階の帯材の断面を示す図である。(C)は、製造ロットの終わりの段階の帯材の断面を示す図である。
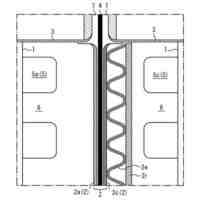
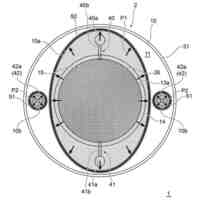
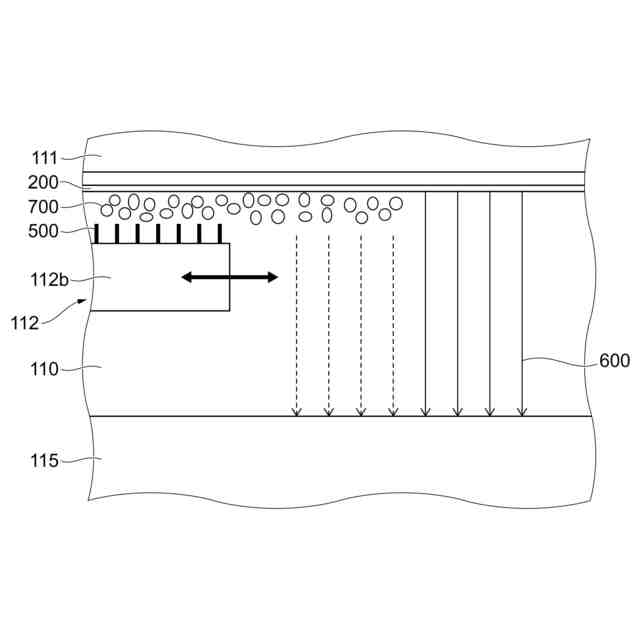
図1の電解研磨装置の電解研磨槽において行われる電解研磨の研磨量の制御の様子を示す図である。
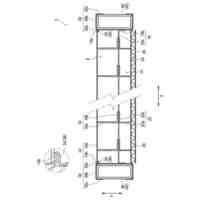
電解研磨槽に設けられた帯材カバーのシャッター機構の開閉の様子を示す図である。(A)は、帯材カバーの側面図である。(B)は、シャッター機構が全開の3分の2程度開いている状態を示す図である。(C)は、シャッター機構が全開に近い状態を示す図である。
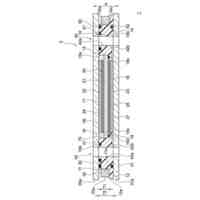
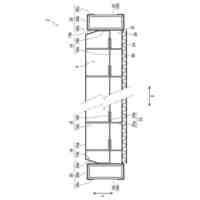
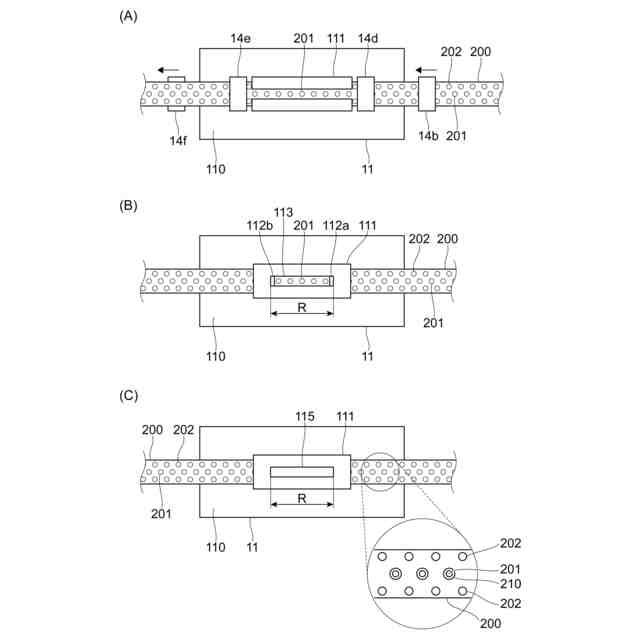
帯材カバーの構成の具体例を示す図である。(A)は、内側に帯材が通っていない状態の帯材カバーの側面を示す図である。(B)は、(A)の帯材カバーのA-A´断面を示す図である。(C)は、(A)の帯材カバーのB-B´断面を示す図である。(D)は、(A)の帯材カバーのC-C´断面を示す図である。
帯材カバーの構成の具体例を示す図である。(A)は、内側に帯材が通っている状態の帯材カバーの平面を示す図である。(B)は、内側に帯材が通っている状態の帯材カバーの底面を示す図である。(C)は、内側に帯材が通っている状態の帯材カバーの底面を、電解研磨槽の底面方向から見た図である。
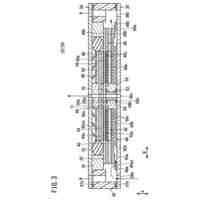
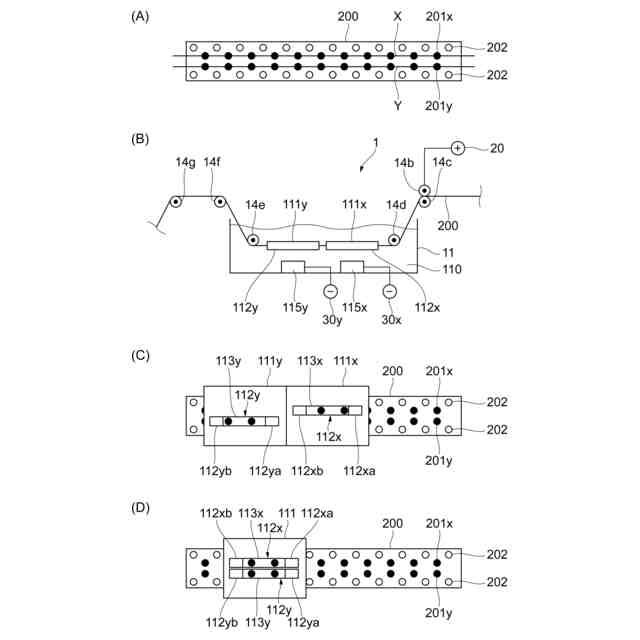
帯材に開けられた複数のプレス穴が2列に並んでいる場合における電解研磨槽の具体例を示す図である。(A)は、帯材の一部を、バリが形成されている方向から見たときの外観の具体例を示す図である。(B)は、2つの帯材カバーを離隔させて直列に配置した場合の電解研磨槽の概要を示す図である。(C)は、2つの帯材カバーを接触させて直列に配置した場合の具体例を示す図である。(D)は、1つの帯材カバーに2つのシャッターを並列に配置した場合の具体例を示す図である。
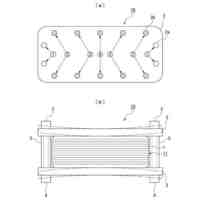
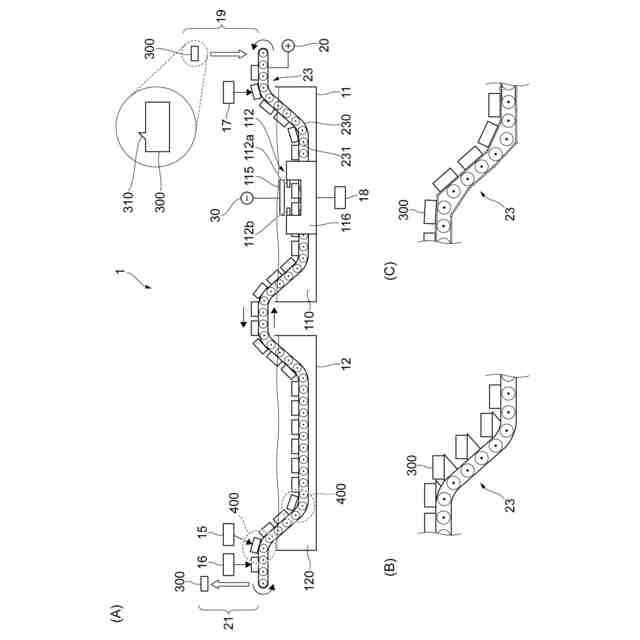
本発明の第2の実施の形態にかかる電解研磨装置の構成の概要を示す図である。(A)は電解研磨装置の概要を示す図である。(B)および(C)は、ベルトコンベアのバリエーションの一例を示す図である。
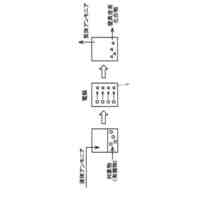
本発明の第3の実施の形態にかかる電解研磨装置にて実現される加工物の製造方法の概要を示す図である。
(A)乃至(D)は、シャッターの対峙面に形成された凸部の配置パターンの具体例を示す図である。
本発明の第4の実施の形態にかかる電解研磨装置にて実現される加工物の製造方法の概要を示す図である。
本発明の第4の実施の形態にかかる電解研磨装置にて実現される加工物の製造方法の概要を示す図である。
(A)および(B)は、図11および図12に示す動作機構の変形例を示す図である。
(A)乃至(D)は、図11に示す動作機構の変形例を示す図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、本発明の実施の形態について詳細に説明する。
[第1の実施の形態]
〔電解研磨装置〕
図1は、本発明の第1の実施の形態にかかる電解研磨装置1の構成の概要を示す図である。図2は、複数のバリ210を有する帯材200の構成の概要を示す図である。図2(A)は、ロール状の帯材200の外観を示す図である。図2(B)は、製造ロットの始めの段階の帯材200の断面を示す図である。図2(C)は、製造ロットの終わりの段階の帯材200の断面を示す図である。
【0010】
本実施の形態では、例えばプレス金型を用いて金属製の被加工物としての帯材200にプレス穴を開けることで製造されるワッシャや硬貨など、貫通孔を一部に有する金属製品の製造工程のうち、帯材200のプレス穴201の縁部に不可避的に形成されるバリ210を除去する工程について説明する。なお、ここでいう「バリ」とは、プレス金型の刃で帯材200に穴を開けたときに、プレス金型の刃と帯材200との摩擦によってプレス穴201の縁部の一部分が変形することで形成される、製品上不要となる凸部のことをいう。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社堤水素研究所
水電解装置
1か月前
株式会社神戸製鋼所
接点材料
1か月前
株式会社ケミカル山本
電解研磨装置用電極
1か月前
株式会社カネカ
可撓性ガス拡散電極
2か月前
本田技研工業株式会社
水電解スタック
2か月前
本田技研工業株式会社
差圧式電解装置
1か月前
一般財団法人電力中央研究所
電解反応装置
2か月前
本田技研工業株式会社
CO2電解装置
2か月前
東レ株式会社
液体電解用多孔質輸送層およびその製造方法
1か月前
SECカーボン株式会社
カソードアセンブリ
2か月前
株式会社荏原製作所
蒸気発電プラント
1か月前
古河電気工業株式会社
端子
2か月前
メルテックス株式会社
極薄電解銅箔及びその製造方法
1か月前
旭化成株式会社
電解装置の運転方法
1か月前
NOK株式会社
セルユニット
2か月前
睦技研株式会社
バレルめっき装置
3日前
株式会社デンソー
電解装置
1か月前
三菱マテリアル株式会社
皮膜付端子材及びその製造方法
2か月前
株式会社豊田中央研究所
電極
2か月前
NOK株式会社
セルユニット
2か月前
大阪瓦斯株式会社
共電解メタネーション装置
1か月前
大阪瓦斯株式会社
共電解メタネーション装置
1か月前
本田技研工業株式会社
膜電極構造体の製造方法
2か月前
株式会社トクヤマ
電解槽ユニット
3日前
三菱重工業株式会社
皮膜形成装置
1か月前
株式会社トクヤマ
電解槽ユニット
3日前
JX金属株式会社
電着金属の搬送システム及び搬送方法
1か月前
本田技研工業株式会社
電気化学式水素昇圧システム
2か月前
本田技研工業株式会社
電気化学式水素昇圧システム
1か月前
株式会社フジタ
水電解装置
1か月前
日本碍子株式会社
電気化学セル
1か月前
株式会社ホクトウ
バレルメッキ装置用リード線のリサイクル方法
1か月前
日本特殊陶業株式会社
ホットモジュール
2か月前
日本特殊陶業株式会社
ホットモジュール
2か月前
三菱マテリアル株式会社
めっき皮膜付銅端子材及びその製造方法
2か月前
株式会社アイシン
電解システム
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ