TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153810
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056452
出願日
2024-03-29
発明の名称
撥液部材及びその製造方法
出願人
日本軽金属株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C23C
28/00 20060101AFI20251002BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】撥水性能に加えて撥油性能にも優れた撥液部材、及びその製造方法を提供する。
【解決手段】表面に撥液面を備えた撥液部材であって、金属部材と撥液材料を含んでなる撥液層とを備えて、金属部材は熱酸化皮膜を有し、撥液材料はフッ素含有化合物及びシリコン含有化合物の少なくともいずれか一方を含んで、熱酸化皮膜は、所定のマクロ凹凸部を表面に有すると共に、微細凹凸部をマクロ凹凸部の表面に有する撥液部材であり、また、レーザー光を照射するレーザー処理によって、金属部材を形成する金属基材の表面に所定の熱酸化皮膜を形成する熱酸化皮膜形成工程と、この熱酸化皮膜に撥液材料を作用させることにより、金属部材の最表層に撥液層を形成する撥液層形成工程とを備えた撥液部材の製造方法である。
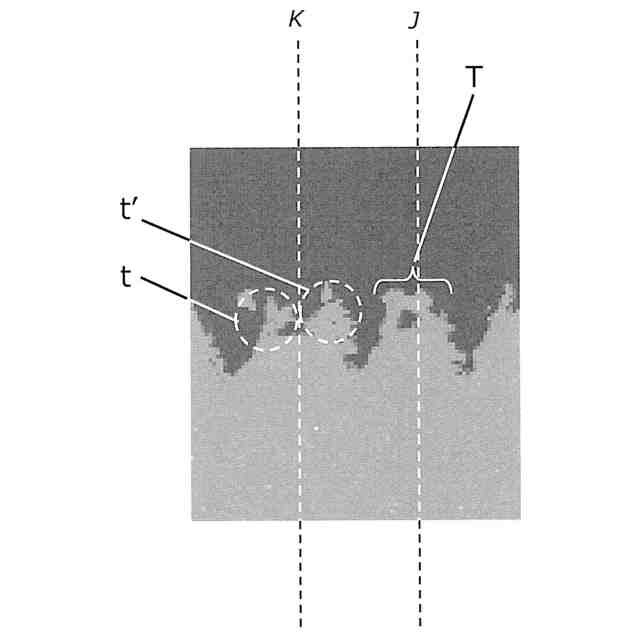
【選択図】図1
特許請求の範囲
【請求項1】
表面に撥液面を備えた撥液部材であって、
前記撥液部材は、金属部材と、撥液材料を含んでなり前記金属部材を覆う撥液層とを備え、
前記金属部材は、金属製の金属基材と、前記金属基材の表面に形成された水酸基を含有する熱酸化皮膜とを有し、
前記撥液面において、前記金属基材の表面に前記熱酸化皮膜が形成されていると共に、前記撥液面の最表層に前記撥液層が設けられており、
前記撥液材料は、フッ素含有化合物及びシリコン含有化合物の少なくともいずれか一方を含み、
前記熱酸化皮膜は、
配置間隔(I)が10~300μmであり、
深さ(L)が20~300μmであり、
超撥液発現角が10°≦θ≦60°であり、
フラクタル次元が1.22~1.4である、複数の凹凸部からなるマクロ凹凸部を表面に有すると共に、
10~50nmの複数の開口部を有して、厚さが10~1000nmである、微細凹凸部を前記マクロ凹凸部の表面に有する、
ことを特徴とする撥液部材。
続きを表示(約 1,800 文字)
【請求項2】
前記熱酸化皮膜は、グロー放電発光分析法によって表面から深さ方向に向けて分析を行った際に、前記金属基材を形成する金属の検出量と前記水酸基の検出量との合計量に対する前記水酸基の検出量の割合が5%以上70%以下である、請求項1に記載の撥液部材。
【請求項3】
前記金属基材を形成する金属は、アルミニウム、銅、鉄、チタン又はこれらの各金属を含む合金である、請求項1に記載の撥液部材。
【請求項4】
前記撥液材料を備えた撥液層の撥液性能が、水を液滴量5μLで滴下した場合の滑落角が10°以下であり、n-ヘキサデカンを液滴量3μLで滴下した場合の滑落角が30°以下である、超撥水・超撥油性能を有する、請求項1に記載の撥液部材。
【請求項5】
前記撥液面において、前記金属部材を形成する前記金属基材の表面の全面に亘って前記熱酸化皮膜が形成されており、
前記金属基材の表面には、表面から深さ方向に向けて凹状に形成される凹部と、前記凹部の周辺部において表面から高さ方向に向けて凸状に形成される凸部とからなる前記凹凸部が形成されており、
前記撥液面では、前記金属部材の表面において、互いに隣接する前記凹凸部に挟まれる領域には、互いに隣接する前記凹凸部にそれぞれ含まれる前記凸部どうしが接触して一体化するように形成された鋭端部を備える、請求項1に記載の撥液部材。
【請求項6】
表面に撥液面を備えた撥液部材の製造方法であって、
前記撥液部材は、金属部材と、撥液材料を含んでなり前記金属部材を覆う撥液層とを備え、
前記金属部材は、金属製の金属基材と、前記金属基材の表面に形成された水酸基を含有する熱酸化皮膜とを有するものであり、
前記金属基材の表面にレーザー光を照射するレーザー処理によって、前記金属基材の表面に前記熱酸化皮膜を形成する熱酸化皮膜形成工程と、
前記金属基材の表面に前記熱酸化皮膜が形成された前記金属部材に前記撥液材料を作用させることによって、前記金属部材の最表層に前記撥液層を形成する撥液層形成工程と、を備え、
前記熱酸化皮膜形成工程では、前記撥液面において、前記金属基材の表面に前記熱酸化皮膜を形成し、
前記撥液層形成工程では、前記撥液面の最表層に前記撥液層を形成し、
前記撥液材料は、フッ素含有化合物及びシリコン含有化合物の少なくともいずれか一方を含み、
前記熱酸化皮膜形成工程では、前記レーザー処理によって、
配置間隔(I)が10~300μmであり、
深さ(L)が20~300μmであり、
超撥液発現角が10°≦θ≦60°であり、
フラクタル次元が1.22~1.4である、複数の凹凸部からなるマクロ凹凸部を表面に有すると共に、
10~50nmの複数の開口部を有して、厚さが10~1000nmである、微細凹凸部を前記マクロ凹凸部の表面に有する、前記熱酸化皮膜を形成する、
ことを特徴とする撥液部材の製造方法。
【請求項7】
前記レーザー処理の条件が、出力10W以上、走査速度が50~1000mm/s、照射エネルギー密度が0.6~10J/mm
2
の範囲である、請求項6に記載の撥液部材の製造方法。
【請求項8】
前記レーザー光のビーム径Dに対する前記レーザー光の照射間隔Pの比(P/D)が1以上、2以下である、請求項7に記載の撥液部材の製造方法。
【請求項9】
前記金属基材の表面には、前記レーザー光が照射された箇所の前記金属基材を形成する金属が前記レーザー光の照射中心部から外方に向けて拡散することで形成される凹部と、前記凹部から拡散した前記金属が前記凹部の周囲に集積することで形成される凸部とからなる前記凹凸部が形成されており、
前記撥液面では、前記金属部材の表面において、互いに隣接する前記凹凸部に挟まれる領域には、互いに隣接する前記凹凸部にそれぞれ含まれる前記凸部どうしが接触して一体化するように形成された鋭端部を備えており、前記レーザー光の照射前の前記金属基材が露出する未処理部が形成されておらず、かつ、前記金属基材の表面の全面に亘って前記熱酸化皮膜が形成されている、請求項6に記載の撥液部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面に撥液面を備えた撥液部材、及びその製造方法に関し、詳しくは、撥液部材が金属部材と撥液層とを備えたものであり、撥液面においては、金属部材を形成する金属基材の表面に熱酸化皮膜を備えると共に、最表層には撥液層が設けられた撥液部材に関し、また、金属基材の表面にレーザー光を照射するレーザー処理により、金属基材の表面に熱酸化皮膜を形成して、その後に撥液層を設ける撥液部材の製造方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
表面に撥液面を有して、水をはじく撥水性能や着雪、着霜、若しくは着氷の防止性能(以降、これらをまとめて単に「撥水性能」と称する。)であったり、油をはじく撥油性能を向上させた撥液部材が各種提供されている。
【0003】
このような撥液部材として、アルミニウムや鉄、銅等の金属やその合金からなる金属基材の表面に微細な凹凸を形成し、その表面にフッ素含有化合物やシリコン含有化合物を含む撥液材料からなる撥液層を備えたものが知られている。
【0004】
金属基材の表面に微細な凹凸を形成する手法の一つとして、例えば、特許文献1では、レーザー光を照射するレーザー処理により形成された撥水面構造を有した撥水性物品が記載されている。
【0005】
この特許文献1では、撥水面構造について、複数の溝部で仕切られた柱状構造部を有して、溝部に微小の凹部と凸部とが交互に所定ピッチで配設されたグレーティング状の周期構造であるとしており、また、柱状構造部の先端部は、外周壁部に囲まれた凹部を有するキャビティ構造を有するとしている。また、特許文献1では、フッ素系樹脂やシリコン系樹脂のような撥水機能を有する撥水剤を撥水面構造の表面にコーティングすることで、撥水性を向上させるとしており、実施例では、液滴量が5μLの場合の撥水面の滑落角が約10度であることを具体的に示している(特許文献1の図16を参照)。
【先行技術文献】
【特許文献】
【0006】
特開2019-155457号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
撥水性能や撥油性能を備えた撥液部材は様々な場面で用いられている。なかでも、金属基材の表面に微細な凹凸を形成して、その表面にフッ素含有化合物やシリコン含有化合物を含む撥液材料からなる撥液層を備えたものは、各種部品や構造体を形成する上で適用が容易であることから、広く使用されている。
【0008】
上述した特許文献1のように、金属基材の表面に微細な凹凸を形成する手法として、レーザー処理を用いたり、その表面にフッ素系樹脂やシリコン系樹脂のような撥水剤を適用することで撥水性を向上させることは行われているが、撥水性・撥油性の更なる向上が望まれている。
【0009】
本発明は、このような状況を鑑みてなされたものであり、撥水性能に加えて撥油性能にも優れた撥液部材を提供することを目的とする。また、本発明の別の目的は、このような撥液部材を得ることができる撥液部材の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、金属基材を用いた撥液部材について、撥水性と撥油性の両方の性能を更に向上させるべく鋭意検討を重ねた結果、レーザー処理により形成される金属基材の表面の熱酸化皮膜が所定のマクロ凹凸部を有して、かつ、このマクロ凹凸部を表面に所定の微細凹凸部を更に備えるようにすることで、熱酸化皮膜に設けた撥液層が従来よりも撥水性・撥油性が共に向上することを見出し、本発明を完成させた。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ