TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117657
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012502
出願日
2024-01-31
発明の名称
射出成形システム、昇温タイミング制御プログラム及び昇温タイミング制御方法
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29C
45/78 20060101AFI20250805BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】従来の射出成形装置では、作業開始時間に合わせて射出成形装置全体の昇温動作を完了させることが出来ない問題があった。
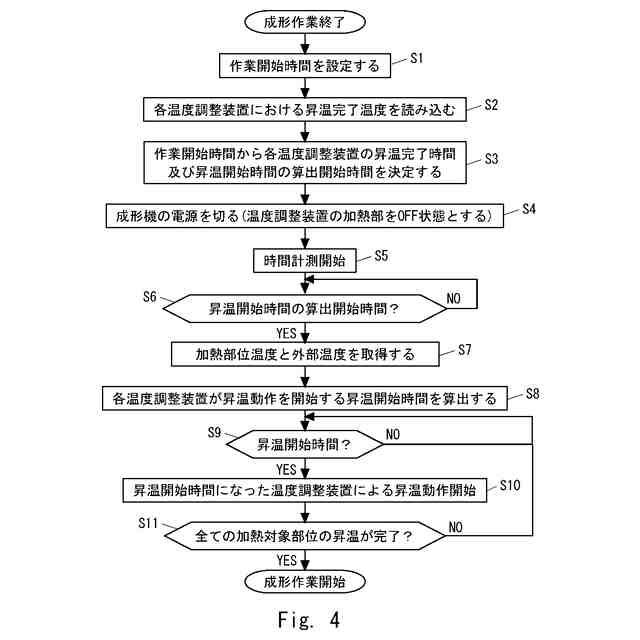
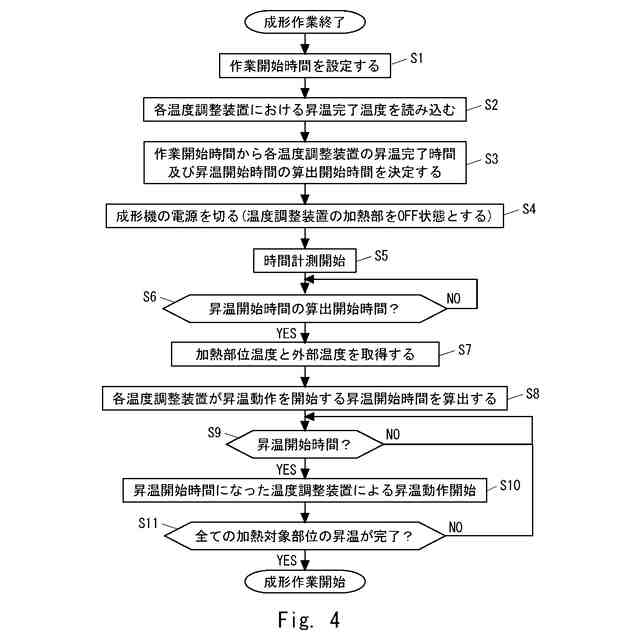
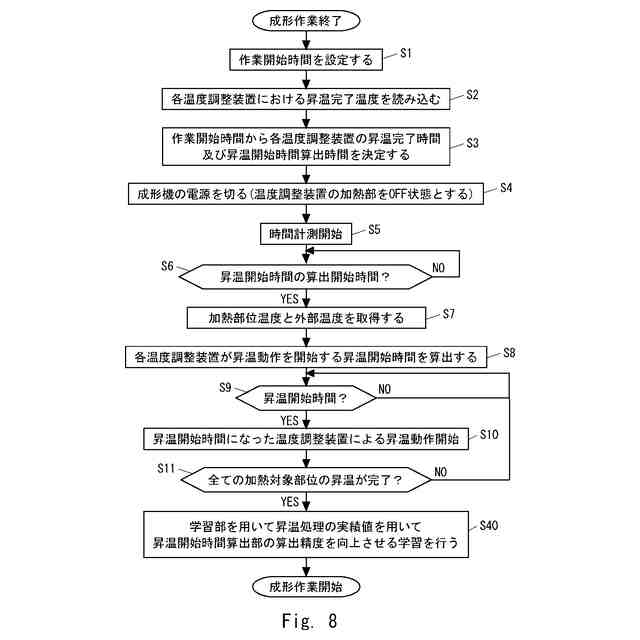
【解決手段】本発明の射出成形システムは、金型が取付けられる型締装置と、金型のキャビティに成形品となる樹脂を供給する射出装置と、型締装置、射出装置及び金型の少なくとも1つに関連して設けられる複数の加熱対象部位の温度を制御する温度制御装置と、を備え、温度制御装置は、設定された作業開始時間に対応した昇温完了時間を目標として加熱対象部位毎の加熱を開始する昇温タイミング制御部を有し、昇温タイミング制御部は、外部温度と、加熱対象部位毎の検出温度と、設定済の加熱対象部位毎の昇温完了温度と、を予め準備された関係関数に適用して加熱対象部位毎に昇温開始時間を算出し(S8)、現在時刻が前記昇温開始時間に達したことに応じて前記加熱対象部位毎に昇温を開始する(S10)。
【選択図】図4
特許請求の範囲
【請求項1】
成形品を成形するキャビティを構成する金型が取付けられる型締装置と、前記金型の前記キャビティに前記成形品となる樹脂を供給する射出装置と、
前記型締装置、前記射出装置及び前記金型の少なくとも1つに関連して設けられる複数の加熱対象部位の温度を制御する温度制御装置と、を備え、
前記温度制御装置は、
設定された作業開始時間に対応した昇温完了時間を目標として前記加熱対象部位毎の加熱を開始する昇温タイミング制御部を有し、
前記昇温タイミング制御部は、
外部温度と、前記加熱対象部位毎の検出温度と、設定済の加熱対象部位毎の昇温完了温度と、を予め準備された関係関数に適用して前記加熱対象部位毎に昇温開始時間を算出し、
現在時刻が前記昇温開始時間に達したことに応じて前記加熱対象部位毎に昇温を開始する射出成形システム。
続きを表示(約 1,700 文字)
【請求項2】
前記作業開始時間は、前記射出成形システムに設けられる設定画面から入力され、オペレータにより変更可能な時間である請求項1に記載の射出成形システム。
【請求項3】
前記外部温度は、前記型締装置及び前記射出装置を備えた射出成形機並びに前記金型を含む射出成形装置が設置された工場内の気温、又は、外部情報として取得可能な前記射出成形装置が設置された地域の気温、前記加熱対象部位に関連する部材の温度、前記加熱対象部位に送られる流体の温度の少なくとも一つである請求項1に記載の射出成形システム。
【請求項4】
前記加熱対象部位の昇温完了時間の少なくとも一つは、前記作業開始時間に対して所定時間だけ早い時間に設定される請求項1に記載の射出成形システム。
【請求項5】
前記昇温タイミング制御部は、
前記昇温完了時間に対して予め設定された時間差を有し、かつ、前記昇温開始時間よりも前の時間となる昇温開始時間の算出開始時間を算出し、
現在時刻が前記算出開始時間に達したことに応じて前記昇温開始時間の算出を行う請求項1に記載の射出成形システム。
【請求項6】
前記昇温タイミング制御部は、前記算出開始時間が前記算出開始時間を算出した時点よりも前の時間となる除外条件を満たす場合、前記除外条件に該当する除外対象温度調整装置に保温動作を指示すると共に、前記除外対象温度調整装置を前記昇温開始時間の算出対象から除外する請求項3に記載の射出成形システム。
【請求項7】
前記昇温タイミング制御部は、前記昇温開始時間を算出したときの前記外部温度を前記関係関数に入力した場合に、前記関係関数から出力される前記昇温開始時間と前記昇温完了時間との差を示す推定昇温時間が、実際に昇温動作が完了した際の実昇温時間に近づくように前記関係関数を更新する学習部を有する請求項1に記載の射出成形システム。
【請求項8】
成形品を成形するキャビティを構成する金型が取付けられる型締装置と、前記金型の前記キャビティに前記成形品となる樹脂を供給する射出装置と、を含む射出成形システムに組み込まれた演算部で実行され、前記型締装置、前記射出装置及び前記金型の少なくとも1つに関連して設けられる複数の加熱対象部位の昇温制御に用いられる昇温タイミング制御プログラムであって、
前記昇温タイミング制御プログラムは、
前記型締装置及び前記射出装置を備えた射出成形機並びに前記金型を含む射出成形装置の作業停止時間と外部温度との少なくとも一方と、前記加熱対象部位毎の検出温度と、前記加熱対象部位毎に設定された昇温完了温度と、を予め準備された関係関数に適用して、設定された作業開始時間までに全ての前記加熱対象部位の温度が前記昇温完了温度に達するように前記加熱対象部位毎の昇温制御条件を生成する温度制御条件生成処理と、
前記温度制御条件に従って前記加熱対象部位毎に昇温制御を行う昇温制御処理と、
を行う昇温タイミング制御プログラム。
【請求項9】
成形品を成形するキャビティを構成する金型が取付けられる型締装置と、前記金型の前記キャビティに前記成形品となる樹脂を供給する射出装置と、を含む射出成形システムに組み込まれた演算部を用いた自動処理により、前記型締装置、前記射出装置及び前記金型の少なくとも1つに関連して設けられる複数の加熱対象部位の昇温を制御する昇温タイミング制御方法であって、
前記型締装置及び前記射出装置を備えた射出成形機並びに前記金型を含む射出成形装置の作業停止時間と外部温度との少なくとも一方と、前記加熱対象部位毎の検出温度と、前記加熱対象部位毎に設定された昇温完了温度と、を予め準備された関係関数に適用して、設定された作業開始時間までに全ての前記加熱対象部位の温度が前記昇温完了温度に達するように前記加熱対象部位毎の昇温制御条件を生成し、
前記温度制御条件に従って前記加熱対象部位毎に昇温制御を行う昇温タイミング制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、複数の加熱対象箇所を有する射出成形システムと、その昇温タイミング制御プログラム及び昇温タイミング制御方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
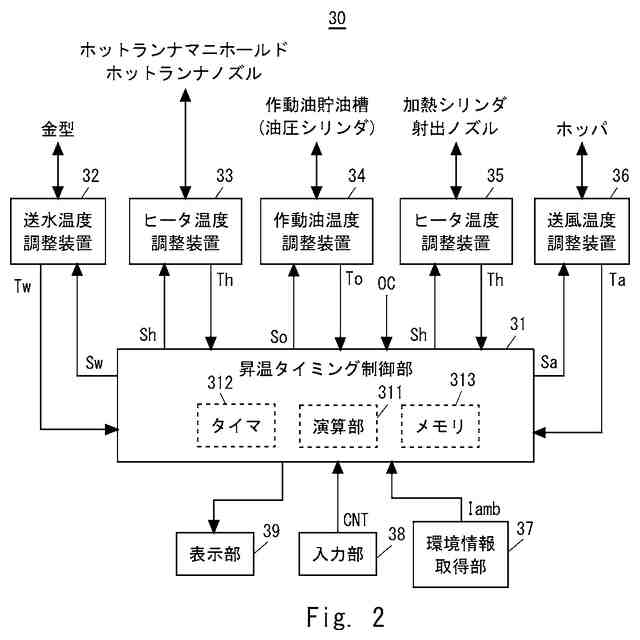
射出成形装置は、型締装置の型締動作で用いる作動油、成形樹脂を射出する射出装置を加熱するヒータ、金型の温度調節に用いられる温度調節媒体(以下、温調媒体と称す)や金型のホットランナを加熱するヒータなど、加熱特性が異なる複数の加熱対象部位を有する。そこで、複数の加熱対象部位の加熱制御方法の一例が特許文献1に開示されている。
【0003】
特許文献1には、異なる温度に制御される複数の温度制御ゾーンが金型のホットランナに設定されている場合に、昇温開始時間を温度制御ゾーン毎に設定して昇温完了時間を揃える技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-73473号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
金型のホットランナの昇温だけを考えた場合、加熱に用いる加熱装置はヒータのみであり、しかもホットランナが形成される金型は単一の部材であるため、昇温完了温度のみを考慮して昇温開始時間を設定することができる。しかしながら、射出成形装置全体を考えると、例えば、作動油、射出装置の加熱シリンダ、射出装置に材料を供給するホッパに供給される加熱空気、金型を温調する温調媒体、ホットランナ等、加熱対象の体積が異なる上に加熱対象の素材が固体、液体、気体と昇温特性が異なり、さらに外気の影響も大きく、単に昇温完了温度だけを考慮しただけでは射出成形装置全体の昇温完了時間を揃えることが出来ない問題がある。つまり、引用文献1に記載の技術では、射出成形装置を作業開始時刻に即座に利用可能な状態とするためには、加熱対象部位毎に加熱開始時間を個別に設定しなければならず、操作が煩雑になる問題がある。
【0006】
本発明は、上記事情に鑑みてなされたものであり、加熱対象部位毎に昇温開始時間を設定することなく作業開始時間に合わせて射出成形装置全体の昇温動作を完了させることを目的とするものである。その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
一実施の形態にかかる射出成形システムは、成形品を成形するキャビティを構成する金型が取付けられる型締装置と、前記金型の前記キャビティに前記成形品となる樹脂を供給する射出装置と、前記型締装置、前記射出装置及び前記金型の少なくとも1つに関連して設けられる複数の加熱対象部位の温度を制御する温度制御装置と、を備え、前記温度制御装置は、設定された作業開始時間に対応した昇温完了時間を目標として前記加熱対象部位毎の加熱を開始する昇温タイミング制御部を有し、前記昇温タイミング制御部は、外部温度と、前記加熱対象部位毎の検出温度と、設定済の加熱対象部位毎の昇温完了温度と、を予め準備された関係関数に適用して前記加熱対象部位毎に昇温開始時間を算出し、現在時刻が前記昇温開始時間に達したことに応じて前記加熱対象部位毎に昇温を開始する。
【0008】
一実施の形態にかかる昇温タイミング制御プログラムは、成形品を成形するキャビティを構成する金型が取付けられる型締装置と、前記金型の前記キャビティに前記成形品となる樹脂を供給する射出装置と、を含む射出成形システムに組み込まれた演算部で実行され、前記型締装置、前記射出装置及び前記金型の少なくとも1つに関連して設けられる複数の加熱対象部位の昇温制御に用いられる昇温タイミング制御プログラムであって、前記昇温タイミング制御プログラムは、前記型締装置及び前記射出装置を備えた射出成形機並びに前記金型を含む射出成形装置の作業停止時間と外部温度との少なくとも一方と、前記加熱対象部位毎の検出温度と、前記加熱対象部位毎に設定された昇温完了温度と、を予め準備された関係関数に適用して、設定された作業開始時間までに全ての前記加熱対象部位の温度が前記昇温完了温度に達するように前記加熱対象部位毎の昇温制御条件を生成する温度制御条件生成処理と、前記温度制御条件に従って前記加熱対象部位毎に昇温制御を行う昇温制御処理と、を行う。
【0009】
一実施の形態にかかる昇温タイミング制御方法は、成形品を成形するキャビティを構成する金型が取付けられる型締装置と、前記金型の前記キャビティに前記成形品となる樹脂を供給する射出装置と、を含む射出成形システムに組み込まれた演算部を用いた自動処理により、前記型締装置、前記射出装置及び前記金型の少なくとも1つに関連して設けられる複数の加熱対象部位の昇温を制御する昇温タイミング制御方法であって、前記型締装置及び前記射出装置を備えた射出成形機並びに前記金型を含む射出成形装置の作業停止時間と外部温度との少なくとも一方と、前記加熱対象部位毎の検出温度と、前記加熱対象部位毎に設定された昇温完了温度と、を予め準備された関係関数に適用して、設定された作業開始時間までに全ての前記加熱対象部位の温度が前記昇温完了温度に達するように前記加熱対象部位毎の昇温制御条件を生成し、前記温度制御条件に従って前記加熱対象部位毎に昇温制御を行う。
【0010】
一実施の形態にかかる射出成形システム、昇温タイミング制御プログラム及び昇温タイミング制御方法では、複数の加熱対象部位に対応して設けられる複数の温度調整装置の昇温完了時間が作業開始時間に合うような昇温開始時間を、昇温開始時間に基づき温度調整装置毎に自動的に算出する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ