TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112578
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024006894
出願日
2024-01-19
発明の名称
熱伝導性部材の製造方法、熱伝導性部材および電子装置
出願人
住友ベークライト株式会社
代理人
個人
主分類
H01L
23/36 20060101AFI20250725BHJP(基本的電気素子)
要約
【課題】発熱量が多い部位に選択的に付与できるとともに、熱伝導性が向上した熱伝導性部材を提供する。
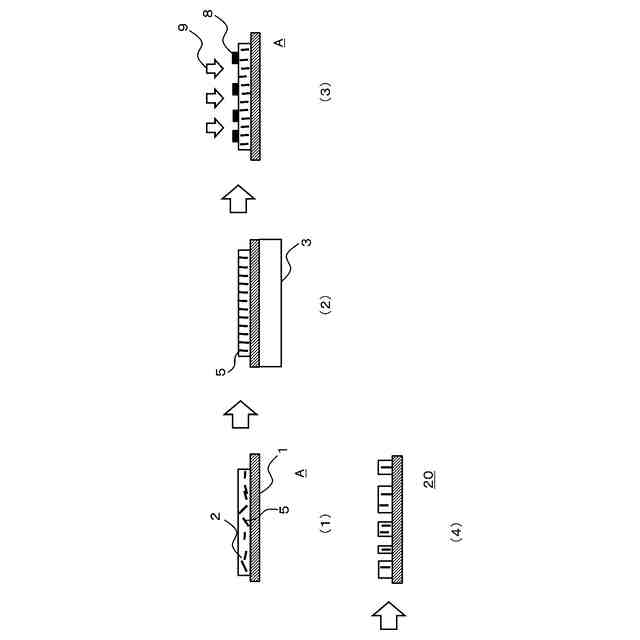
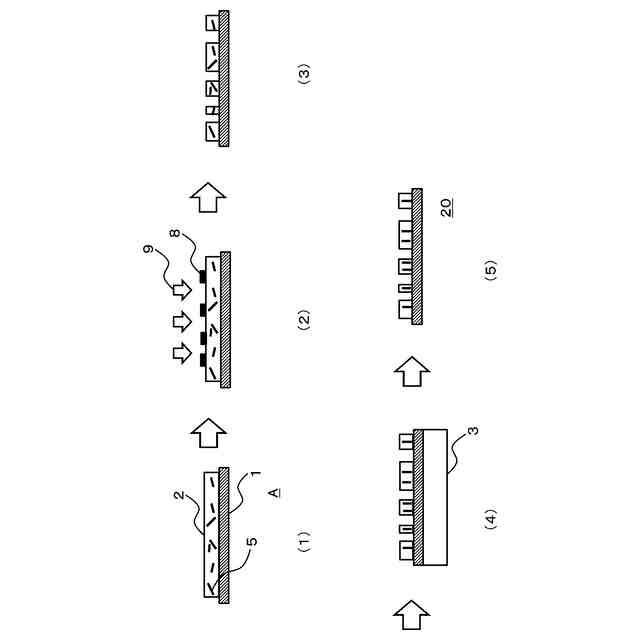
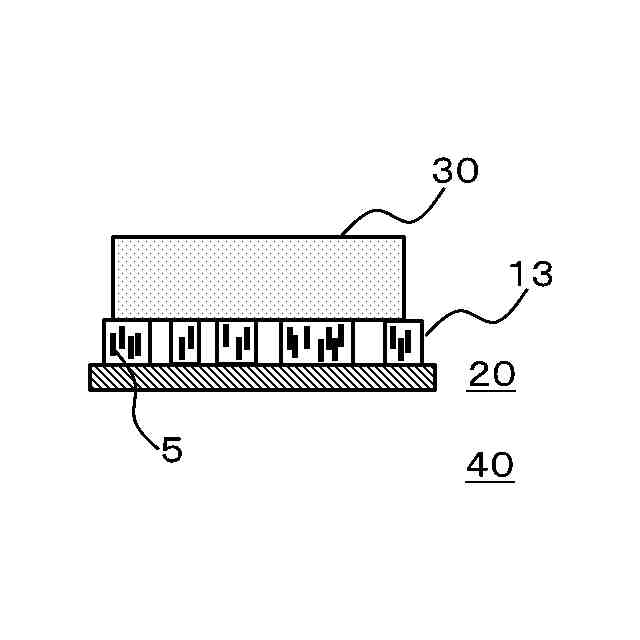
【解決手段】異方性フィラー5を含むパターン状の樹脂膜2を含む熱伝導性部材の製造方法であって、積層体Aを磁石3の上に置いて磁場をかけ、異方性フィラー5を磁場配向させる工程を含む。
【選択図】図1
特許請求の範囲
【請求項1】
異方性フィラーを含むパターン状の樹脂膜を含む熱伝導性部材の製造方法であって、
前記異方性フィラーを磁場配向させる工程(X)を含む熱伝導性部材の製造方法。
続きを表示(約 970 文字)
【請求項2】
基材上に樹脂組成物からなる樹脂膜を有するシートを準備する工程(A1)と、
前記樹脂膜の内部において前記異方性フィラーを磁場配向させる工程(X1)と、
前記樹脂膜をパターン状にする工程(B1)と、
を含む、請求項1に記載の熱伝導性部材の製造方法。
【請求項3】
前記工程(X1)の後に前記工程(B1)をおこなう、請求項2に記載の熱伝導性部材の製造方法。
【請求項4】
前記工程(X1)の後に、前記樹脂膜に前記樹脂膜とは異なる樹脂膜を積層する工程(C1)をさらに含む、請求項2または3に記載の熱伝導性部材の製造方法。
【請求項5】
前記工程(B1)の後に前記工程(X1)をおこなう、請求項2に記載の熱伝導性部材の製造方法。
【請求項6】
前記工程(B1)と前記工程(X1)との間に、パターン状にした前記樹脂膜を軟化させる工程(D1)をさらに含む、請求項5に記載の熱伝導性部材の製造方法。
【請求項7】
前記工程(X1)をおこなう前の時点において、前記樹脂膜が前記異方性フィラーを含む、請求項2に記載の熱伝導性部材の製造方法。
【請求項8】
粘着性樹脂層を有するシート上に前記異方性フィラーを磁場配向させる工程(X2)と、
基材上に樹脂組成物からなる樹脂膜を有するシートを準備する工程(A2)と、
前記樹脂膜上に前記異方性フィラーが磁場配向した前記シートを積層する工程(E2)と、
前記樹脂膜をパターン状にする工程(B2)と、
前記粘着性樹脂層を有するシートを剥離する工程(F2)と、
を含む、請求項1に記載の熱伝導性部材の製造方法。
【請求項9】
前記樹脂組成物が感光性樹脂組成物を含む、請求項2または8に記載の熱伝導性部材の製造方法。
【請求項10】
基材上に樹脂組成物からなるパターン状の樹脂膜を有するシートを準備する工程(A3)と、
パターン状の前記樹脂膜の内部において前記異方性フィラーを磁場配向させる工程(X3)と、
を含む、請求項1に記載の熱伝導性部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱伝導性部材の製造方法、熱伝導性部材および電子装置に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
電子装置の処理能力の向上に伴い、電子装置から発生する熱量は増加傾向にある。そのため、熱を効果的に装置外部へ伝えるための対策が重要となっている。その対策として、金属、セラミックス、樹脂組成物等の材料からなる熱伝導性部材が適用されている。
これらの熱伝導性部材の中でも、樹脂組成物により形成される熱伝導性部材は、電気絶縁性、機械的性質、耐熱性、耐薬品性、接着性等が良好であるため、広く使用されている。
【0003】
また、熱伝導性部材の熱伝導性を向上させるため、熱伝導方向に熱伝導性繊維を配置して効率的に熱伝導をおこなうという試みがなされている。
【0004】
特許文献1には、厚み方向に貫通した絶縁高熱伝導繊維及びバインダ樹脂を含有してなり、シートの少なくとも一方の面では表面粗度が15μm以下であり、かつ該厚み方向に貫通した絶縁高熱伝導繊維の貫通密度が6%以上であることを特徴とする絶縁熱伝導シートが開示されている。また、特許文献1には、絶縁性および熱伝導性に優れた熱伝導シートを提供することを目的とすることが記載されている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2013/100123号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、発熱量が多い部位に選択的に付与できるとともに、熱伝導性が向上した熱伝導性部材を提供するものである。
【課題を解決するための手段】
【0007】
本発明によれば、以下に示す熱伝導性部材の製造方法、熱伝導性部材および電子装置が提供される。
【0008】
1. 異方性フィラーを含むパターン状の樹脂膜を含む熱伝導性部材の製造方法であって、
前記異方性フィラーを磁場配向させる工程(X)を含む熱伝導性部材の製造方法。
2. 基材上に樹脂組成物からなる樹脂膜を有するシートを準備する工程(A1)と、
前記樹脂膜の内部において前記異方性フィラーを磁場配向させる工程(X1)と、
前記樹脂膜をパターン状にする工程(B1)と、
を含む、1.に記載の熱伝導性部材の製造方法。
3. 前記工程(X1)の後に前記工程(B1)をおこなう、2.に記載の熱伝導性部材の製造方法。
4. 前記工程(X1)の後に、前記樹脂膜に前記樹脂膜とは異なる樹脂膜を積層する工程(C1)をさらに含む、2.または3.に記載の熱伝導性部材の製造方法。
5. 前記工程(B1)の後に前記工程(X1)をおこなう、2.~4.のいずれかに記載の熱伝導性部材の製造方法。
6. 前記工程(B1)と前記工程(X1)との間に、パターン状にした前記樹脂膜を軟化させる工程(D1)をさらに含む、5.に記載の熱伝導性部材の製造方法。
7. 前記工程(X1)をおこなう前の時点において、前記樹脂膜が前記異方性フィラーを含む、2.~6.のいずれかに記載の熱伝導性部材の製造方法。
8. 粘着性樹脂層を有するシート上に前記異方性フィラーを磁場配向させる工程(X2)と、
基材上に樹脂組成物からなる樹脂膜を有するシートを準備する工程(A2)と、
前記樹脂膜上に前記異方性フィラーが磁場配向した前記シートを積層する工程(E2)と、
前記樹脂膜をパターン状にする工程(B2)と、
前記粘着性樹脂層を有するシートを剥離する工程(F2)と、
を含む、1.に記載の熱伝導性部材の製造方法。
9. 前記樹脂組成物が感光性樹脂組成物を含む、2.~8.のいずれかに記載の熱伝導性部材の製造方法。
10. 基材上に樹脂組成物からなるパターン状の樹脂膜を有するシートを準備する工程(A3)と、
パターン状の前記樹脂膜の内部において前記異方性フィラーを磁場配向させる工程(X3)と、
を含む、1.に記載の熱伝導性部材の製造方法。
11. 前記樹脂組成物が感光性樹脂組成物を含む、10.に記載の熱伝導性部材の製造方法。
12. 前記樹脂組成物が熱硬化性樹脂組成物を含む、10.に記載の熱伝導性部材の製造方法。
13.前記工程(X1)、(X2)または(X3)において、前記異方性フィラーに対して超音波を照射する、2.~12.のいずれかに記載の熱伝導性部材の製造方法。
14. 前記異方性フィラーの形状が鱗片状である、1.~13.のいずれかに記載の熱伝導性部材の製造方法。
15. 前記異方性フィラーが、窒化ホウ素、窒化アルミニウム、アルミナおよび黒鉛からなる群から選択される一種または二種以上を含む、1.~14.のいずれかに記載の熱伝導性部材の製造方法。
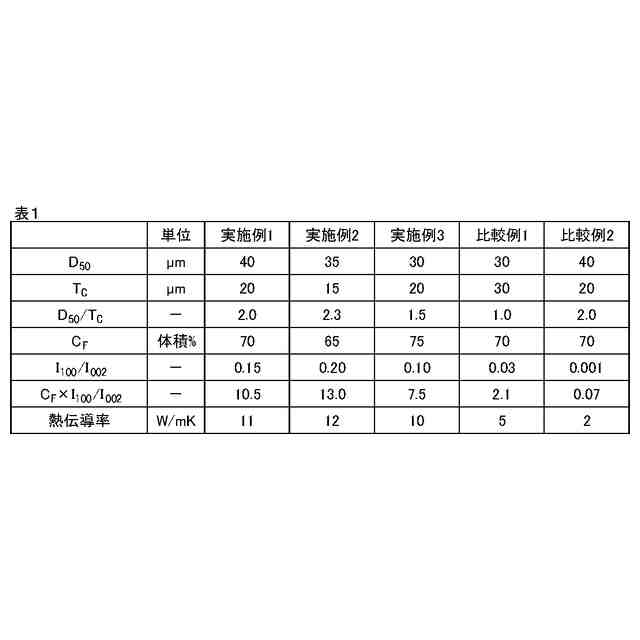
16. 前記異方性フィラーの体積基準のメジアン径D
50
が20μm以上100μm以下である、1.~15.のいずれかに記載の熱伝導性部材の製造方法。
17. 前記熱伝導性部材100質量部に対する前記異方性フィラーの含有量が10質量部以上90質量部以下である、1.~16.のいずれかに記載の熱伝導性部材の製造方法。
18. 前記樹脂膜の厚みT
c
に対する前記異方性フィラーのメジアン径D
50
の比(D
50
/T
c
)が0.5以上1.1以下である、1.~17.のいずれかに記載の熱伝導性部材の製造方法。
19. 前記異方性フィラーの表面をカップリング剤で処理する工程を含む、1.~18.のいずれかに記載の熱伝導性部材の製造方法。
20. 前記樹脂組成物が(メタ)アクリル系樹脂を含む、2.~19.のいずれかに記載の熱伝導性部材の製造方法。
21. 前記樹脂組成物がエポキシ系樹脂を含む、2.~20.のいずれかに記載の熱伝導性部材の製造方法。
22. 前記樹脂組成物が溶剤を含む、2.~21.のいずれかに記載の熱伝導性部材の製造方法。
23. 前記樹脂組成物が熱硬化開始剤を含む、2.~22.のいずれかに記載の熱伝導性部材の製造方法。
24. 前記樹脂組成物が光硬化開始剤を含む、2.~23.のいずれかに記載の熱伝導性部材の製造方法。
25. 前記基材が金属箔を含む、2.~24.のいずれかに記載の熱伝導性部材の製造方法。
26. 前記金属箔が銅箔を含む、25.に記載の熱伝導性部材の製造方法。
27. 前記異方性フィラーが窒化ホウ素および黒鉛からなる群から選択される一種または二種以上を含み、
前記熱伝導性部材が下記式(1)を満たす、1.~26.のいずれかに記載の熱伝導性部材の製造方法。
C
F
×I
100
/I
002
≧2.4 (1)
(前記式(1)において、I
002
は下記の[X線回折方法]により得られるX線回折チャートの002面の回折ピーク強度であり、I
100
【発明の効果】
【0009】
本発明によれば、発熱量が多い部位に選択的に付与できるとともに、熱伝導性が向上した熱伝導性部材を提供できる。
【図面の簡単な説明】
【0010】
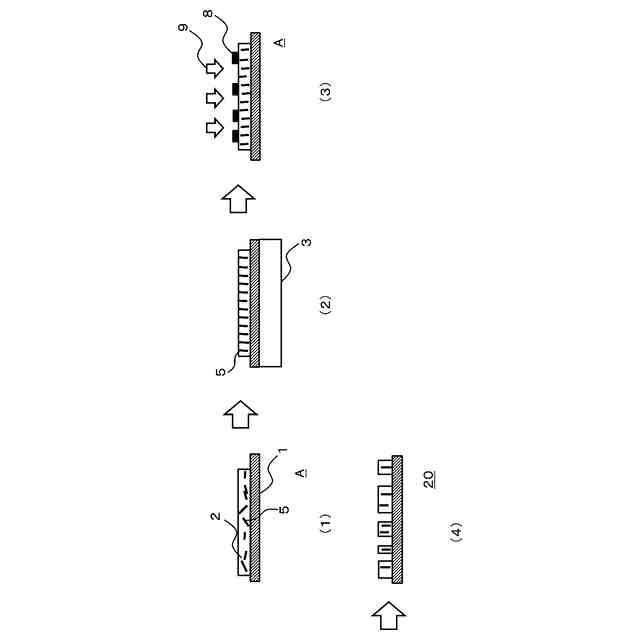
本発明の第1実施形態のうち、工程(X1)の後に工程(B1)をおこなう実施形態の一例を模式的に示す断面図である。
本発明の第1実施形態のうち、工程(X1)の後に工程(B1)をおこなう実施形態の一例を模式的に示す断面図である。
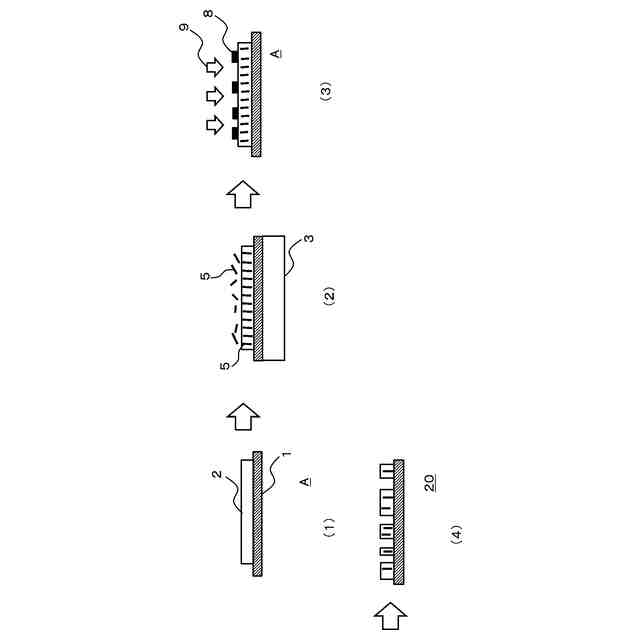
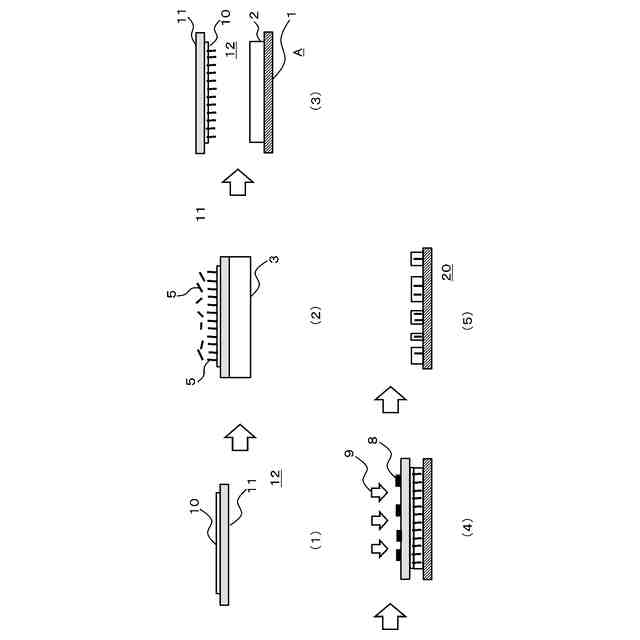
本発明の第1実施形態のうち、工程(B1)の後に工程(X1)をおこなう実施形態の一例を模式的に示す断面図である。
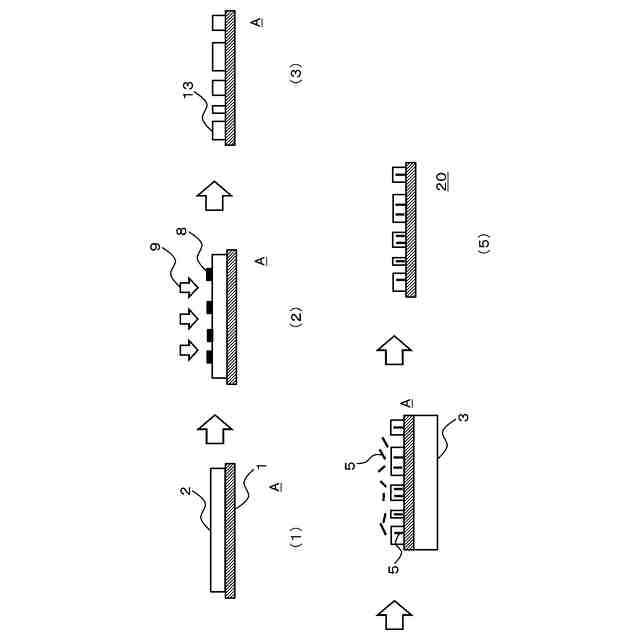
本発明の第2実施形態の一例を模式的に示す断面図である。
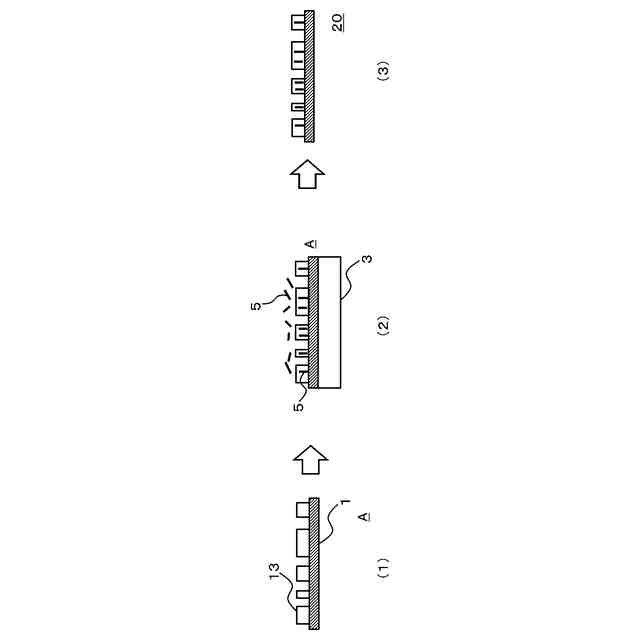
本発明の第3実施形態の一例を模式的に示す断面図である。
本発明の第3実施形態の一例を模式的に示す断面図である。
本実施形態の電子装置の一例を模式的に示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ