TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025106774
公報種別
公開特許公報(A)
公開日
2025-07-16
出願番号
2024023966
出願日
2024-02-20
発明の名称
吸水性樹脂及びその製造方法
出願人
臺灣塑膠工業股ふん有限公司
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C08J
3/12 20060101AFI20250709BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】吸水性樹脂及びその製造方法を提供する。
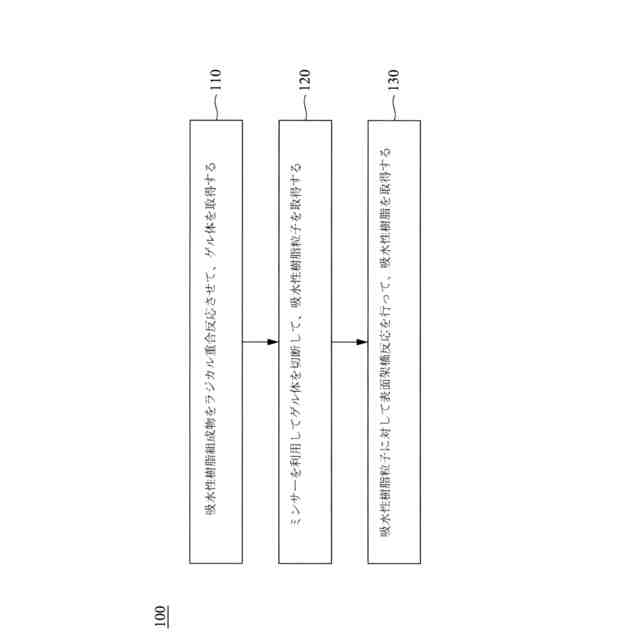
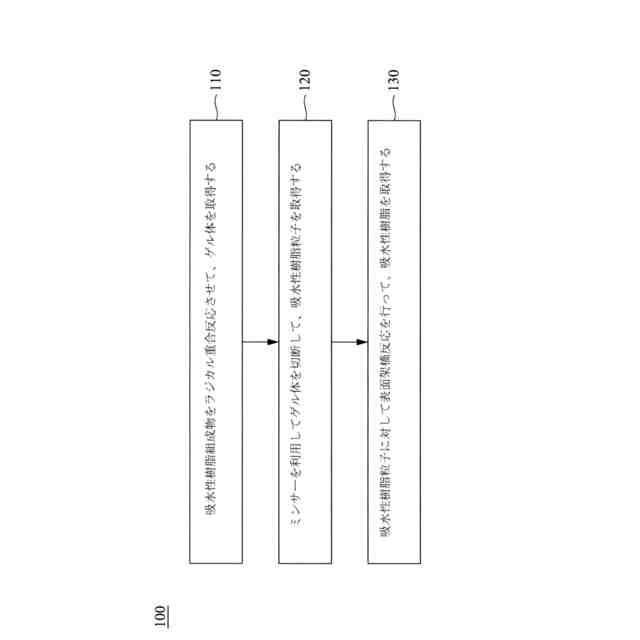
【解決手段】酸系単量体水溶液、重合反応開始剤及びラジカル重合反応架橋剤を含む吸水性樹脂組成物をラジカル重合反応させて、ゲル体を取得するステップと、材料供給孔の第1直径が材料排出孔の第2直径より大きい直径可変孔板を有するミンサーを利用してゲル体を切断して、複数の吸水性樹脂粒子を取得するステップと、吸水性樹脂粒子に対して表面架橋反応を行って、吸水性樹脂を取得するステップと、を含む吸水性樹脂の製造方法。これにより、製造された吸水性樹脂の仮比重、吸収速度及び液体伝導性能を向上させることができる。
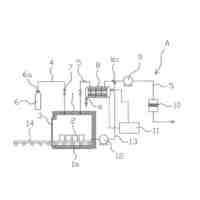
【選択図】図1
特許請求の範囲
【請求項1】
酸系単量体水溶液、重合反応開始剤及びラジカル重合反応架橋剤を含む吸水性樹脂組成物をラジカル重合反応させて、ゲル体を取得するステップと、
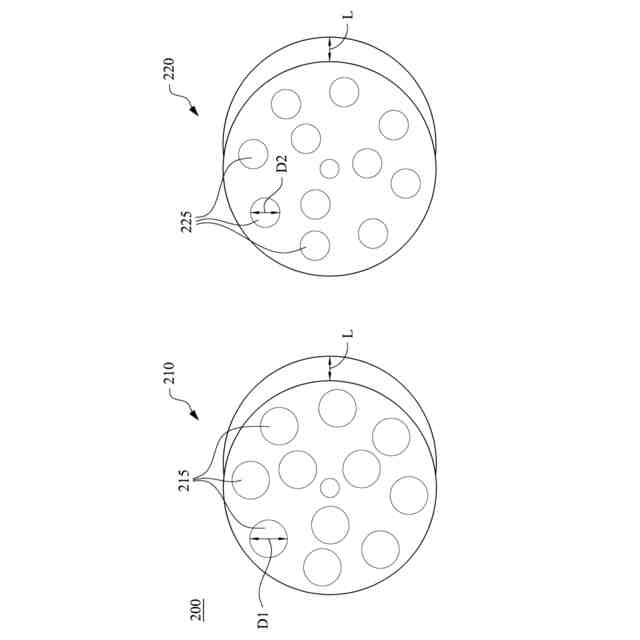
第1直径を有する材料供給孔と、前記第1直径よりも小さい第2直径を有する材料排出孔と、を含む直径可変孔板を有するミンサーを利用して前記ゲル体を切断して、複数の吸水性樹脂粒子を取得するステップと、
前記吸水性樹脂粒子に対して表面架橋反応を行って、前記吸水性樹脂を取得するステップと、
を含む吸水性樹脂の製造方法。
続きを表示(約 830 文字)
【請求項2】
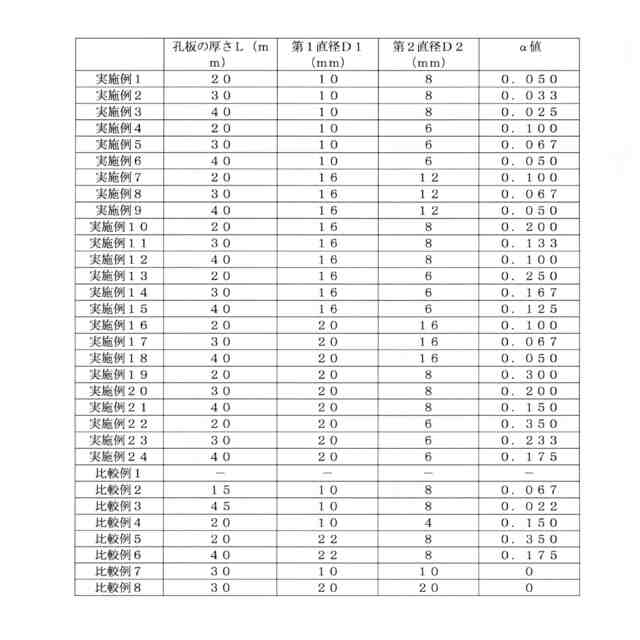
前記第1直径は、8mm~20mmであり、且つ前記第2直径は、6mm~18mmである請求項1に記載の吸水性樹脂の製造方法。
【請求項3】
前記直径可変孔板の厚さは、20mm~40mmである請求項1に記載の吸水性樹脂の製造方法。
【請求項4】
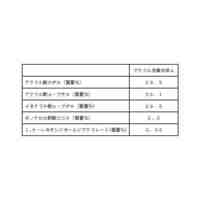
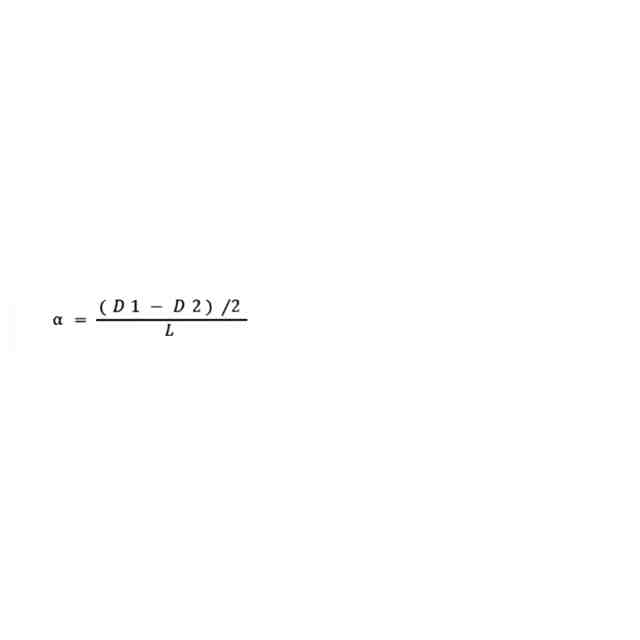
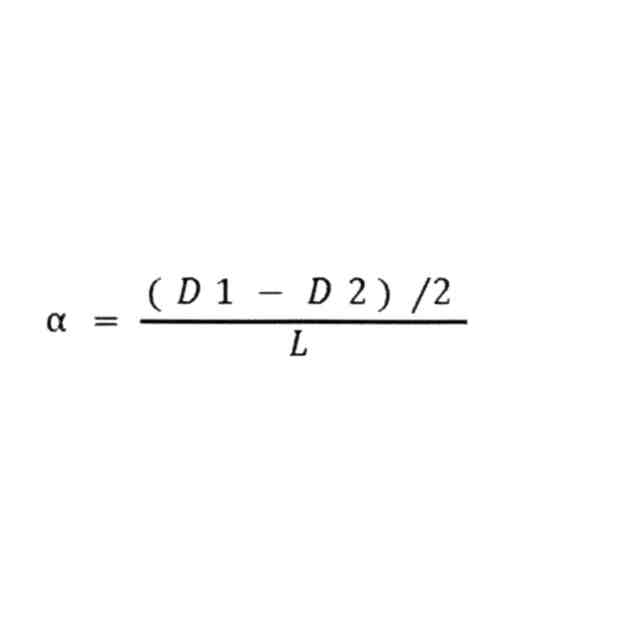
前記直径可変孔板の前記第1直径、前記第2直径及び前記厚さは、以下の関係式を有し、
JPEG
2025106774000007.jpg
17
170
上記式では、D1は、前記第1直径を表し、D2は、前記第2直径を表し、且つLは、前記直径可変孔板の前記厚さを表し、且つ前記α値は、0.05~0.35である請求項3に記載の吸水性樹脂の製造方法。
【請求項5】
前記ゲル体を切断するステップは、
平均粒径が2.00mm以下の複数の微小ゲル体をスクリーニングするステップを更に含む請求項1に記載の吸水性樹脂の製造方法。
【請求項6】
前記吸水性樹脂粒子の平均粒径は、0.06mm~1.00mmである請求項5に記載の吸水性樹脂の製造方法。
【請求項7】
前記表面架橋反応を行うステップの前に、
前記吸水性樹脂粒子に表面架橋剤及びアルミニウム塩化合物を添加するステップを更に含む請求項1に記載の吸水性樹脂の製造方法。
【請求項8】
前記アルミニウム塩化合物の添加量は、前記吸水性樹脂粒子100wt%に対して、0.1wt%~1.0wt%である請求項7に記載の吸水性樹脂の製造方法。
【請求項9】
前記アルミニウム塩化合物は、硫酸アルミニウム、乳酸アルミニウム、クエン酸アルミニウム及びそれらの任意の組み合わせを含む請求項7に記載の吸水性樹脂の製造方法。
【請求項10】
請求項1~9の何れか1項に記載の製造方法により製造される吸水性樹脂。
発明の詳細な説明
【技術分野】
【0001】
本発明は、吸水性樹脂及びその製造方法に関し、特に、直径可変孔板を有するミンサーを利用して製造された吸水性樹脂及びその製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
吸水性樹脂(Super Absorbent Polymer;SAP)は、水溶性を有さない高分子であり、主に紙おむつ、生理用ナプキンなどの吸収性物品、農林園芸用保水剤、工業用止水剤などの様々な分野に応用されている。
【0003】
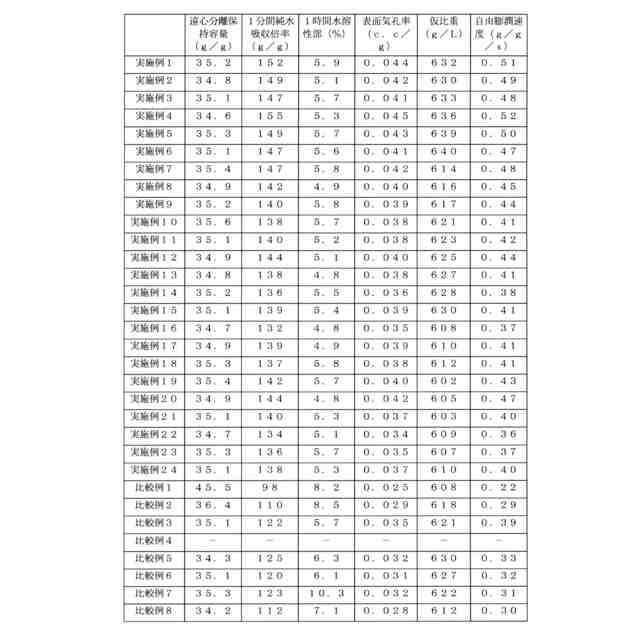
吸水性樹脂の製造過程には大量の単量体及び親水性高分子を使用する必要があり、アクリル酸及び/又はその塩類を単量体として用いたポリアクリル酸(塩)系吸水性樹脂が工業的に主に生産されている。主用途である紙おむつの高性能化に伴い、吸水性樹脂に対してもより多くの機能(例えば高いコストパフォーマンス)が要求されている。具体的には、基本的な物性である無加圧下吸水倍率及び加圧下吸水倍率に加えて、吸水性樹脂に対しては、ゲル強度、水溶性成分、含水率、吸水速度、抗菌性、耐摩耗性、粉末流動性、消臭性、耐着色性、低発塵性、低単量体残存量などの様々な物性も要求されている。特に、紙おむつなどの衛生用品の用途では、製品の薄型化に伴い、更に吸水性樹脂の吸水速度を高めることができることが望まれている。
【0004】
一般的には、粉末状又は粒子状の吸水性樹脂の工業製造方法には、重合工程と、重合後又は重合と同時に行うゲル粉砕(微粒化)工程と、微粒化されたゲルの乾燥工程と、乾燥物の粉砕工程と、粉砕物の篩分け工程と、分級後の吸水性樹脂粉末の表面架橋工程とが含まれる。現在提案されている吸水性樹脂の製造方法には、粉砕機器を有する重合装置を使用して重合工程とゲル粉砕工程を同時に行う製造方法がある。上記製造方法の場合には、液状単量体を重合反応させると同時に、生成した含水ゲルを粉砕し、且つ微粒化された含水ゲルを重合装置の中から排出する。
【0005】
しかしながら、上記装置により得られたゲル粒子のサイズは、おおよそ数ミリ~数センチである。吸水速度を更に向上させるという要求に応じて、上記ゲル粒子のサイズはこの要求を満たすことができないため、ゲル粉砕装置を追加する必要がある。例えば、バッチ式混練機及び連続式混練機を使用して、湿式粉砕法により、吸水性樹脂を、特定の粒径を有するか又は比較的より小さなゲル粒子に製造することができる。しかし、公知のゲル粉砕装置は、サイズが大きすぎて、工業生産ラインに応用されることは困難である。
【0006】
これに鑑みて、製造過程でゲル体を必要に応じたサイズを有するように粉砕するために、吸水性樹脂及びその製造方法を提供することが急務となっている。
【発明の概要】
【課題を解決するための手段】
【0007】
本発明の一態様は、ミンサーの直径可変孔板によりゲル体を粉砕し、更に製造された吸水性樹脂の吸収速度及び液体伝導性能を向上させる吸水性樹脂の製造方法を提供する。
【0008】
本発明の別の態様は、上記態様により製造される吸水性樹脂を提供する。
【0009】
本発明の一態様によれば、酸系単量体水溶液、重合反応開始剤及びラジカル重合反応架橋剤を含む吸水性樹脂組成物をラジカル重合反応させて、ゲル体を取得するステップと、第1直径を有する材料供給孔と、第1直径よりも小さい第2直径を有する材料排出孔と、を含む直径可変孔板を有するミンサーを利用してゲル体を切断して、複数の吸水性樹脂粒子を取得するステップと、吸水性樹脂粒子に対して表面架橋反応を行って、吸水性樹脂を取得するステップと、を含む吸水性樹脂の製造方法を提供する。
【0010】
本発明の一実施例によれば、前記第1直径は、8mm~20mmであり、且つ第2直径は、6mm~18mmである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
摺動部材
1か月前
東ソー株式会社
ゴム組成物
1か月前
東ソー株式会社
加飾フィルム
2か月前
東レ株式会社
CPUソケット
2か月前
株式会社カネカ
硬化性組成物
10日前
東ソー株式会社
加飾フィルム
2か月前
東ソー株式会社
加飾フィルム
2か月前
東レ株式会社
CPUソケット
2か月前
ユニチカ株式会社
ビスマレイミド
1か月前
東レ株式会社
ポリエステルフィルム
17日前
花王株式会社
樹脂組成物
10日前
愛知電機株式会社
加熱処理設備
1か月前
アイカ工業株式会社
光硬化性樹脂組成物
1か月前
富士フイルム株式会社
組成物
1か月前
日本製紙株式会社
樹脂組成物
2か月前
株式会社大阪ソーダ
熱可塑性材料用組成物
10日前
東亞合成株式会社
硬化性組成物
11日前
東レ株式会社
ポリプロピレン系樹脂フィルム
2か月前
株式会社クラレ
水性エマルジョン及び接着剤
20日前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
1か月前
東ソー株式会社
クロロプレンラテックス組成物
1か月前
東ソー株式会社
クロロプレンラテックス組成物
1か月前
東レ株式会社
プリプレグおよびその製造方法。
11日前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
株式会社イーテック
組成物
2か月前
大日精化工業株式会社
樹脂成形品
2か月前
ユニマテック株式会社
アクリルゴム組成物
12日前
横浜ゴム株式会社
ゴム組成物およびタイヤ
1か月前
サンエス護謨工業株式会社
プラスチックフィルム
13日前
東洋紡株式会社
熱収縮性ポリエステル系フィルム
1か月前
株式会社大阪ソーダ
圧電デバイス用ポリマー材料
2か月前
住友化学株式会社
ブロック共重合体
2か月前
株式会社カネカ
メタクリル樹脂組成物
1か月前
東ソー株式会社
組成物、ウレタン樹脂、および塗膜
2か月前
株式会社信日康
抗菌樹脂、抗菌繊維及びその加工物
27日前
デンカ株式会社
樹脂シート
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ