TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025106291
公報種別
公開特許公報(A)
公開日
2025-07-15
出願番号
2025042690,2023120165
出願日
2025-03-17,2023-07-24
発明の名称
片面に配置された少なくとも1つの塗膜を含むガラスまたはガラスセラミックプレートおよびその製造方法
出願人
ショット アクチエンゲゼルシャフト
,
SCHOTT AG
代理人
アインゼル・フェリックス=ラインハルト
,
個人
,
個人
,
個人
,
個人
主分類
C03C
17/30 20060101AFI20250708BHJP(ガラス;鉱物またはスラグウール)
要約
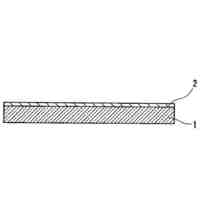
【課題】耐擦傷性を有し、かつ単層として非常に優れた耐擦傷性および非常に優れた耐油性を有する、調理機器のカバープレートとして使用可能である被覆されたガラスまたはガラスセラミックプレート、並びにその製造方法を提供する。
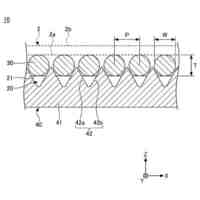
【解決手段】ガラスまたはガラスセラミック基材の少なくとも1つの面に配置された塗膜を含むガラスまたはガラスセラミックプレートであって、塗膜は、少なくとも10μmの厚さを有し、塗膜は、ガラスまたはガラスセラミックプレートの、ガラスまたはガラスセラミック基材上に塗膜のみが配置された領域において、DIN-ISO 1518-1に準拠した試験における7N超の耐擦傷性と、ガラスまたはガラスセラミック基材越しに測定した場合に特定の式で表される色度変化ΔEとして求められた1未満の耐油性とを有する、ガラスまたはガラスセラミックプレートである。
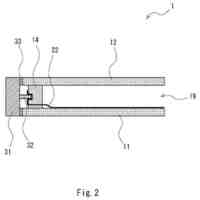
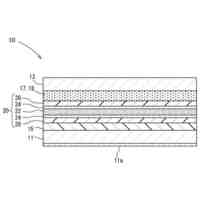
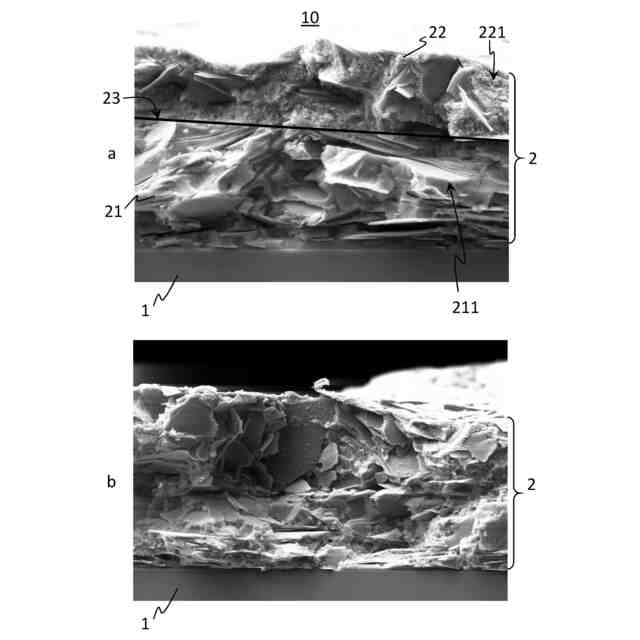
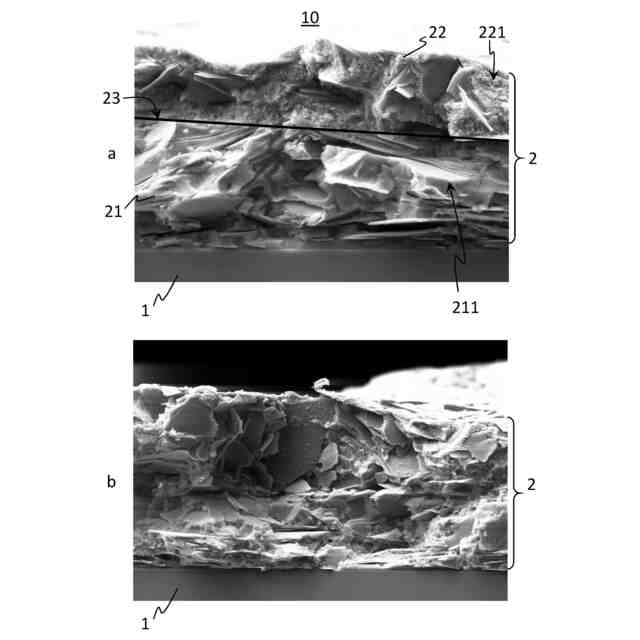
【選択図】図1
特許請求の範囲
【請求項1】
ガラスまたはガラスセラミック基材と、前記ガラスまたはガラスセラミック基材の少なくとも1つの面に配置された、有機ケイ素マトリックスおよび顔料を含む塗膜とを含む、ガラスまたはガラスセラミックプレートであって、前記塗膜は、少なくとも10μm、有利には最大で80μmの厚さを有し、前記塗膜は、前記ガラスまたはガラスセラミックプレートの、前記ガラスまたはガラスセラミック基材上に前記塗膜のみが配置された領域において、DIN-ISO 1518-1に準拠した試験における7N超、好ましくは最大で30Nの耐擦傷性と、前記ガラスまたはガラスセラミック基材越しに測定した場合に色度変化ΔEとして求められた1未満、好ましくは0.5未満、特に好ましくは0.3未満、非常に特に好ましくは0.2未満、最も好ましくは0.1未満の耐油性とを有し、ここで、前記色度変化ΔEは、L
*
a
*
b
*
表色系で以下の式:
TIFF
2025106291000008.tif
10
169
により与えられる、ガラスまたはガラスセラミックプレート。
続きを表示(約 1,400 文字)
【請求項2】
少なくとも2つの試料の試料全体での算術平均値として求めた場合に、EN 1288-5に準拠して二重リング法で測定された、少なくとも140MPa、好ましくは最大で250MPaの曲げ強さを有する、請求項1記載のガラスまたはガラスセラミックプレート。
【請求項3】
少なくとも2つの試料の試料全体での算術平均値として求めた場合に、UL 858に準拠した球落下試験で測定された、少なくとも45cm、有利には少なくとも60cm、有利には少なくとも70cm、有利には少なくとも80cm、特に好ましくは少なくとも90cmの耐衝撃性を有し、ここで、前記耐衝撃性は、前記ガラスまたはガラスセラミックプレートの下面に配置された塗膜について求められたものである、請求項1または2記載のガラスまたはガラスセラミックプレート。
【請求項4】
前記ガラスまたはガラスセラミックプレートは、前記塗膜が配置されている領域において、DIN 5036 Part 1に準拠して測定された、0.08%未満、好ましくは0.04%未満、特に好ましくは0.02%未満の光透過率を有する、請求項1から3までのいずれか1項記載のガラスまたはガラスセラミックプレート。
【請求項5】
前記塗膜中の顔料対バインダーの比は、それぞれ重量割合に基づいて、1:0.8~1:3、有利には1:1~1:2.5、特に好ましくは1:1.3~1:2である、請求項1から4までのいずれか1項記載のガラスまたはガラスセラミックプレート。
【請求項6】
前記塗膜は、効果顔料を含み、総顔料割合に対する前記効果顔料の割合は、50重量%~100重量%、好ましくは70重量%~100重量%、特に好ましくは88重量%~98重量%である、請求項1から5までのいずれか1項記載のガラスまたはガラスセラミックプレート。
【請求項7】
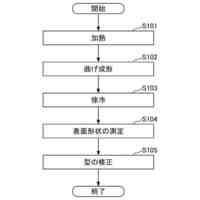
ガラスまたはガラスセラミックプレート、特に請求項1から6までのいずれか1項記載のガラスまたはガラスセラミックプレートの製造方法であって、
- ガラスまたはガラスセラミック基材を提供する工程と、
- 顔料と、2つの有機ケイ素プリカーサーを含むバインダーとを含む被覆剤を提供し、ここで、一方の有機ケイ素プリカーサーは、シリコーン樹脂であり、他方の有機ケイ素プリカーサーは、ゾル-ゲル加水分解生成物であるものとする、工程と、
- 前記被覆剤を前記ガラスまたはガラスセラミック基材の片面に施与して、塗膜を好ましくは印刷法によって形成する工程と、
- 前記塗膜を、少なくとも200℃、最高で400℃の温度で少なくとも10分間、最高で120分間、好ましくは少なくとも250℃、最高で330℃の温度で少なくとも30分間、最高で90分間、特に最高で60分間、特に好ましくは少なくとも300℃、最高で320℃の温度で少なくとも30分間、最高で60分間にわたって焼き付ける工程と
を含む、方法。
【請求項8】
前記被覆剤中のゾル-ゲル加水分解生成物対シリコーン樹脂の比は、重量に基づいて、1:0.2~1:0.02、好ましくは1:0.09~1:0.035である、請求項7記載の方法。
【請求項9】
請求項7または8記載の方法で製造されたまたは製造可能である、特に請求項1から6までのいずれか1項記載のガラスまたはガラスセラミックプレート。
発明の詳細な説明
【技術分野】
【0001】
本発明は、総じて、例えば調理機器のカバープレートとして使用可能である被覆されたガラスまたはガラスセラミックプレートに関する。特に、本発明は、ガラスまたはガラスセラミック基材の少なくとも1つの面に配置された塗膜を含むガラスまたはガラスセラミックプレート、およびその製造方法に関する。塗膜は、有機ケイ素マトリックスと顔料とを含み、耐擦傷性を有し、かつ単層として非常に優れた耐擦傷性および非常に優れた耐油性を有する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
被覆されたガラスまたはガラスセラミックプレートは、調理機器のカバープレートとしてすでに長年使用されている(例えば「コンロ」の「クックトップ」として知られている)。ここ数年で、ガラスまたはガラスセラミックを含むカバープレートであって、透明なガラスまたはガラスセラミック材料と、対応するガラスまたはガラスセラミック基材の片面に施された、材料が透けて見えるのを防ぐ塗膜とを含むものが開発された。こうした塗膜は、調理機器を設置した状態では、視認者や使用者に背を向けており、一般に下面コートや裏面コートとも呼ばれる。
【0003】
こうした裏面または下面コートは、組み立てや動作の際に様々な要求に曝されるが、プレートの裏面や下面に配置されるため、操作や使用の際に重要となる耐衝撃性にも決定的な影響を与える。ここで、耐衝撃性とは、プレートが「上から」あるいは「正面から」の機械的負荷に耐える強さのことであり、被覆されたプレートをコンロのカバープレートとして使用する場合には、調理器具を、時として雑に下に置くことによって視覚化することができる。
【0004】
特に低膨張基材の場合には、基材とこの基材に施与された塗膜との間に、いわゆる「サーマルミスマッチ」、すなわち熱膨張の差が必ず生じ得るため、裏面コート、特に密着性および/または耐擦傷性に優れた塗膜の場合には、(例えば、高い焼付温度と、被覆された基材が室温まで冷却されたときに生じるミスマッチとによって)基材にクラックが誘発される可能性がある。このようなクラックは、基材の機械的耐久性を低下させる可能性がある。したがって、例えばプレート上に置かれた物体、例えば調理器具による上方からの荷重に起因する、基材に作用する引張応力は、破壊による基材の機能不全を容易に招き得る。このため、特に特定のガラスセラミックやガラスといった、それ自体の延性がどちらかといえば低い基材が使用される場合には、特に密着性および耐擦傷性に特に優れ、かつ封止性および洗浄性に関する他の要件をもそれ自体で良好に満たすガラス系塗膜の「裏面コート」または「下面コート」としての使用は、確立されていない。
【0005】
したがって、裏面または下面コートとしては特に、従来のガラス系塗膜よりも密着性が低い塗膜が使用されている。例えば、シリコーン系塗膜やケイ素系ゾル-ゲルバインダーが提案されている。このような塗膜の場合には、従来のガラス系塗膜の場合のような溶融反応ゾーンが形成されないため、すでにこの理由から、クラック形成のリスクは比較的低くなっている。しかしこれには、この層の密着性も低くなるという欠点がある。このような塗膜で覆われたプレートの強度を確保するためには、さらに、塗膜が特に基材まで多孔質であることが有利な場合が多い。しかし、カバープレートの下面や裏面は、接着剤残滓、水蒸気またはさらには油、あるいは例えばガスバーナーで作動するコンロで使用されるカバープレートの場合には、こぼれた料理がガスバーナーの穴を通ってカバープレートの下面に達するなど、流体媒体と接触することが非常に多いため、この多孔性は特に不利である。多孔質層のもう1つの欠点は、通常は耐擦傷性が低いことである。対応する塗膜は、例えば独国特許出願公開第102008031428号明細書に記載されている。
【0006】
このため、使用者が基材越しに視認できる実際に呈色している第1の層の上に、さらにもう1つの塗膜が配置されることが多く、これは「シーラント」とも呼ばれる。この第2の塗膜は、第1の塗膜とは異なる組成を有することが多く、また異なる焼付条件を必要とすることがある。また、第1の塗膜と第2の塗膜とが、異なる色度を有することもある。このことは、第1の塗膜が非常に薄い色であり、第2の塗膜が非常に濃い色である場合に特に好ましくない。この場合、第1の塗膜を特に厚く施与しなければならず、そうしなければ、第2の塗膜が第1の塗膜からわずかに透けて見えてしまい、色度が変わってしまう。対応する塗膜は、例えば独国特許出願公開第102008031426号明細書に記載されている。
【0007】
さらに、呈色層とシーラント層との組み合わせは、施与工程および熱処理工程の追加を意味し、したがって、経済的な観点からも製品のCO
2
収支の観点からも不利である。
【0008】
例えば欧州特許第1730085号明細書には、ガラスまたはガラスセラミックからなり、少なくとも1つの面の少なくとも1つの領域に着色塗膜を有するプレートであって、塗膜が、炭素不含の材料をほぼ含まない少なくとも1つのポリシロキサン樹脂を含み、塗膜が、10~60体積%のフィラー含有量を有するプレートが記載されている。この欠点は、該特許文献に記載の塗膜が実質的に炭素を含まないことであり、その理由は、このような様式では、特に油の通過に対する耐久性に関して十分な封止性を有する塗膜を得ることができないためである。
【0009】
国際公開第2005/092810号には、ガラスまたはガラスセラミックプレートの強度を高める方法が記載されている。油の通過に対する高い耐久性を有する着色塗膜は記載されていない。
【0010】
特表2011/216457号公報には、ガラスまたはガラスセラミックの基材を含むプレートであって、該プレートが、異なる塗膜を含む下面コートを有するプレートが記載されている。特に、呈色塗膜3は、耐熱性樹脂層4とは異なる構成を有し、さらに、第1の樹脂層4の性能をさらに向上させるもう1つの樹脂層5がさらに施与されている場合がある。したがって、記載されたプレートは、例えばスパッタリングのようなプロセスやさらにはガラス系塗膜が使用される場合がある非常に複雑な層構造を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本電気硝子株式会社
ガラス材
2か月前
個人
ガラス製品の製造方法
24日前
株式会社フジクラ
シール装置
1か月前
日本電気硝子株式会社
ガラスの製造方法
1か月前
日本電気硝子株式会社
ガラス繊維用組成物
2か月前
日本電気硝子株式会社
ガラス繊維用組成物
1か月前
日本板硝子株式会社
自動車用窓ガラス
3か月前
株式会社オハラ
光学ガラス
2か月前
AGC株式会社
ガラス板の製造方法
2か月前
信越化学工業株式会社
ガラス母材の延伸方法
12日前
日本電気硝子株式会社
フィーダー
2か月前
AGC株式会社
ガラスペースト
2か月前
信越化学工業株式会社
光ファイバ母材の製造方法
3日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
株式会社オハラ
光学ガラスおよび光学素子
1か月前
白金科技股分有限公司
微小球およびその調製方法
10日前
日本板硝子株式会社
車両用合わせガラス体
13日前
日本板硝子株式会社
車両用調光合わせガラス
10日前
AGC株式会社
洗浄部材の位置決め方法
1か月前
東洋ガラス株式会社
ガラス製造装置
2か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
1か月前
AGC株式会社
ガラス及びその製造方法
13日前
AGC株式会社
成形装置、及び成形方法
12日前
日本電気硝子株式会社
ガラス物品の製造方法
3か月前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
3か月前
株式会社オハラ
結晶相を含むガラス
2か月前
株式会社オハラ
結晶相を含むガラス
2か月前
住友電気工業株式会社
光ファイバの製造方法
2か月前
AGC株式会社
ガラス板及びディスプレイ装置
1か月前
AGC株式会社
ガラス板及びディスプレイ装置
1か月前
日本板硝子株式会社
機能性膜付きガラス基材
3か月前
日本電気硝子株式会社
ガラス繊維の製造装置、及びガラス繊維の製造方法
3か月前
信越化学工業株式会社
SiOH含有光ファイバ母材及びその評価方法
1か月前
日本電気硝子株式会社
ガラス板搬送装置
1か月前
日本電気硝子株式会社
ガラス板の製造方法及び製造装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ