TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104933
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223128
出願日
2023-12-28
発明の名称
切削インサート、及び当該切削インサートを備えた切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23C
5/20 20060101AFI20250703BHJP(工作機械;他に分類されない金属加工)
要約
【課題】穴あけ加工に際し、コーナ部の加工耐性を向上させることができる切削インサート及び切削工具の提供。
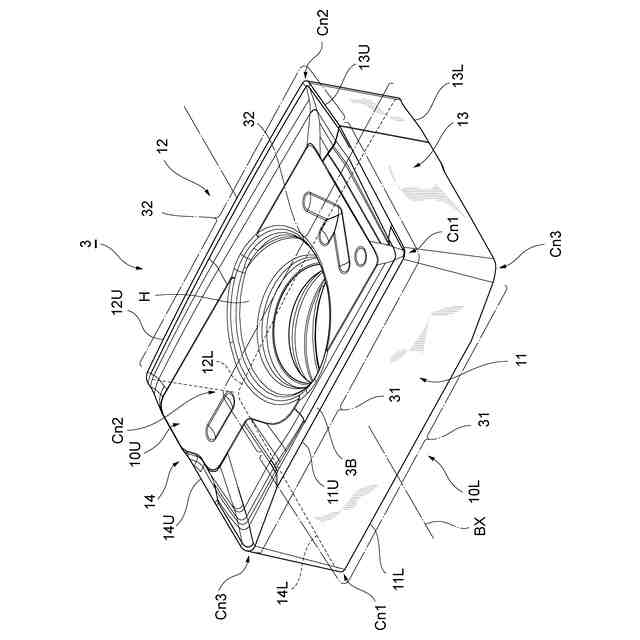
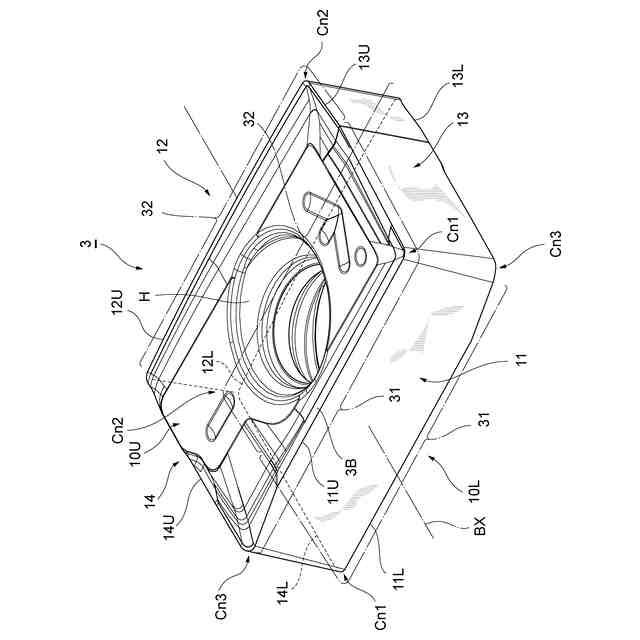
【解決手段】切削インサート3は、略多角形板状をなしており、第1長辺11U及び第2長辺12U、並びに、それらの第1長辺及び第2長辺間にある第1短辺及び第2短辺を含み、且つ、互いに対向する第1端面10U及び第2端面10Lを備える。また、それらの第1端面及び第2端面は、第1長辺から、第1長辺及び第1短辺間にある第1コーナ部Cn1にかけて延びる第1切れ刃31と、第2長辺から、第2長辺及び第1短辺間にある第2コーナ部Cn2にかけて延びる第2切れ刃32とを有する。そして、第1長辺を挟んで第1コーナ部Cn1の反対側に位置する第3コーナ部Cn3の曲率半径R
3
が、第1コーナ部の曲率半径R
1
よりも大きくされている。
【選択図】図3
特許請求の範囲
【請求項1】
略多角形板状をなしており、それぞれ、第1長辺及び第2長辺、並びに、該第1長辺及び該第2長辺間にある第1短辺及び第2短辺を含み、且つ、互いに対向する第1端面及び第2端面を備え、
前記第1端面及び前記第2端面は、前記第1長辺から、前記第1長辺及び前記第1短辺間にある第1コーナ部にかけて延びる第1切れ刃と、前記第2長辺から、前記第2長辺及び前記第1短辺間にある第2コーナ部にかけて延びる第2切れ刃とを有し、
前記第1長辺を挟んで前記第1コーナ部の反対側に位置する第3コーナ部の曲率半径R
3
は、前記第1コーナ部の曲率半径R
1
よりも大きくされている、
切削インサート。
続きを表示(約 1,100 文字)
【請求項2】
前記第1端面及び前記第2端面に繋がり、且つ、前記第1短辺及び前記第2短辺を含んで互いに対向する短側面を備え、
前記短側面は、前記第1端面及び前記第2端面に垂直な面に対して斜めに傾いており、
前記第1短辺における逃げ角は、正の角度であり、
前記第2短辺における逃げ角は、負の角度である、
請求項1記載の切削インサート。
【請求項3】
前記第1端面の前記第1切れ刃及び前記第2切れ刃と、前記第2端面の前記第1切れ刃及び前記第2切れ刃とは、当該切削インサートを仮想的に貫通する所定軸の周りに、互いに180°回転対称の関係にある、請求項1又は2記載の切削インサート。
【請求項4】
前記180°回転対称の関係においては、前記第1端面における前記第1コーナ部と前記第2端面における前記第3コーナ部、及び、前記第1端面における前記第3コーナ部と前記第2端面における前記第1コーナ部が、それぞれ、前記短側面を挟んで互いに対向する位置関係にある、請求項2記載の切削インサート。
【請求項5】
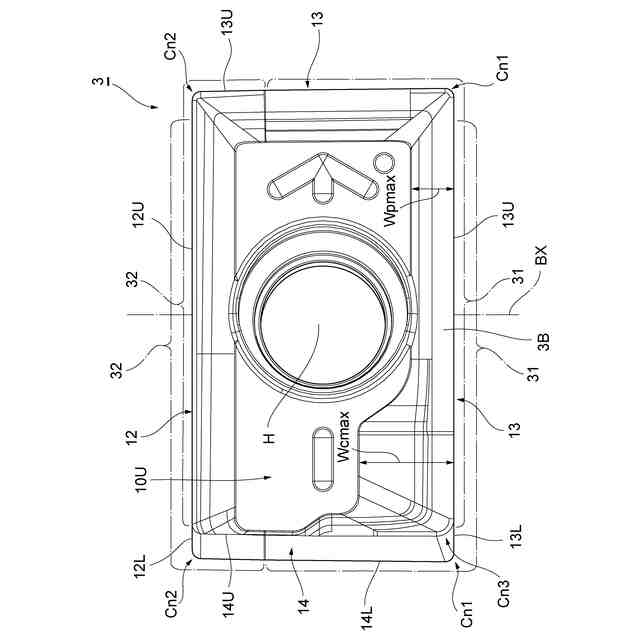
前記第1切れ刃に関するすくい面に形成されており、前記第1長辺の中心よりも前記第1コーナ部側に位置する第1チップブレーカ、及び、前記第1長辺の中心よりも前記第3コーナ部側に位置する第2チップブレーカを含む、チップブレーカを備え、
前記第2チップブレーカの最大幅W
cmax
が、前記第1チップブレーカの最大幅W
pmax
よりも大きくされている、
請求項1乃至4の何れか記載の切削インサート。
【請求項6】
前記第2チップブレーカの最大幅W
cmax
は、前記第1短辺の長さの50%以下である、
請求項5記載の切削インサート。
【請求項7】
ボディと、
前記ボディに取り付けられた切削インサートと、
を備えており、
前記切削インサートは、
略多角形板状をなしており、それぞれ、第1長辺及び第2長辺、並びに、該第1長辺及び該第2長辺間にある第1短辺及び第2短辺を含み、且つ、互いに対向する第1端面及び第2端面を備え、
前記第1端面及び前記第2端面は、前記第1長辺から、前記第1長辺及び前記第1短辺間にある第1コーナ部にかけて延びる第1切れ刃と、前記第2長辺から、前記第2長辺及び前記第1短辺間にある第2コーナ部にかけて延びる第2切れ刃とを有し、
前記第1長辺を挟んで前記第1コーナ部の反対側に位置する第3コーナ部の曲率半径R
3
は、前記第1コーナ部の曲率半径R
1
よりも大きくされている、
切削工具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削インサート、及び当該切削インサートを備えた切削工具に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
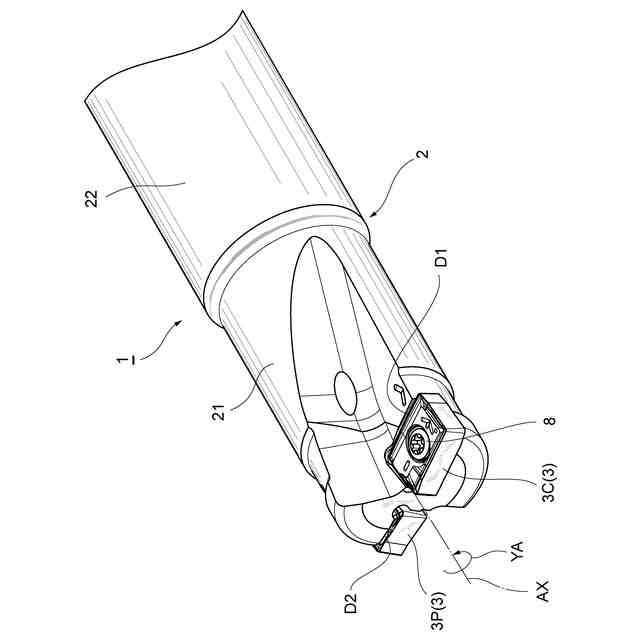
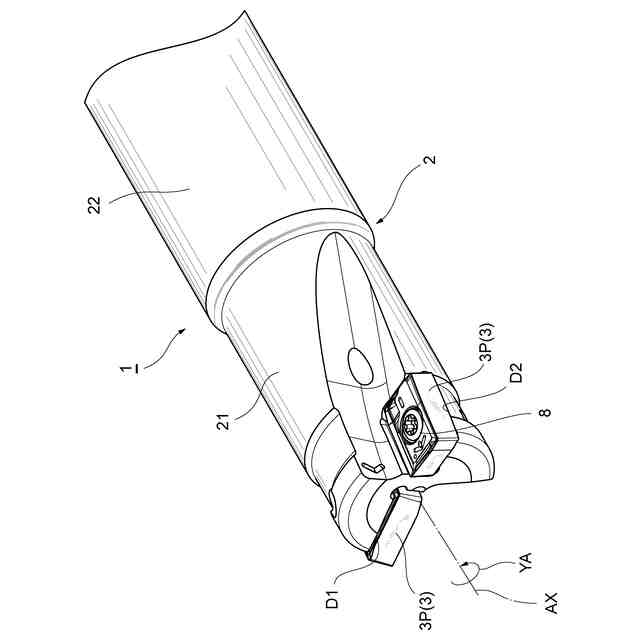
被削材の転削加工を行うための切削工具の一つであるエンドミルとして、そのボディに設けられた取り付け座に切削インサートが着脱可能に装着されたものが知られている。かかるエンドミルの一例として、本出願人は、中心刃と外周刃の何れにも使用可能であり、しかも、表裏を入れ替えて再使用することが可能な形状の切削インサートを複数備えるエンドミルを提案している(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2021-30401号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の切削インサートを備えたエンドミルは、いわば両面仕様の中心刃付きチップ交換式の多機能加工用エンドミルであり、特に経済性に優れ、且つ、切削インサートが従来に比して切削工具のボディに安定的に固定できるという利点を有する。
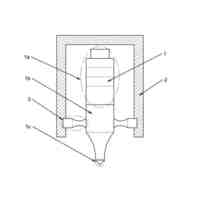
【0005】
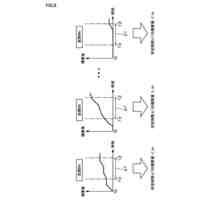
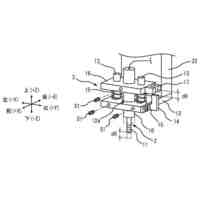
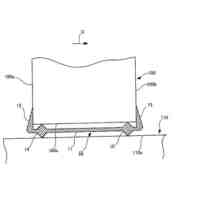
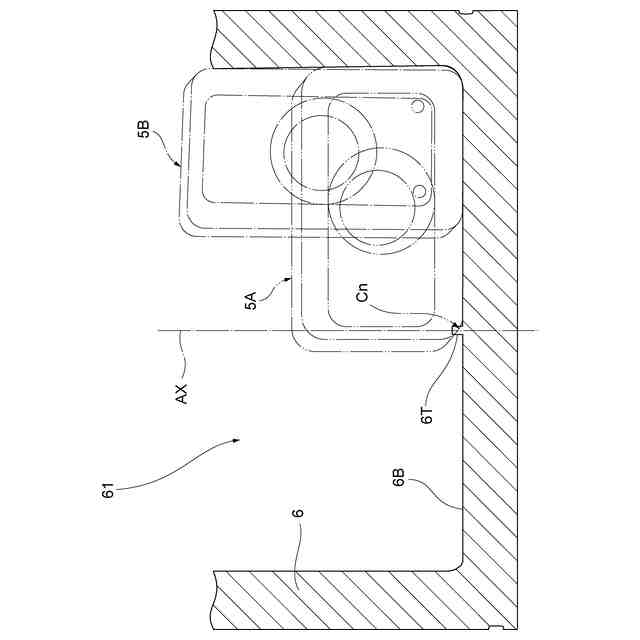
ここで、図5は、従来のエンドミルに備わる切削インサートを用いて被削材の穴あけ加工(ドリル加工)を行っている状態の一例を概略的に示す模式断面図である。同断面は、中実の被削材6に穴61を加工しているときのエンドミルの回転軸AX(穴61の中心軸)を含む平断面に相当する。また、同図には、切削インサート5A,5Bの配置状態を併せて示す。これらは、切削インサート自体としては同一形状を有する。
【0006】
この場合、切削インサート5Aは、切削工具のボディへの装着状態において、ボディの外周面から回転軸まで延在する内刃と、その外周面に位置する主切れ刃とを有する中心刃として機能する。一方、切削インサート5Bは、中心刃の主切れ刃とは略180°反対側に位置した主切れ刃を有する外周刃として機能する。このとおり、切削インサート5A,5Bは、略直方体状をなしており、おもて面(例えば上面)と側面の稜線部分に中心刃及び外周刃が対向して形成されており、裏面(例えば下面)にも同様の中心刃及び外周刃が形成されたものであって、合計4回分の使用が可能な切れ刃を有しているといえる。
【0007】
図5に示すように、かかるエンドミルによって被削材の穴あけ加工を行うと、加工底面6Bの中心近傍には例えば円柱状をなすコア6Tが残り得る。このコア6Tは、切削インサート5Aによる回転軸AX近傍の切削速度がゼロにならないように、意図的に削り残される部位である。具体的には、切削インサート5Aを図5の紙面奥側に向かってやや後退させて配置することで、切れ刃が回転中心(回転軸AX)を通らず、その結果、コア6Tが削り残される。このようなコア6Tは、穴あけ加工の進行に伴い、切削インサート5Aの工具中心側に設けられたコーナ部Cnで折損される。この際、切削インサート5Aが、中心軸ずれを許容するための芯下がり設計とされていると、コア6Tを除去する際の負荷が過度に高くなってしまう傾向にある。また、本発明者の知見によれば、コア6Tの主たる加工メカニズムとしては、コーナ部Cnによってコア6Tを圧し潰して折損していく形態が想起される。これらのことから、被削材の穴あけ加工においては、中心刃における工具中心側のコーナ部Cnにおける加工耐性の向上が望まれる。
【0008】
そこで、本開示は、被削材の穴あけ加工を行う際に、工具中心側のコーナ部の加工耐性を向上させることができ、これにより、当該部位の欠損等を有効に抑止することが可能な切削インサート、及び当該切削インサートを備えた切削工具を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本開示は、以下の構成を採用する。
【0010】
〔1〕本開示による切削インサートの一例は、略多角形板状(例えば概して直方体形状)をなしており、第1長辺及び第2長辺、並びに、それらの第1長辺及び第2長辺間にある第1短辺及び第2短辺を含み、且つ、互いに対向する第1端面及び第2端面を備える。また、第1端面及び前記第2端面は、第1長辺から、第1長辺及び第1短辺間にある第1コーナ部にかけて延びる第1切れ刃と、第2長辺から、第2長辺及び第1短辺間にある第2コーナ部にかけて延びる第2切れ刃とを有する。そして、第1長辺を挟んで第1コーナ部の反対側に位置する第3コーナ部の曲率半径R
3
は、第1コーナ部の曲率半径R
1
よりも大きくされている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
21日前
株式会社FUJI
工作機械
25日前
株式会社FUJI
工作機械
13日前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
溶接マスク
21日前
住友重機械工業株式会社
加工装置
18日前
株式会社ダイヘン
溶接装置
14日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
14日前
有限会社 ナプラ
ソルダペースト
18日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
波形抽出装置
1か月前
株式会社不二越
摩耗判定装置
1か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
25日前
DMG森精機株式会社
工作機械
28日前
株式会社IHI
支持機構
25日前
春日機械工業股ふん有限公司
挟持装置
2か月前
株式会社ジャノメ
インサート挿入装置
1か月前
株式会社向洋技研
プロジェクション溶接部材
18日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
ブラザー工業株式会社
工作機械
13日前
トヨタ自動車株式会社
金属塊の製造方法
1か月前
大和ハウス工業株式会社
回転治具
1か月前
西日本商工株式会社
熱風噴出装置
14日前
日本アビオニクス株式会社
半田付け装置
1か月前
矢嶋工業株式会社
切出装置
20日前
株式会社ダイヘン
2重シールドティグ溶接方法
25日前
株式会社ダイヘン
2重シールドティグ溶接方法
25日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
国立大学法人長岡技術科学大学
超音波加工装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ