TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104255
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2024193590
出願日
2024-11-05
発明の名称
樹脂シートの製造方法及び樹脂シート
出願人
株式会社ユポ・コーポレーション
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
55/02 20060101AFI20250702BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、リサイクル樹脂を含む熱可塑性樹脂を用いた場合にも、白色度を向上させることのできる樹脂シートの製造方法を提供する。
【解決手段】本発明は、樹脂シートの製造方法であって、熱可塑性樹脂と無機フィラーとを含み、白色度が80.0%以下である樹脂組成物を延伸して樹脂シートを形成する延伸工程を有し、前記樹脂シートは、白色度が85.0%以上である、樹脂シートの製造方法に関する。また、本発明は、前記熱可塑性樹脂はリサイクル樹脂を含み、前記樹脂組成物に対して前記リサイクル樹脂を20質量%以上含む樹脂シートの製造方法に関する。
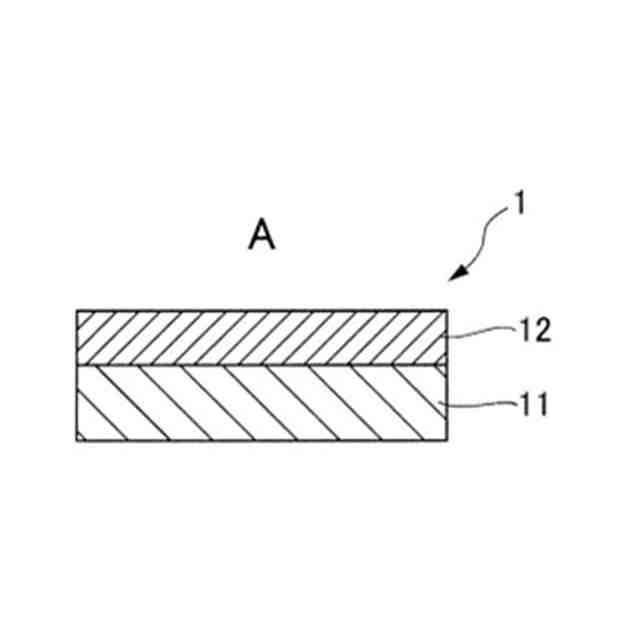
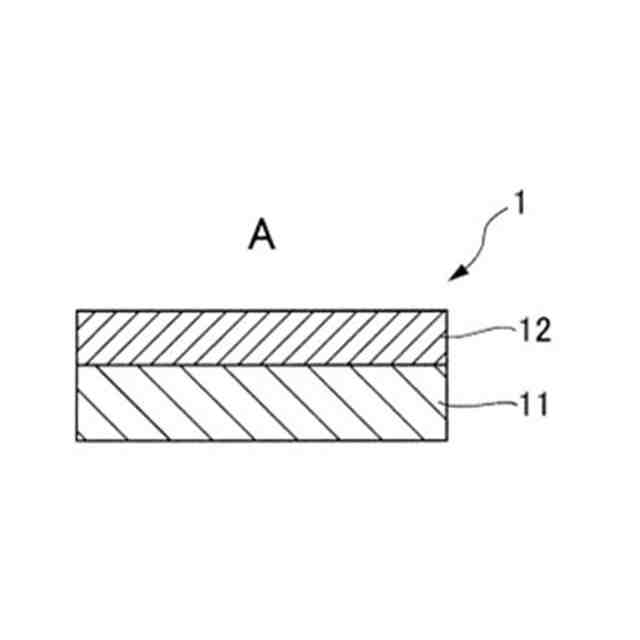
【選択図】図1
特許請求の範囲
【請求項1】
樹脂シートの製造方法であって、
熱可塑性樹脂と無機フィラーとを含み、白色度が80.0%以下である樹脂組成物を延伸して樹脂シートを形成する延伸工程を有し、
前記樹脂シートは、白色度が85.0%以上である、樹脂シートの製造方法。
続きを表示(約 480 文字)
【請求項2】
前記熱可塑性樹脂はリサイクル樹脂を含み、
前記樹脂組成物に対して前記リサイクル樹脂を20質量%以上含む請求項1に記載の樹脂シートの製造方法。
【請求項3】
前記樹脂シートは、空孔率が20%以上である請求項1に記載の樹脂シートの製造方法。
【請求項4】
前記延伸工程では、前記樹脂組成物を面倍率で8倍以上に延伸して前記樹脂シートを形成する請求項1に記載の樹脂シートの製造方法。
【請求項5】
前記リサイクル樹脂の白色度が75.0%以下である請求項2に記載の樹脂シートの製造方法。
【請求項6】
前記樹脂組成物は、前記リサイクル樹脂を含む前記熱可塑性樹脂の樹脂含有量が50質量%以上である請求項1に記載の樹脂シートの製造方法。
【請求項7】
前記樹脂シートは、全体の厚みが50~200μmである請求項1に記載の樹脂シートの製造方法。
【請求項8】
請求項1~7のいずれかに記載された樹脂シートの製造方法によって製造された樹脂シート。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂シートの製造方法及び樹脂シートに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
熱可塑性樹脂と無機フィラーとを含む樹脂組成物を延伸して多孔質層を形成し、シート状とした樹脂シート(合成紙)が提案され、実用化されている。これらの樹脂シートは、印刷用紙、ラベル等の素材として有用である。一方、近年、プラスチック廃棄物による環境汚染を低減する観点から、廃棄物のリサイクルが活発に行われている(例えば、特許文献1参照)。
【0003】
プラスチック廃棄物から再生したリサイクル樹脂は再度様々な用途に利用される。プラスチック廃棄物の中でも、消費者が利用し、廃棄されたプラスチックを回収して再生された樹脂はPCR(Post-consumer recycle)樹脂と呼ばれている。そして、環境汚染を低減する観点から、PCRを用いたリサイクルシートの利用を促進する技術は、より強く求められている。
【先行技術文献】
【特許文献】
【0004】
特開2004-136578号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
PCRは、回収されたプラスチック廃棄物中に汚れや異物等を含む場合があり、色相は安定的でないことも多く、様々な色合いを呈している場合がある。このため、PCR等のリサイクル樹脂を含む熱可塑性樹脂を延伸して製造した樹脂シートは、色相を安定なものとして、白色度を高めることが困難な傾向にあった。
【0006】
かかる背景の下、本発明は、リサイクル樹脂を含む熱可塑性樹脂を用いた場合にも、白色度を向上させることのできる樹脂シートの製造方法を提供する。
【課題を解決するための手段】
【0007】
本発明者らは、上述の課題を解決すべく鋭意検討を行った結果、以下の要旨を有する本発明に想到した。
【0008】
すなわち、本発明は以下のとおりである。
[1] 樹脂シートの製造方法であって、
熱可塑性樹脂と無機フィラーとを含み、白色度が80.0%以下である樹脂組成物を延伸して樹脂シートを形成する延伸工程を有し、
前記樹脂シートは、白色度が85.0%以上である、樹脂シートの製造方法。
[2] 前記熱可塑性樹脂はリサイクル樹脂を含み、
前記樹脂組成物に対して前記リサイクル樹脂を20質量%以上含む[1]に記載の樹脂シートの製造方法。
[3] 前記樹脂シートは、空孔率が20%以上である[1]又は[2]に記載の樹脂シートの製造方法。
[4] 前記延伸工程では、前記樹脂組成物を面倍率で8倍以上に延伸して前記樹脂シートを形成する[1]~[3]のいずれかに記載の樹脂シートの製造方法。
[5] 前記リサイクル樹脂の白色度が75.0%以下である[2]~[4]のいずれかに記載の樹脂シートの製造方法。
[6] 前記樹脂組成物は、前記リサイクル樹脂を含む前記熱可塑性樹脂の樹脂含有量が50質量%以上である[2]~[5]のいずれかに記載の樹脂シートの製造方法。
[7] 前記樹脂シートは、全体の厚みが50~200μmである[1]~[6]のいずれかに記載の樹脂シートの製造方法。
[8] [1]~[7]のいずれかに記載された樹脂シートの製造方法によって製造された樹脂シート。
【発明の効果】
【0009】
本発明によれば、リサイクル樹脂を含む熱可塑性樹脂を用いた場合にも、白色度を向上させることのできる樹脂シートの製造方法を提供できる。
【図面の簡単な説明】
【0010】
積層体の一例の概略断面図である。
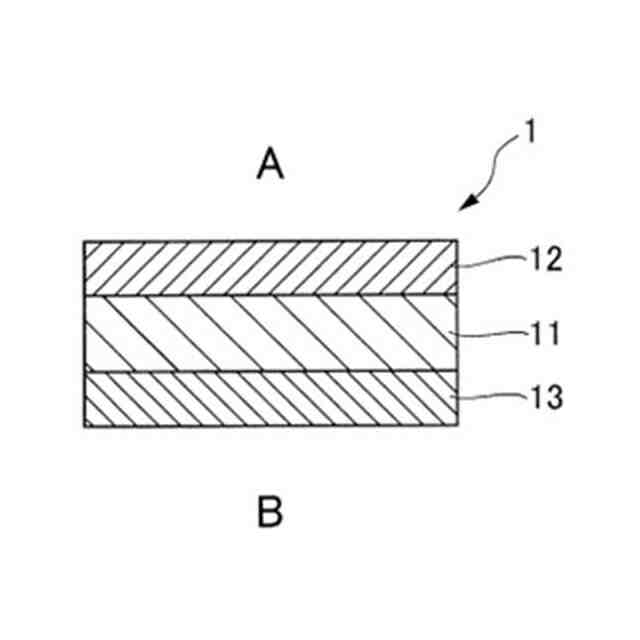
積層体の他の一例の概略断面図である。
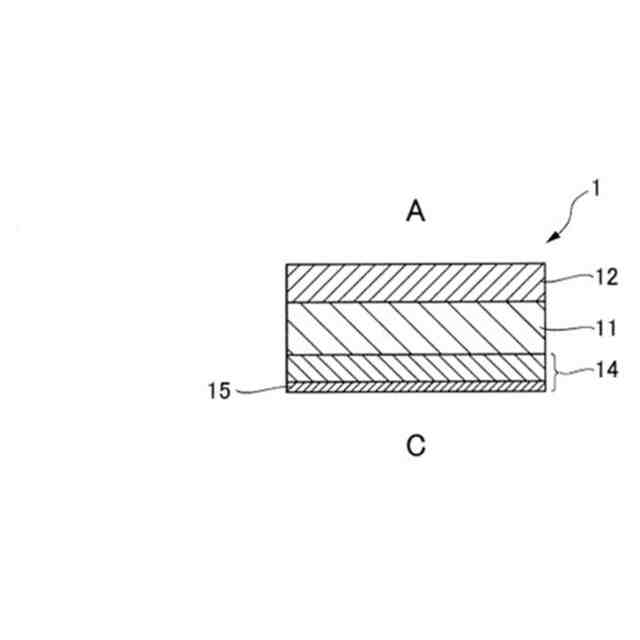
積層体の他の一例の概略断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
17日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
11日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
4か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社不二越
射出成形機
1か月前
株式会社コスメック
射出成形装置
1か月前
三菱自動車工業株式会社
予熱装置
9か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社FTS
セパレータ
5か月前
株式会社リコー
画像形成システム
7か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
トヨタ自動車株式会社
真空成形装置
2か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
個人
ノズルおよび熱風溶接機
6か月前
日東工業株式会社
インサート成形機
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































