TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103640
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221172
出願日
2023-12-27
発明の名称
定ピッチ印字システム
出願人
イーデーエム株式会社
代理人
主分類
B41J
21/17 20060101AFI20250702BHJP(印刷;線画機;タイプライター;スタンプ)
要約
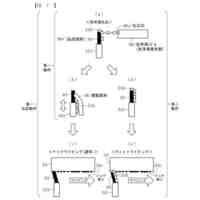
【課題】包装体を形成する包材が展開された状態の搬送方向に沿った長さを包材長さとしたとき、包材長さが異なる複数種類の包装体のそれぞれに対して印刷部の抜けがないように印刷部を確実に形成する。
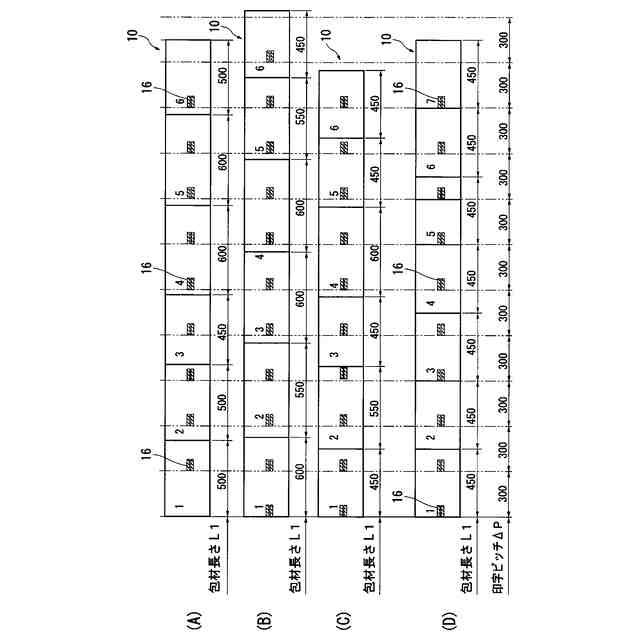
【解決手段】複数種類の包材長さL1のうち最も短いものを最小包材長さLminとし、包材10の搬送方向で隣り合う印刷部16の間隔を印刷ピッチΔPとしたとき、制御部32により、搬送量検出部24で検出された搬送量に基づいて以下の式(1)を満足する予め登録された単一の値の印刷ピッチΔPで印刷部16を形成するように印刷機構22を制御する。
0.5Lmin<ΔP<Lmin 式(1)
【選択図】図1
特許請求の範囲
【請求項1】
上流側から下流側に向けて搬送される長尺状の包材に前記包材を搬送しつつ印刷部を形成する印刷機構を備え、前記包材により商品が収容された包装体を製造する包装機の前記包材の搬送方向の上流側に配置されるプリンタ装置であって、
前記包装機は、前記包材を搬送させつつ前記搬送方向に沿った長さが異なる複数種類の前記包装体を製造するものであり、
前記印刷機構を通過する前記包材の搬送量を検出する搬送量検出部が設けられ、
前記複数種類の前記包装体をそれぞれ形成する前記包材が展開された状態の前記搬送方向に沿った長さを包材長さL1とし、
前記複数種類の前記包材長さL1のうち最も短いものを最小包材長さLminとし、
前記包材の搬送方向で隣り合う前記印刷部の間隔を印刷ピッチΔPとしたとき、
前記搬送量検出部で検出された前記搬送量に基づいて以下の式(1)を満足する予め登録された単一の値の前記印刷ピッチΔPで前記印刷部を形成するように前記印刷機構を制御する制御部とを備える、
ことを特徴とするプリンタ装置。
0.5Lmin<ΔP<Lmin 式(1)
続きを表示(約 1,600 文字)
【請求項2】
前記包装機は、前記プリンタ装置から引き出して搬送した前記包材を用いて前記包装体を製造し、
前記プリンタ装置は、前記包装機による前記包材の搬送が開始されたことを検出して起動信号を生成する起動信号生成部を備え、
前記制御部は、前記起動信号に基づいて前記印刷機構を制御する、
ことを特徴とする請求項1記載のプリンタ装置。
【請求項3】
前記印刷機構の下流側に、前記包材の弛みを吸収可能なバッファ部が設けられている、
ことを特徴とする請求項2記載のプリンタ装置。
【請求項4】
前記複数種類の包材長さL1のうち最も長いものを最大包材長さLmaxとすると、
前記バッファ部による前記包材の弛みの吸収量の最大値は、前記最大包材長さLmax以上であり、
前記バッファ部による前記弛みの吸収量が前記最大値に到達したことを検出する最大値検出部を備え、
前記制御部は、前記最大値検出部によって前記最大値が検出された場合に前記印刷機構の動作を停止する、
ことを特徴とする請求項3記載のプリンタ装置。
【請求項5】
前記印刷機構は、
プリントヘッドと、
前記プリントヘッドとの間に前記包材を挟持した状態で回転可能な印字受けローラと、
前記印字受けローラを回転駆動させて前記包材を搬送させる駆動部とを含み、
前記搬送量検出部は、前記印字受けローラの回転量に対応する第1検出信号を出力する第1エンコーダを含んで構成され、
前記搬送量検出部による前記包材の搬送量の検出は前記第1検出信号に基づいてなされる、
ことを特徴とする請求項1記載のプリンタ装置。
【請求項6】
前記駆動部は、駆動モータと、前記駆動モータの回転駆動力を前記印字受けローラに伝達する回転駆動力伝達部とを備え、
前記回転駆動力伝達部は、前記印字受けローラの回転速度が予め定められた回転速度よりも高くなったときに前記駆動モータと前記印字受けローラとを切り離して前記駆動モータの回転駆動力の前記印字受けローラへの伝達を停止する、
ことを特徴とする請求項5記載のプリンタ装置。
【請求項7】
前記印刷機構は、前記印字受けローラに掛け回された前記包材の搬送速度を検出する搬送速度検出部を備え、
前記制御部による前記印刷機構の制御は、前記搬送速度検出部で検出された前記包材の搬送速度に基づいてなされる、
ことを特徴とする請求項1記載のプリンタ装置。
【請求項8】
上流側から下流側に向けて搬送される長尺状の包材に前記包材を搬送しつつ印刷部を形成する印刷機構を備え、前記包材により商品が収容された包装体を製造する包装機の前記包材の搬送方向の上流側に配置されるプリンタ装置であって、
前記包装機は、前記包材を搬送させつつ前記搬送方向に沿った長さが異なる複数種類の単一包装体、あるいは、N個(Nは2以上の自然数)の前記単一包装体が前記搬送方向に連接して構成された前記搬送方向に沿った長さが異なる複数種類の連続包装体を製造するものであり、
前記印刷機構を通過する前記包材の搬送量を検出する搬送量検出部が設けられ、
前記単一包装体を形成する前記包材が展開された状態の前記搬送方向に沿った長さを個別包材長さLpとし、
前記包材の搬送方向で隣り合う前記印刷部の間隔を印刷ピッチΔPとしたとき、
前記搬送量検出部で検出された前記搬送量に基づいて以下の式(2)を満足する予め登録された単一の値の前記印刷ピッチΔPで前記印刷部を形成するように前記印刷機構を制御する制御部とを備える、
ことを特徴とするプリンタ装置。
0.5Lp<ΔP<Lp 式(2)
発明の詳細な説明
【技術分野】
【0001】
本発明はプリンタ装置を用いた印字方法制御システムに関する。
続きを表示(約 7,400 文字)
【背景技術】
【0002】
上流側から下流側に向けて搬送される長尺状の包材を用いて袋体を形成し、この袋体に食品などの商品を収容した包装体を製造する包装機が提供されている。
そして、このような包装機の包材の搬送方向の上流側に配置され、包材に賞味期限(消費期限)や製造番号などの印刷部を形成する印刷機構を備えるプリンタ装置が提供されている(特許文献1参照)。
通常、包材にはその搬送方向に一定の間隔をおいて包装体1つ1つに対応したレジマーク(アイマーク)が形成されており、プリンタ装置は、レジマークを検出する検出部から生成される検出信号に基づいて印刷機構を制御して包装体毎に1つの印刷部を形成している。
また、レジマークが形成されていない包材を用いる場合もあり、その場合には、包装機は包装体毎に所定の印字信号を生成してプリンタ装置に供給し、プリンタ装置は印字信号に基づいて印刷機構を制御して包装体毎に1つの印刷部を形成している。
【先行技術文献】
【特許文献】
【0003】
特開2015-199205号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した包装機は、包装体を形成する包材が展開された状態の搬送方向に沿った長さを包材長さとしたとき、包材長さが同一の単一種類の包装体を製造するものであった。
ところが、近年、包材で包装する商品の大きさのばらつき(個体差)、あるいは、複数の商品が包装体に包装された状態での隣り合う商品の間隔のばらつきに対応して、互いに大きさが異なる(搬送方向に沿った長さが異なる)複数種類の包装体を製造することが包装機のユーザーから要求されている。
すなわち、1個の商品を収容する包装体として、包材の搬送方向に沿った長さが異なる複数種類の包装体を製造すること、あるいは、N個(Nは2以上の自然数)の商品を包装する包装体として、包材の搬送方向に沿った長さが異なる複数種類の包装体を製造することが要求されている。
しかしながら、このような包装機で使用される包材には、一定間隔のレジマークを設けることができないため、上記包装機の上流側に配置されるプリンタ装置に対しては、レジマークを用いることなく、包材長さが異なる複数種類の包装体のそれぞれに対して印刷部の抜けがないように印刷部を確実に形成する機能が要求される。
あるいは、レジマークを用いることなく包装機から供給される印字信号に基づいて動作するプリンタ装置であっても、包装機が上述の理由で互いに大きさが異なる(搬送方向に沿った長さが異なる)包装体を製造する仕様であった場合には、包装機からプリンタ装置に適切なタイミングで印字信号を供給することが困難となることから、上記と同様に、包材長さが異なる複数種類の包装体のそれぞれに対して印刷部の抜けがないように印刷部を確実に形成する機能が要求される。
本発明は前記事情に鑑み案出されたものであった、本発明の目的は、包装機の仕様が包材長さが異なる複数種類の包装体を製造するものであった場合に、それら包装体のそれぞれに対して印刷部の抜けがないように印刷部を確実に形成する上で有利なプリンタ装置を提供することにある。
【課題を解決するための手段】
【0005】
上述した目的を達成するため本発明の一実施の形態は、上流側から下流側に向けて搬送される長尺状の包材に前記包材を搬送しつつ印刷部を形成する印刷機構を備え、前記包材により商品が収容された包装体を製造する包装機の前記包材の搬送方向の上流側に配置されるプリンタ装置であって、前記包装機は、前記包材を搬送させつつ前記搬送方向に沿った長さが異なる複数種類の前記包装体を製造するものであり、前記印刷機構を通過する前記包材の搬送量を検出する搬送量検出部が設けられ、前記複数種類の前記包装体をそれぞれ形成する前記包材が展開された状態の前記搬送方向に沿った長さを包材長さL1とし、前記複数種類の前記包材長さL1のうち最も短いものを最小包材長さLminとし、前記包材の搬送方向で隣り合う前記印刷部の間隔を印刷ピッチΔPとしたとき、前記搬送量検出部で検出された前記搬送量に基づいて以下の式(1)を満足する予め登録された単一の値の前記印刷ピッチΔPで前記印刷部を形成するように前記印刷機構を制御する制御部とを備えることを特徴とする。
0.5Lmin<ΔP<Lmin 式(1)
また、本発明の一実施の形態は、前記包装機は、前記プリンタ装置から引き出して搬送した前記包材を用いて前記包装体を製造し、前記プリンタ装置は、前記包装機による前記包材の搬送が開始されたことを検出して起動信号を生成する起動信号生成部を備え、前記制御部は、前記起動信号に基づいて前記印刷機構を制御することを特徴とする。
また、本発明の一実施の形態は、前記印刷機構の下流側に、前記包材の弛みを吸収可能なバッファ部が設けられていることを特徴とする。
また、本発明の一実施の形態は、前記複数種類の包材長さL1のうち最も長いものを最大包材長さLmaxとすると、前記バッファ部による前記包材の弛みの吸収量の最大値は、前記最大包材長さLmax以上であり、前記バッファ部による前記弛みの吸収量が前記最大値に到達したことを検出する最大値検出部を備え、前記制御部は、前記最大値検出部によって前記最大値が検出された場合に前記印刷機構の動作を停止することを特徴とする。
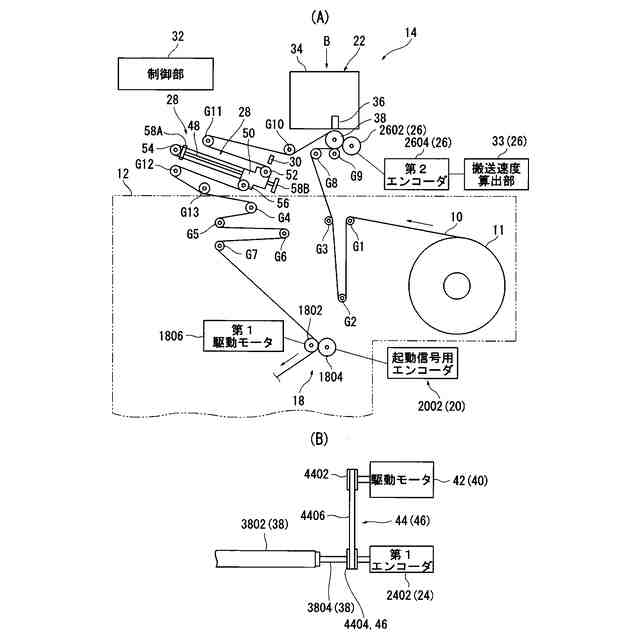
また、本発明の一実施の形態は、前記印刷機構は、プリントヘッドと、前記プリントヘッドとの間に前記包材を挟持した状態で回転可能な印字受けローラと、前記印字受けローラを回転駆動させて前記包材を搬送させる駆動部とを含み、前記搬送量検出部は、前記印字受けローラの回転量に対応する第1検出信号を出力する第1エンコーダを含んで構成され、前記搬送量検出部による前記包材の搬送量の検出は前記第1検出信号に基づいてなされることを特徴とする。
また、本発明の一実施の形態は、前記駆動部は、駆動モータと、前記駆動モータの回転駆動力を前記印字受けローラに伝達する回転駆動力伝達部とを備え、前記回転駆動力伝達部は、前記印字受けローラの回転速度が予め定められた回転速度よりも高くなったときに前記駆動モータと前記印字受けローラとを切り離して前記駆動モータの回転駆動力の前記印字受けローラへの伝達を停止することを特徴とする。
また、本発明の一実施の形態は、前記印刷機構は、前記印字受けローラに掛け回された前記包材の搬送速度を検出する搬送速度検出部を備え、前記制御部による前記印刷機構の制御は、前記搬送速度検出部で検出された前記包材の搬送速度に基づいてなされることを特徴とする。
また、本発明の一実施の形態は、上流側から下流側に向けて搬送される長尺状の包材に前記包材を搬送しつつ印刷部を形成する印刷機構を備え、前記包材により商品が収容された包装体を製造する包装機の前記包材の搬送方向の上流側に配置されるプリンタ装置であって、前記包装機は、前記包材を搬送させつつ前記搬送方向に沿った長さが異なる複数種類の単一包装体、あるいは、N個(Nは2以上の自然数)の前記単一包装体が前記搬送方向に連接して構成された前記搬送方向に沿った長さが異なる複数種類の連続包装体を製造するものであり、前記印刷機構を通過する前記包材の搬送量を検出する搬送量検出部が設けられ、前記単一包装体を形成する前記包材が展開された状態の前記搬送方向に沿った長さを個別包材長さLpとし、前記包材の搬送方向で隣り合う前記印刷部の間隔を印刷ピッチΔPとしたとき、前記搬送量検出部で検出された前記搬送量に基づいて以下の式(2)を満足する予め登録された単一の値の前記印刷ピッチΔPで前記印刷部を形成するように前記印刷機構を制御する制御部とを備えることを特徴とする。
0.5Lp<ΔP<Lp 式(2)
【発明の効果】
【0006】
本発明の一実施の形態によれば、複数種類の包材長さL1のうち最も短いものを最小包材長さLminとし、包材の搬送方向で隣り合う印刷部の間隔を印刷ピッチΔPとしたとき、制御部により、搬送量検出部で検出された搬送量に基づいて以下の式(1)を満足する予め登録された単一の値の印刷ピッチΔPで印刷部を形成するように印刷機構を制御するようにした。
0.5Lmin<ΔP<Lmin 式(1)
したがって、包材にレジマークが形成されていない場合であっても、包装機から包装体毎に所定の印字信号がプリンタ装置に供給されない場合であっても、プリンタ装置によって、包材長さL1が異なる複数種類の包装体のそれぞれに対して印刷部の抜けがないように印刷部を確実に形成する上で有利となる。
また、本発明の一実施の形態によれば、包装機は、プリンタ装置から引き出して搬送した包材を用いて前記包装体を製造し、制御部は、包装機による包材の搬送が開始されたことを検出して生成された起動信号に基づいて印刷機構を制御するようにしたので、包装機が、印刷部を適切な位置に形成するためのタイミングを指示する制御信号(印字信号)をプリンタ装置に供給する機能を備えていない場合であっても、包材長さL1が異なる複数種類の包装体のそれぞれに対して印刷部の抜けがないように印刷部を確実に形成する上で有利となる。
また、本発明の一実施の形態によれば、印刷機構の下流側に、包材の弛みを吸収可能なバッファ部が設けられているので、包装機が包装体の製造を間欠的にあるいは連続的に実行する場合に生じる包材の弛みをバッファ部によって吸収することができるため、また、包材の搬送速度が不定であるために生じる包材の弛みをバッファ部によって吸収することができるため、プリンタ装置による印刷部の形成を円滑に確実に行なう上で有利となる。
また、本発明の一実施の形態によれば、バッファ部による包材の弛みの吸収量の最大値は、最大包材長さLmax以上であり、バッファ部による弛みの吸収量が最大値に到達したことを検出する最大値検出部を備え、制御部は、最大値検出部によって最大値が検出された場合に印刷機構の動作を停止するようにしたので、バッファ部によって吸収できない包材の弛みが発生することが無く、プリンタ装置による印刷部の形成を円滑に確実に行なう上でより有利となる。
また、本発明の一実施の形態によれば、搬送量検出部によって、印刷機構を通過する包材の搬送量を確実に検出することができるため、プリンタ装置による印刷部の形成を円滑に確実に行なう上でより有利となる。
また、本発明の一実施の形態によれば、制御部による印刷機構の制御は、搬送速度検出部で検出された包材の搬送速度に基づいてなされるようにしたので、包材の搬送速度の変動の影響を受けることなく、印刷部が正確に印刷され、印刷部の品質の向上を図る上で有利となる。
また、本発明の一実施の形態によれば、回転駆動力伝達部は、印字受けローラの回転速度が予め定められた回転速度よりも高くなったときに駆動モータと印字受けローラとを切り離して駆動モータの回転駆動力の印字受けローラへの伝達を停止するので、包装機が包材をプリンタ装置から連続的に引き出して搬送すると共に、包装体の製造を連続的に実行する場合であっても、印刷部を予め登録された印刷ピッチΔPで形成することが可能となり、包装機が間欠的に包装体を製造する場合であっても、プリンタ装置による印刷部の形成を円滑に確実に行なう上で有利となり、プリンタ装置の利便性の向上を図る上で有利となる。
また、本発明の一実施の形態によれば、単一包装体を形成する包材が展開された状態の搬送方向に沿った長さを個別包材長さLpとし、包材の搬送方向で隣り合う印刷部の間隔を印刷ピッチΔPとし、制御部は、搬送量検出部で検出された搬送量に基づいて以下の式(2)を満足する予め登録された単一の値の印刷ピッチΔPで印刷部を形成するように印刷機構を制御するようにした。
0.5Lp<ΔP<Lp 式(2)
したがって、包材にレジマークが形成されていない場合であっても、また、包装機から単位包装体毎に、あるいは、連続包装体毎に所定の印字信号がプリンタ装置に供給されない場合であっても、包材の搬送方向に沿った長さが異なる複数種類の単一包装体に対して、あるいは、包材の搬送方向に沿った長さが異なる複数種類の連続包装体を構成する単一包装体のそれぞれに対して印刷部の抜けがないように印刷部を確実に形成する上で有利となる。
【図面の簡単な説明】
【0007】
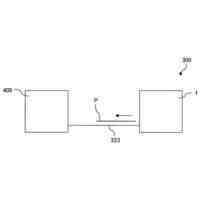
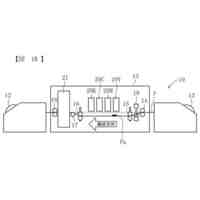
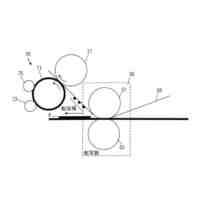
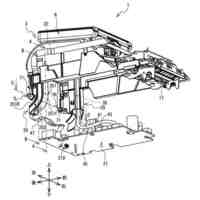
第1の実施の形態に係るプリンタ装置および包装機の構成を示す説明図であり、(A)は正面図、(B)は(A)をB方向から見た部分平面図である。
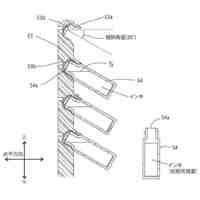
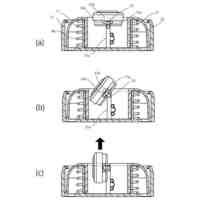
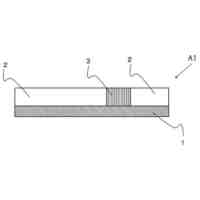
(A)-(D)は第1の実施の形態に係るプリンタ装置によって包材に形成された印刷部と各包装体の包材長さとの位置関係を示す説明図である。
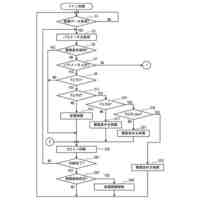
第1の実施の形態に係るプリンタ装置の第1の動作フローチャートである。
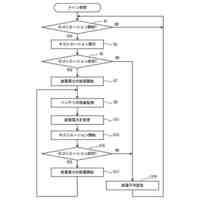
第1の実施の形態に係るプリンタ装置の第2の動作フローチャートである。
【発明を実施するための形態】
【0008】
(第1の実施の形態)
以下、第1の実施の形態について図面を参照して説明する。
実施の形態のプリンタ装置(定ピッチ印字システム)について説明する前に、包材および包装機について説明する。
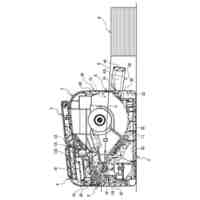
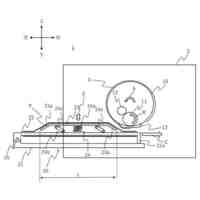
図2(A)などに示すように、包材10は、食品などの商品を包装するものであり、長尺状の均一幅の包装フィルムで構成されている。
包装フィルムは、透明や不透明な合成樹脂材料からなるフィルムや、遮光性のあるアルミ蒸着フィルムなどが用いられているが、フィルムの種類は限定されるものではない。
包材10にレジマークは形成されていない。
また、後述するように、包装機は、包材長さが互いに異なる複数種類の包材10を用いて複数種類の包装体を製造することから、包材10には商品に対応する文字や絵柄などのデザインは形成されておらず、したがって、包材10は無地や透明であるか、あるいは、均一な模様が施されるにとどまっている。
【0009】
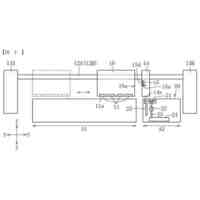
図1(A)に示すように、包装機12は、プリンタ装置14から引き出して搬送した包材10を用いて商品が収容された包装体を製造するものである。
包装機12として、例えば、横型ピロー包装機や縦型ピロー包装機が挙げられる。
横型ピロー包装機は、水平面上を上流側から下流側に搬送される包材10を筒状に整形して商品を収容し、筒状の包材10の縁同士をヒートシールしてセンターシールを形成したのち、商品に対して包材10の搬送方向の前後をヒートシールしてエンドシールを形成したのち、エンドシールの部分を切断して包装体を製造する。
縦型ピロー包装機は、上流側から下流側に搬送される包材10を筒状に成形し、筒状の包材10を垂直下方に搬送して、筒状の包材10の縁同士をヒートシールしてセンターシールを形成すると共に、筒状の包材10の縁同士をヒートシールしてエンドシールを形成することで袋底部を形成し、筒状の包材10内に包装すべき商品を投入又は充填し、袋口部に相当する部分をヒートシールしてエンドシールを形成したのちエンドシールの部分を切断して包装体を製造する。
本実施の形態のプリンタ装置14は上述した横型ピロー包装機や縦型ピロー包装機に適用されることは無論のこと、長尺状の包材10を用いて商品を包装して包装体を製造する包装機に広く適用可能である。
ここで、図2(A)に示すように、複数種類の包装体をそれぞれ形成する包材10が展開された状態の搬送方向に沿った長さを包材長さL1とすると、本実施の形態のプリンタ装置14が適用される包装機12は、包材長さL1が異なる複数種類の包装体を製造するものである。
なお、従来と同様に、包装機12は、印刷部16(図2(A)参照)を包材10の適切な位置に形成するためのタイミングを指示する制御信号(印字信号)をプリンタ装置14に供給する機能を備えていない。
【0010】
次に、本実施の形態のプリンタ装置14について説明する。
なお、本実施の形態では、プリンタ装置14がサーマルプリンタ装置である場合について説明するが、本発明は、サーマルプリンタ装置に限定されるものではなく、プリンタ装置14として、ホットローラプリンタ装置、インクジェットプリンタ装置、レーザーマーカー装置などの従来公知の様々なプリンタ装置に広く適用可能である。
また、本発明のプリンタ装置14は、包材10に直接印刷を行なうものに限定されず、ラベルに印刷したのち印刷したラベルを包材10に貼り付けるラベリングマシンにも無論適用可能である。
図1(A)に示すように、原反11から引き出された包材10は、いったん包装機12に設けられた複数のガイドローラG1、G2、G3に巻き掛けられて案内されたのち、プリンタ装置14に導入され、プリンタ装置14から包装機12の複数のガイドローラG4、G5、G6、G7に巻き掛けられて案内されたのち、包装機12の内部に搬送される。そして、包装機12によって、包材10を用いて商品が包装され包装体が製造される。
すなわち、プリンタ装置14は、包装機12の包材10の搬送方向の上流側に配置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
箔熱転写装置
1か月前
シヤチハタ株式会社
印判
4か月前
東レ株式会社
凸版印刷版原版
10か月前
シヤチハタ株式会社
反転式印判
9か月前
独立行政法人 国立印刷局
印刷物
7か月前
三光株式会社
感熱記録材料
6か月前
キヤノン株式会社
記録装置
26日前
株式会社リコー
印刷システム
14日前
株式会社リコー
画像形成装置
1か月前
株式会社リコー
液体吐出装置
4か月前
株式会社リコー
画像形成装置
14日前
株式会社リコー
液体吐出装置
8か月前
株式会社リコー
液体吐出装置
4か月前
日本製紙株式会社
感熱記録体
7か月前
独立行政法人 国立印刷局
記録媒体
8か月前
株式会社リコー
液体吐出装置
7か月前
独立行政法人 国立印刷局
貼付装置
1か月前
株式会社リコー
液体吐出装置
6か月前
株式会社リコー
液体吐出装置
5か月前
独立行政法人 国立印刷局
貼付機構
2か月前
株式会社リコー
画像形成装置
10日前
株式会社リコー
液体吐出装置
7か月前
株式会社リコー
液体吐出装置
2か月前
キヤノン株式会社
画像形成装置
7か月前
キヤノン株式会社
画像記録装置
26日前
キヤノン株式会社
画像形成装置
1か月前
ブラザー工業株式会社
プリンタ
4か月前
キヤノン株式会社
画像処理装置
4か月前
キヤノン株式会社
画像形成装置
8か月前
ブラザー工業株式会社
プリンタ
6か月前
キヤノン株式会社
画像形成装置
8か月前
ブラザー工業株式会社
液体吐出ヘッド
26日前
ブラザー工業株式会社
プリンタ
6か月前
キヤノン株式会社
画像形成装置
10か月前
ブラザー工業株式会社
プリンタ
8か月前
理想科学工業株式会社
印刷装置
18日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ