TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100991
公報種別
公開特許公報(A)
公開日
2025-07-04
出願番号
2025071861,2024573384
出願日
2025-04-23,2024-07-19
発明の名称
積層体、包装袋及び包装体
出願人
TOPPANホールディングス株式会社
代理人
個人
,
個人
,
個人
主分類
B32B
7/022 20190101AFI20250627BHJP(積層体)
要約
【課題】排出性に優れ、開口時のハンドリング性に優れる包装袋及び包装体を提供する。
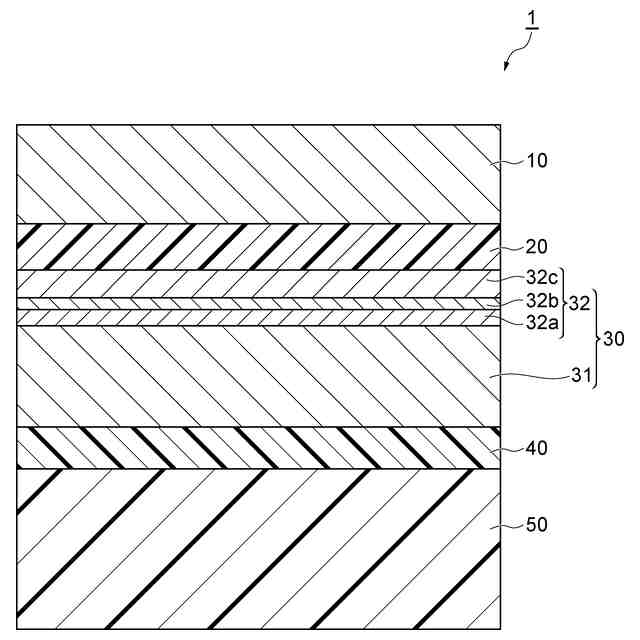
【解決手段】基材層と、中間層と、シーラント層と、をこの順序で備える積層構造を有する積層体であって、所定の工程を経て測定される最大開口高さH1、H2が以下の条件を満たし、128℃で15分間加熱した後のループステフネス値が、80mN以上220mN以下である、積層体。
4mm≦H1
6mm≦H2
【選択図】図1
特許請求の範囲
【請求項1】
基材層と、
中間層と、
シーラント層と、
をこの順序で備える積層構造を有する積層体であって、
以下の工程を経て測定される最大開口高さH1、H2が以下の条件を満たし、
4mm≦H1
6mm≦H2
前記最大開口高さH1、H2が、
(1a)幅90mm及び長さ140mmの大きさの前記積層体を試験片として2枚準備する工程と、
(1b)前記2枚の試験片を前記シーラント層同士が対面するように重ね合わせて3辺をシール幅5mmでシールして袋を形成する工程と、
(1c)前記袋の上端から70gの水を注入した後、前記上端をシール幅5mmでシールして試験体を得る工程と、
(1d)温度128℃、時間15分間、圧力0.3MPaの条件で前記試験体を加熱する工程と、
(1e)前記(1d)工程後、前記袋の前記上端から20mmの第1の位置において前記袋の一方の側部からもう一方の側部にかけて切断し、前記水を排出した後、当該袋を水平な台の上に置いた状態で前記第1の位置における最大開口高さH1を測定する工程と、
(1f)前記(1e)工程後、前記第1の位置から50mmの第2の位置において前記袋の一方の側部からもう一方の側部にかけて切断し、当該袋を水平な台の上に置いた状態で前記第2の位置における最大開口高さH2を測定する工程と、
を経て測定され、
128℃で15分間加熱した後のループステフネス値が、80mN以上220mN以下である、積層体。
続きを表示(約 1,700 文字)
【請求項2】
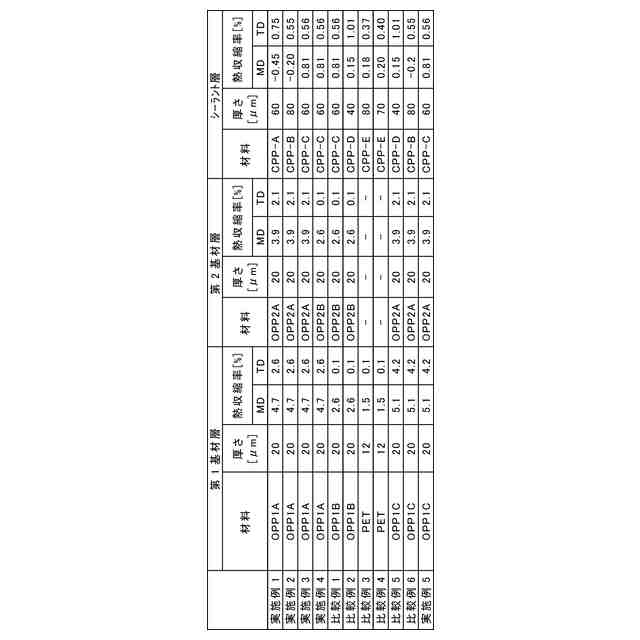
128℃で15分間加熱したとき、下記式(1)で求められるMD熱収縮率が1.0%以上3.0%以下であり、下記式(2)で求められるTD熱収縮率が1.0%以上3.0%以下である、請求項1に記載の積層体。
MD熱収縮率(%)=(加熱前のMD長さ-加熱後のMD長さ)/加熱前のMD長さ×100 …(1)
TD熱収縮率(%)=(加熱前のTD長さ-加熱後のTD長さ)/加熱前のTD長さ×100 …(2)
【請求項3】
128℃で15分間加熱したとき、前記シーラント層がMDにおいて熱膨張しTDにおいて熱収縮する、請求項1に記載の積層体。
【請求項4】
前記基材層を128℃で15分間加熱し、下記式(1)で求められるMDの熱収縮率をS1
MD
とし、下記式(2)で求められるTDの熱収縮率をS1
TD
としたとき、S1
MD
とS1
TD
との差(S1
MD
―S1
TD
)が0%超5%以下である、請求項1に記載の積層体。
MD熱収縮率(%)=(加熱前のMD長さ-加熱後のMD長さ)/加熱前のMD長さ×100 …(1)
TD熱収縮率(%)=(加熱前のTD長さ-加熱後のTD長さ)/加熱前のTD長さ×100 …(2)
【請求項5】
前記中間層が、第2基材層を有し、
前記第2基材層を128℃で15分間加熱し、下記式(1)で求められるMDの熱収縮率をS2
MD
とし、下記式(2)で求められるTDの熱収縮率をS2
TD
としたとき、S2
MD
とS2
TD
との差(S2
MD
―S2
TD
)が0%超5%以下である、請求項1に記載の積層体。
MD熱収縮率(%)=(加熱前のMD長さ-加熱後のMD長さ)/加熱前のMD長さ×100 …(1)
TD熱収縮率(%)=(加熱前のTD長さ-加熱後のTD長さ)/加熱前のTD長さ×100 …(2)
【請求項6】
前記最大開口高さH1、H2が以下の条件を満たす、請求項1に記載の積層体。
4mm≦H1≦7mm
6mm≦H2≦9mm
【請求項7】
前記基材層、前記中間層及び前記シーラント層がポリプロピレン系樹脂を含み、
当該積層体におけるポリプロピレン系樹脂の合計質量の割合が、90質量%以上である、請求項1に記載の積層体。
【請求項8】
請求項1~7のいずれか一項に記載の積層体を用いて形成された、包装袋。
【請求項9】
120℃以上の加熱処理を施す用途に用いられる、請求項8に記載の包装袋。
【請求項10】
包装袋と、
前記包装袋内に収容された内容物と、
を備え、
前記包装袋が、積層体を用いて形成され、
前記積層体が、基材層と、中間層と、シーラント層と、をこの順序で備える積層構造を有し、
以下の工程を経て測定される最大開口高さH1、H2が以下の条件を満たし、
4mm≦H1
6mm≦H2
前記最大開口高さH1、H2が、
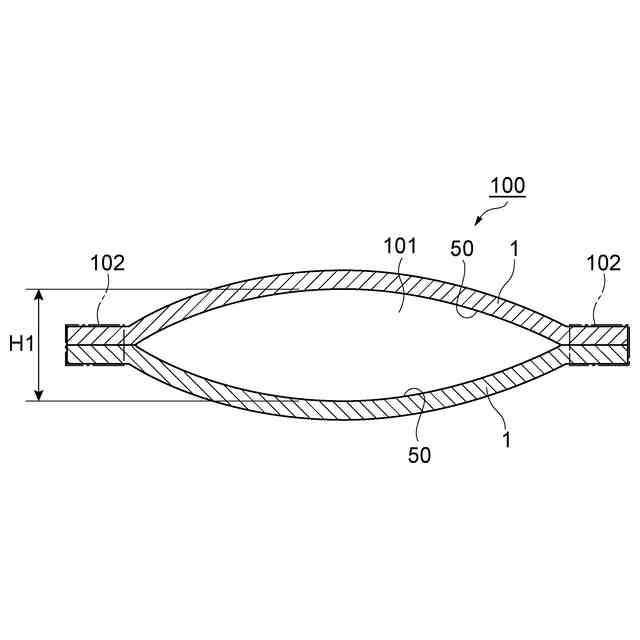
(2a)前記包装袋の上端から20mmを第1の位置とし、前記包装袋の高さ方向の中央を第2の位置とし、前記第1の位置において前記包装袋の一方の側部からもう一方の側部にかけて切断し、前記内容物を排出した後、当該包装袋を水平な台の上に置いた状態で前記第1の位置における最大開口高さH1を測定する工程と、
(2b)前記(2a)工程後、前記第2の位置において前記包装袋の一方の側部からもう一方の側部にかけて切断し、当該包装袋を水平な台の上に置いた状態で前記第2の位置における最大開口高さH2を測定する工程と、
を経て測定され、
前記積層体を128℃で15分間加熱した後のループステフネス値が、80mN以上220mN以下である、包装体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、積層体、包装袋及び包装体に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
積層体は、主に、ボイル処理、レトルト処理等の加熱殺菌を含む食品、医薬品等の包装材料として広く用いられている。積層体として、耐熱性及び強靭性に優れた二軸延伸PET(ポリエチレンテレフタレート)フィルムと、シーラント層としてポリエチレンやポリプロピレン等のポリオレフィンフィルムとを備える積層体が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2017-178357号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、包装材料には収容された内容物が排出しやすいことが求められる。従来の積層体は排出性の点で改善の余地がある。
【0005】
また、包装材料には、開口時のハンドリング性に優れることが求められる。
【0006】
本開示の一側面は、排出性に優れ、開口時のハンドリング性に優れる包装袋及び包装体を提供する。本開示の他の一側面は、このような包装袋及び包装体の製造に有用な積層体を提供する。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本開示は、以下の積層体、包装袋及び包装体を提供する。
[1] 基材層と、
中間層と、
シーラント層と、
をこの順序で備える積層構造を有する積層体であって、
以下の工程を経て測定される最大開口高さH1、H2が以下の条件を満たし、
4mm≦H1
6mm≦H2
上記最大開口高さH1、H2が、
(1a)幅90mm及び長さ140mmの大きさの上記積層体を試験片として2枚準備する工程と、
(1b)上記2枚の試験片を上記シーラント層同士が対面するように重ね合わせて3辺をシール幅5mmでシールして袋を形成する工程と、
(1c)上記袋の上端から70gの水を注入した後、上記上端をシール幅5mmでシールして試験体を得る工程と、
(1d)温度128℃、時間15分間、圧力0.3MPaの条件で上記試験体を加熱する工程と、
(1e)上記(1d)工程後、上記袋の上記上端から20mmの第1の位置において上記袋の一方の側部からもう一方の側部にかけて切断し、上記水を排出した後、当該袋を水平な台の上に置いた状態で上記第1の位置における最大開口高さH1を測定する工程と、
(1f)上記(1e)工程後、上記第1の位置から50mmの第2の位置において上記袋の一方の側部からもう一方の側部にかけて切断し、当該袋を水平な台の上に置いた状態で上記第2の位置における最大開口高さH2を測定する工程と、
を経て測定され、
128℃で15分間加熱した後のループステフネス値が、80mN以上220mN以下である、積層体。
[2] 128℃で15分間加熱したとき、下記式(1)で求められるMD熱収縮率が1.0%以上3.0%以下であり、下記式(2)で求められるTD熱収縮率が1.0%以上3.0%以下である、[1]に記載の積層体。
MD熱収縮率(%)=(加熱前のMD長さ-加熱後のMD長さ)/加熱前のMD長さ×100 …(1)
TD熱収縮率(%)=(加熱前のTD長さ-加熱後のTD長さ)/加熱前のTD長さ×100 …(2)
[3] 128℃で15分間加熱したとき、上記シーラント層がMDにおいて熱膨張しTDにおいて熱収縮する、[1]又は[2]に記載の積層体。
[4] 上記基材層を128℃で15分間加熱し、下記式(1)で求められるMDの熱収縮率をS1
MD
とし、下記(2)で求められるTDの熱収縮率をS1
TD
としたとき、S1
MD
とS1
TD
との差(S1
MD
―S1
TD
)が0%超5%以下である、[1]~[3]のいずれかに記載の積層体。
MD熱収縮率(%)=(加熱前のMD長さ-加熱後のMD長さ)/加熱前のMD長さ×100 …(1)
TD熱収縮率(%)=(加熱前のTD長さ-加熱後のTD長さ)/加熱前のTD長さ×100 …(2)
[5]上記中間層が、第2基材層を有し、上記第2基材層を128℃で15分間加熱し、下記式(1)で求められるMDの熱収縮率をS2
MD
とし、下記式(2)で求められるTDの熱収縮率をS2
TD
としたとき、S2
MD
とS2
TD
との差(S2
MD
―S2
TD
)が0%超5%以下である、[1]~[4]のいずれかに記載の積層体。
MD熱収縮率(%)=(加熱前のMD長さ-加熱後のMD長さ)/加熱前のMD長さ×100 …(1)
TD熱収縮率(%)=(加熱前のTD長さ-加熱後のTD長さ)/加熱前のTD長さ×100 …(2)
[6] 上記最大開口高さH1、H2が以下の条件を満たす、[1]~[5]のいずれかに記載の積層体。
4mm≦H1≦7mm
6mm≦H2≦9mm
[7] 上記基材層、上記中間層及び上記シーラント層がポリプロピレン系樹脂を含み、当該積層体におけるポリプロピレン系樹脂の合計質量の割合が、90質量%以上である、[1]~[6]のいずれかに記載の積層体。
[8] [1]~[7]のいずれかに記載の積層体を用いて形成された、包装袋。
[9] 120℃以上の加熱処理を施す用途に用いられる、[1]~[8]のいずれかに記載の包装袋。
[10] 包装袋と、
上記包装袋内に収容された内容物と、
を備え、
上記包装袋が、積層体を用いて形成され、
上記積層体が、基材層と、中間層と、シーラント層と、をこの順序で備える積層構造を有し、
【発明の効果】
【0008】
本開示の一側面によれば、排出性に優れ、開口時のハンドリング性に優れる包装袋及び包装体が提供される。本開示の他の一側面によれば、このような包装袋及び包装体の製造に有用な積層体が提供される。
【図面の簡単な説明】
【0009】
図1は、一実施形態に係る積層体を示す模式断面図である。
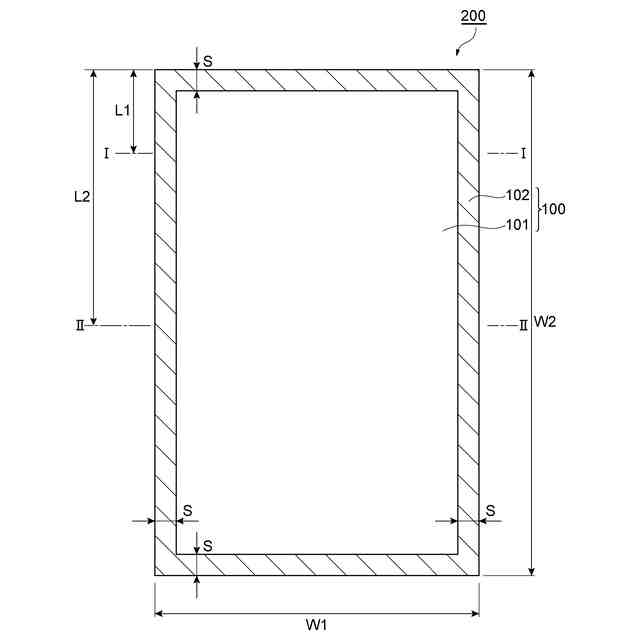
図2は、包装体の一例の概略正面図である。
図3は、図2の仮想線I-Iにおける端面図である。
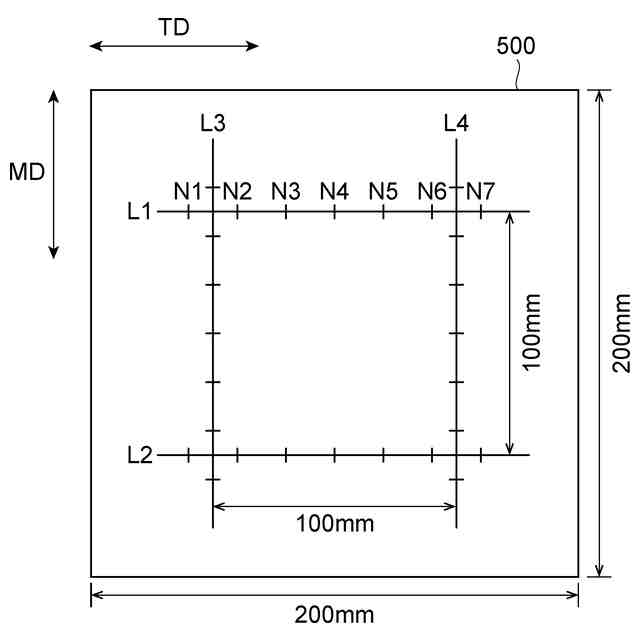
図4は、加熱時の熱収縮率の測定方法を示す模式図である。
【発明を実施するための形態】
【0010】
以下、本開示における実施形態について説明する。なお、同一の構成要素には同一符号を付し、重複する説明は省略する。また、図面中の寸法比率は図示の比率に限られるものではない。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ