TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099776
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216695
出願日
2023-12-22
発明の名称
防振装置およびその製造方法
出願人
TOYO TIRE株式会社
代理人
弁理士法人真明センチュリー
主分類
F16F
1/38 20060101AFI20250626BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
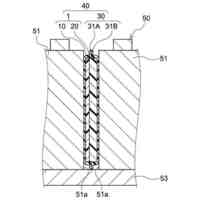
【課題】筒部材の外周面に加硫接着される防振基体の成形時に、筒部材の軸方向の端面にバリを生じさせ難くできる防振装置およびその製造方法を提供すること。
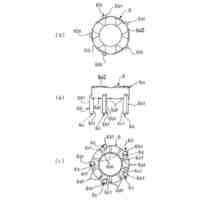
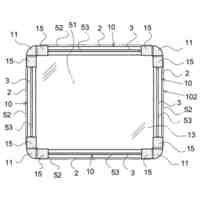
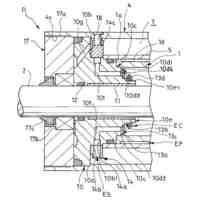
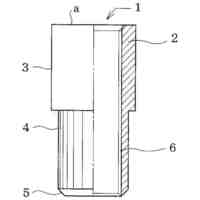
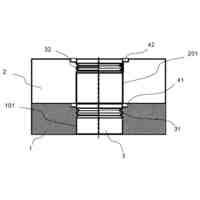
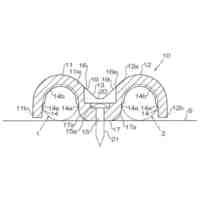
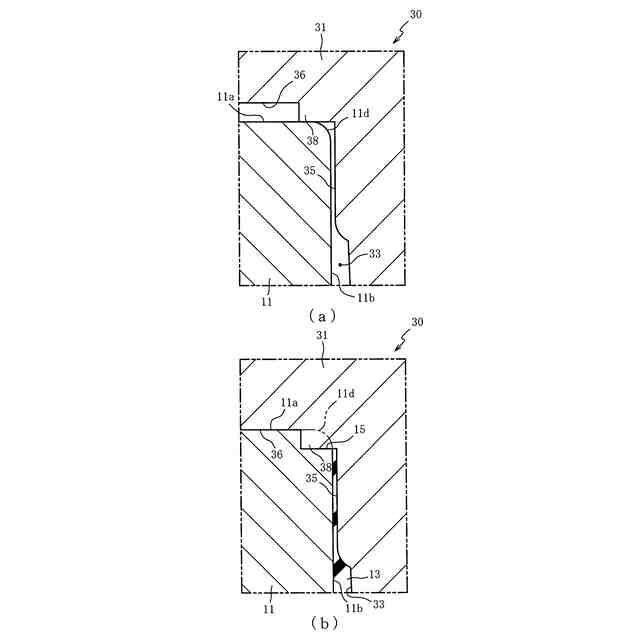
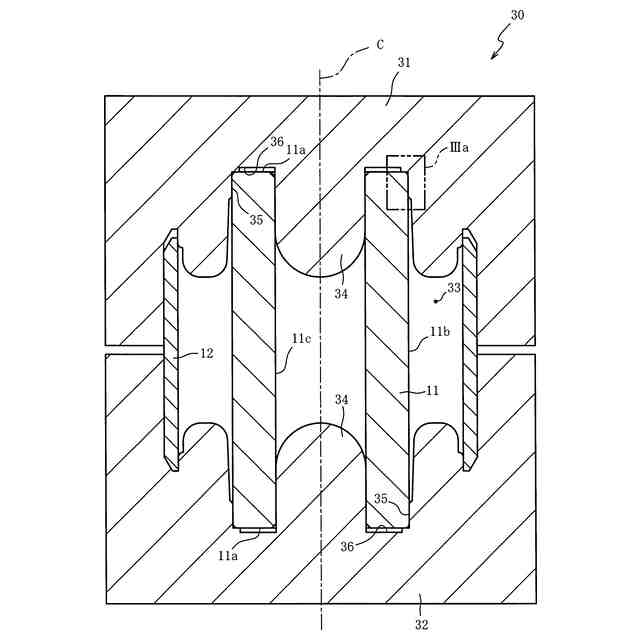
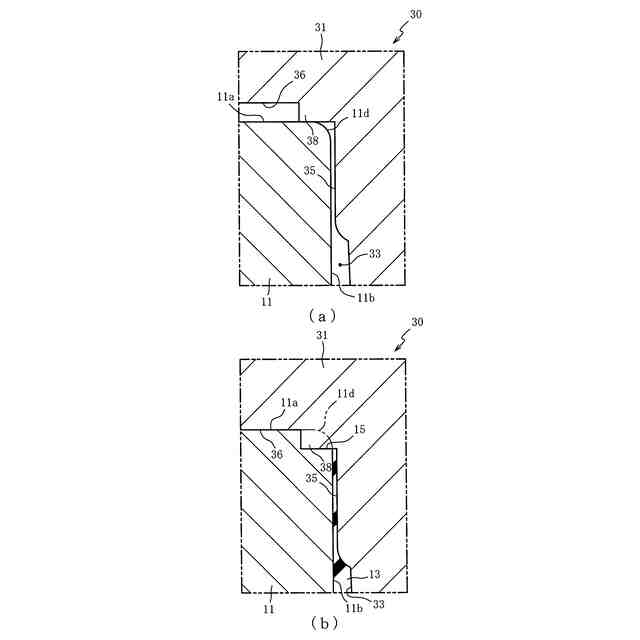
【解決手段】筒部材11の角部11dには、又は、筒部材11の端面11aの径方向中央よりも角部11d側には、全周に亘って連続する環状の圧痕15が形成されている。筒部材11の外周面11bに加硫接着される防振基体13を金型30で成形するとき、圧痕15が形成される程の突起38の押し付けによって、金型30と筒部材11との間がシールされるので、筒部材11の端面11aにバリを生じさせ難くできる。
【選択図】図3
特許請求の範囲
【請求項1】
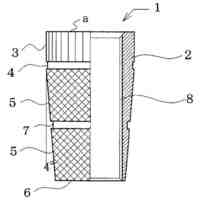
軸方向の端面と外周面とが角部を介して連なる筒状の筒部材と、
前記筒部材の前記外周面に加硫接着される弾性体製の防振基体と、を備え、
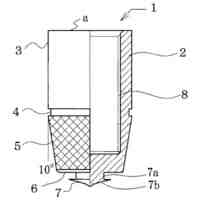
前記角部には、又は、前記端面の径方向中央よりも前記角部側には、全周に亘って連続する環状の圧痕が形成されていることを特徴とする防振装置。
続きを表示(約 630 文字)
【請求項2】
前記圧痕は、前記角部に形成されていることを特徴とする請求項1記載の防振装置。
【請求項3】
前記圧痕は、径方向外側へ向かうにつれて軸方向中央側へ傾斜することを特徴とする請求項2記載の防振装置。
【請求項4】
前記圧痕は、前記角部の前記外周面側の一部に設けられることを特徴とする請求項3記載の防振装置。
【請求項5】
前記圧痕は、前記角部の前記端面側の一部に設けられることを特徴とする請求項3記載の防振装置。
【請求項6】
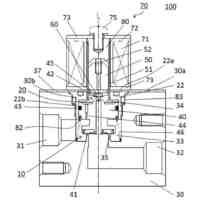
軸方向の端面と外周面とが角部を介して連なる筒状の筒部材と、前記筒部材の前記外周面に加硫接着される弾性体製の防振基体と、を備える防振装置を製造する方法であって、
前記筒部材を軸方向両側から金型で挟んで保持する保持工程と、
前記保持工程で前記筒部材が保持された前記金型のキャビティ内へ弾性体の成形材料を注入して前記防振基体を加硫成形する成形工程と、を備え、
前記金型は、前記保持工程で前記筒部材の前記端面と軸方向に対向する環状の軸対向面と、
前記軸対向面から前記筒部材へ向かって突出し、前記軸対向面の周方向の全周に亘って連続する環状の突起と、を備え、
前記保持工程では、前記角部に、又は、前記端面の径方向中央よりも前記角部側に、前記突起が押し付けられることで環状の圧痕が形成されることを特徴とする防振装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は防振装置およびその製造方法に関し、特に筒部材の外周面に加硫接着される防振基体の成形時に、筒部材の軸方向の端面にバリを生じさせ難くできる防振装置およびその製造方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
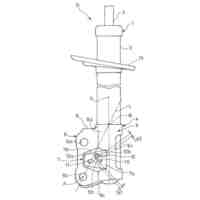
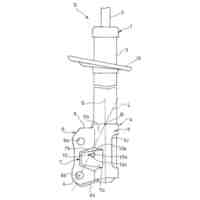
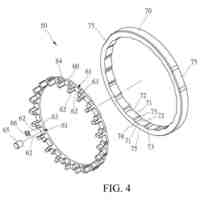
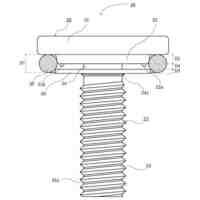
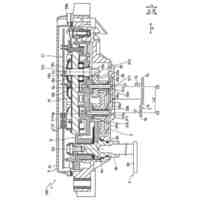
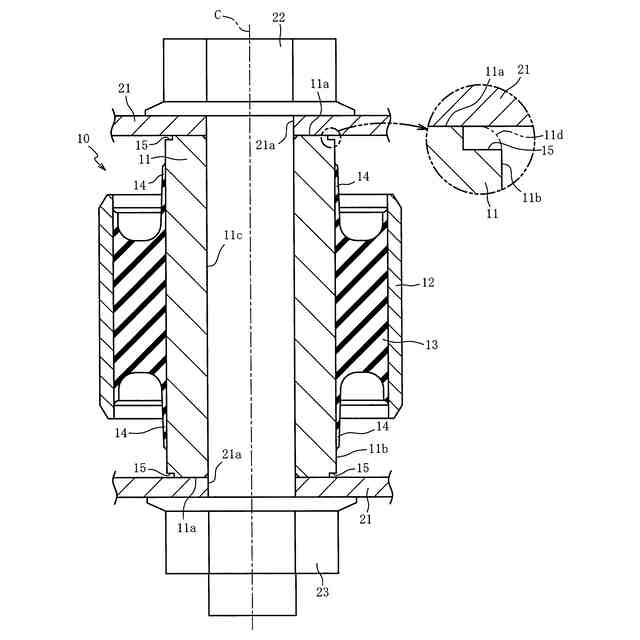
従来、筒状の筒部材の外周面と、筒状の外筒の内周面とに弾性体製の防振基体を加硫接着させ、それらを連結した防振装置が知られている(特許文献1)。また、この外筒が省略され、筒部材および防振基体を備える防振装置が知られている。これらの防振装置は、筒部材の内周面側を通したボルト等の締結部材によって相手部材に締結される。このとき、筒部材の軸方向の端面が、相手部材に密着する締結面となる。
【先行技術文献】
【特許文献】
【0003】
特開2011-190884号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の技術では、筒部材を保持した金型のキャビティ内に弾性体の成形材料を注入して防振基体を加硫成形するとき、筒部材の端面を金型の接触面に押し付けたとしても、各面の微細な凹凸による隙間に成形材料が浸入するおそれがある。このまま成形材料が加硫成形されると、筒部材の端面に弾性体のバリが残る。締結時の相手部材との密着性を確保するためには、そのバリを除去する工程が必要となる。バリが多い略、バリを除去する工程に時間を要したり、その工程が複雑化するという問題点がある。
【0005】
本発明は上述した問題点を解決するためになされたものであり、筒部材の外周面に加硫接着される防振基体の成形時に、筒部材の軸方向の端面にバリを生じさせ難くできる防振装置およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
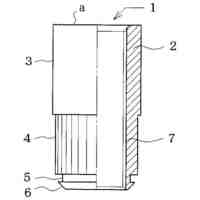
この目的を達成するために本発明の防振装置は、軸方向の端面と外周面とが角部を介して連なる筒状の筒部材と、前記筒部材の前記外周面に加硫接着される弾性体製の防振基体と、を備え、前記角部には、又は、前記端面の径方向中央よりも前記角部側には、全周に亘って連続する環状の圧痕が形成されている。
【0007】
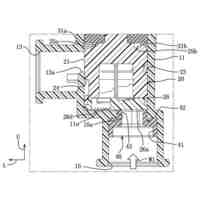
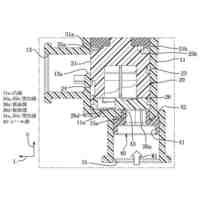
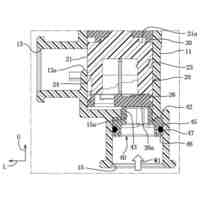
本発明の防振装置の製造方法は、軸方向の端面と外周面とが角部を介して連なる筒状の筒部材と、前記筒部材の前記外周面に加硫接着される弾性体製の防振基体と、を備える防振装置を製造する方法であって、前記筒部材を軸方向両側から金型で挟んで保持する保持工程と、前記保持工程で前記筒部材が保持された前記金型のキャビティ内へ弾性体の成形材料を注入して前記防振基体を加硫成形する成形工程と、を備え、前記金型は、前記保持工程で前記筒部材の前記端面と軸方向に対向する環状の軸対向面と、前記軸対向面から前記筒部材へ向かって突出し、前記軸対向面の周方向の全周に亘って連続する環状の突起と、を備え、前記保持工程では、前記角部に、又は、前記端面の径方向中央よりも前記角部側に、前記突起が押し付けられることで環状の圧痕が形成される。
【発明の効果】
【0008】
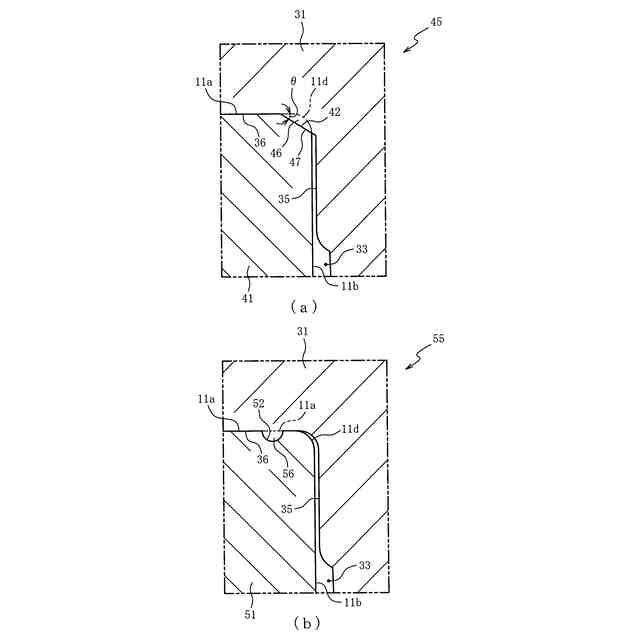
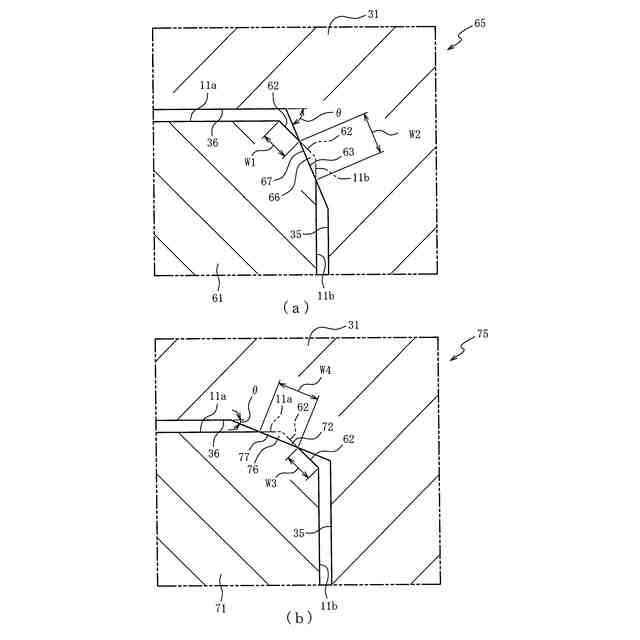
請求項1記載の防振装置によれば、筒部材の角部には、又は、筒部材の端面の径方向中央よりも角部側には、全周に亘って連続する環状の圧痕が形成されている。ここから、筒部材の外周面に加硫接着される防振基体を成形するとき、金型の突起が筒部材に押し付けられた際の塑性変形により圧痕が形成されたことが分かる。この圧痕が形成される程の突起の押し付けによって、金型と筒部材との間がシールされるので、弾性体の成形材料が筒部材の外周面側から端面側へ浸入することを抑制できる。その結果、浸入した成形材料が固まって形成されるバリを、筒部材の軸方向の端面に生じさせ難くできる。
【0009】
請求項2記載の防振装置によれば、請求項1記載の防振装置が奏する効果に加え、次の効果を奏する。圧痕は、筒部材の角部に形成されているので、防振基体の成形時、弾性体の成形材料が筒部材の外周面側から角部を越えて、端面側へ浸入することをより抑制できる。その結果、筒部材の軸方向の端面にバリをより生じさせ難くできる。
【0010】
請求項3記載の防振装置によれば、請求項2記載の防振装置が奏する効果に加え、次の効果を奏する。圧痕は、径方向外側へ向かうにつれて軸方向中央側へ傾斜するので、防振基体の成形時、同様に傾斜した環状の突起の傾斜面に押し付けられて圧痕が形成されたことが分かる。これにより、防振基体の成形時、筒部材の軸方向の長さの個体差を傾斜面によって吸収でき、圧痕を形成するときのシール性が個体差に応じて低下することを抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ホース保持具
3か月前
個人
トーションバー
3か月前
個人
差動歯車用歯形
25日前
株式会社不二工機
電磁弁
19日前
株式会社不二工機
電磁弁
2か月前
個人
ボルトナットセット
4か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
緩衝器
14日前
株式会社三協丸筒
枠体
3か月前
カヤバ株式会社
緩衝器
14日前
カヤバ株式会社
ダンパ
27日前
カヤバ株式会社
ダンパ
27日前
個人
固着具と固着具の固定方法
2か月前
日東電工株式会社
断熱材
3か月前
株式会社ノーリツ
分配弁
2か月前
株式会社ノーリツ
分配弁
2か月前
株式会社ノーリツ
分配弁
2か月前
株式会社フジキン
ボールバルブ
1か月前
株式会社不二工機
電動弁
3か月前
日東精工株式会社
樹脂被覆ねじ
4か月前
個人
固着具と固着具の固定方法
2か月前
個人
固着具と固着具の固定方法
3か月前
個人
固着具と固着具の固定方法
2か月前
太陽工業株式会社
金属板結合方法
3か月前
日東精工株式会社
座金組込みねじ
4か月前
AWJ株式会社
配管支持具
4か月前
個人
ワンウェイベアリング
7日前
日東精工株式会社
座金組込みねじ
4か月前
井関農機株式会社
作業車両
19日前
日東精工株式会社
弾性鍔付きねじ
2か月前
株式会社有恒商会
伸縮継手
13日前
株式会社オンダ製作所
長尺体保持具
18日前
株式会社アイシン
シフト装置
1か月前
個人
ロープセット及びロープ
3か月前
株式会社オンダ製作所
長尺体保護具
1か月前
株式会社オンダ製作所
長尺体保持具
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ