TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093336
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023208914
出願日
2023-12-12
発明の名称
フィルター材の製造方法
出願人
ユニチカ株式会社
代理人
個人
主分類
B01D
39/16 20060101AFI20250617BHJP(物理的または化学的方法または装置一般)
要約
【課題】 PTFE膜と積層する際には柔軟であるけれども、積層してフィルター材を製造した後には高剛性の不織布製支持体となるフィルター材の製造方法を提供する。
【解決手段】 ポリエチレン成分とポリプロピレン成分とが接合されてなる分割型複合繊維を含む繊維ウェブを準備する。繊維ウェブに高圧水流を施して、分割型複合繊維の分割割繊させて、ポリエチレン極細繊維とポリプロピレン極細繊維を生成すると共に、両極細繊維を交絡させて不織布を得る。この不織布とPTFE膜を積層し、不織布に熱を与えてポリエチレン極細繊維を溶融させ、ポリエチレン極細繊維及びポリプロピレン極細繊維を結合させて、高剛性の不織布製支持体とする。同時に、不織布製支持体とPTFE膜を接着して、フィルター材を得る。
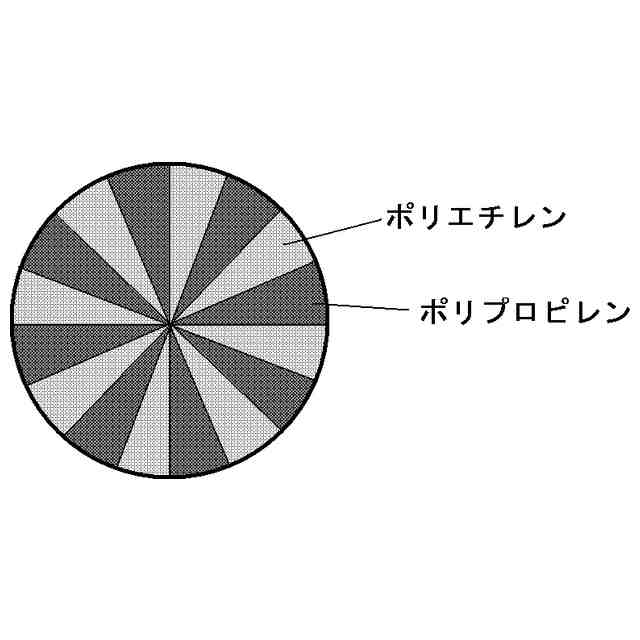
【選択図】 図1
特許請求の範囲
【請求項1】
ポリエチレン成分と該ポリエチレン成分よりも融点の高い高融点重合体成分とが接合されてなる分割型複合繊維を含む繊維ウェブを準備する工程、
前記繊維ウェブに含まれている前記分割型複合繊維を分割割繊して、ポリエチレン極細繊維と高融点重合体極細繊維とを生成して不織布を製造する工程及び
前記不織布をポリテトラフルオロエチレンよりなる多孔膜の少なくとも片面に積層した後、該不織布に熱を与えて、前記ポリエチレン極細繊維を軟化又は溶融させ、該ポリエチレン極細繊維及び前記高融点重合体極細繊維間を結合して不織布製支持体を得ると共に、該不織布製支持体を該多孔膜に接着させることを特徴とするフィルター材の製造方法。
続きを表示(約 710 文字)
【請求項2】
分割型複合繊維が、ポリエチレン成分とポリプロピレン成分とが接合されてなるものである請求項1記載のフィルター材の製造方法。
【請求項3】
分割型複合繊維を高圧水流処理により分割割繊する請求項1記載のフィルター材の製造方法。
【請求項4】
繊維ウェブに基材が積層されてなる請求項1記載のフィルター材の製造方法。
【請求項5】
基材が不織布製基材である請求項4記載のフィルター材の製造方法。
【請求項6】
不織布製基材が芯鞘型複合長繊維を構成繊維とし、芯成分がポリエチレンテレフタレートで鞘成分がポリエチレンである請求項5記載のフィルター材の製造方法。
【請求項7】
ポリエチレン成分と該ポリエチレン成分よりも融点の高い高融点重合体成分とが接合されてなる分割型複合繊維を含む繊維ウェブと、基材とを積層して積層体を得た後、該積層体に高圧水流処理を施して、該分割型複合繊維を分割割繊させて、ポリエチレン極細繊維と高融点重合体極細繊維とを生成させると共に、両極細繊維相互間を交絡させる、請求項1記載のフィルター材の製造方法に用いる不織布の製造方法。
【請求項8】
基材が不織布製基材であって、該不織布製基材は、芯成分がポリエチレンテレフタレートで鞘成分がポリエチレンである芯鞘型複合長繊維を構成繊維とするものである請求項7記載の不織布の製造方法。
【請求項9】
構成繊維である芯鞘型複合長繊維相互間が、鞘成分の軟化又は溶融で固着することによって、部分的に結合している請求項8記載の不織布の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリテトラフルオロエチレンよりなる多孔膜(以下、「PTFE膜」という。)とこのPTFE膜に積層される不織布製支持体とよりなるフィルター材の製造方法に関し、特に、フィルター材の製造時にPTFE膜に損傷が生じにくい方法に関するものである。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
PTFE膜は、高捕集効率で高通気度(低圧力損失)のフィルター材料として周知であり、空気等の気体又は液体のフィルター材料として用いられている。PTFE膜は薄くて柔らかいものなので、高剛性の不織布製支持体と積層しフィルター材として用いられている。しかるに、PTFE膜と高剛性の不織布製支持体を当接すると、不織布製支持体によってPTFE膜が損傷を受けることがあった。PTFE膜が損傷を受けると、フィルター材の捕集効率が低下するという欠点があった。
【0003】
このため、PTFE膜と積層する際には柔軟であるけれども、積層してフィルター材を製造した後には高剛性の不織布製支持体となるものが求められている。特許文献1には、かかる不織布製支持体として、見掛け密度の低い不織布を採用することが記載されている。
【0004】
特開2002-66226号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の課題は、PTFE膜と積層する際には柔軟であるけれども、積層してフィルター材を製造した後には高剛性の不織布製支持体となるフィルター材の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、上記課題を解決するために、特許文献1記載の手段とは異なる手段を採用したものである。すなわち、本発明は、ポリエチレン成分と該ポリエチレン成分よりも融点の高い高融点重合体成分とが接合されてなる分割型複合繊維を含む繊維ウェブを準備する工程、前記繊維ウェブに含まれている前記分割型複合繊維を分割割繊して、ポリエチレン極細繊維と高融点重合体極細繊維とを生成して不織布を得る工程及び前記不織布をPTFE膜の少なくとも片面に積層した後、該不織布に熱を与えて、前記ポリエチレン極細繊維を軟化又は溶融させ、該ポリエチレン極細繊維及び前記高融点重合体極細繊維間を結合して不織布製支持体を得ると共に、該不織布製支持体を該多孔膜に接着させることを特徴とするフィルター材の製造方法に関するものである。
【0007】
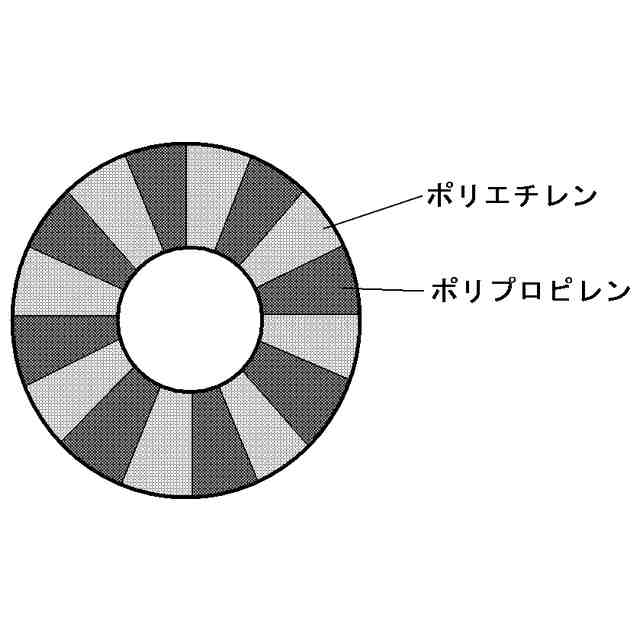
まず、繊維ウェブを準備する工程について説明する。本発明で用いる繊維ウェブは、ポリエチレン成分とこのポリエチレン成分よりも融点の高い高融点重合体成分とが接合されてなる分割型複合繊維が集積されてなるものである。一般的には、かかる分割型複合繊維を30~100質量%含むものを繊維ウェブとして準備する。分割型複合繊維は従来公知のものを採用することができる。たとえば、分割型複合繊維の横断面は、図1及び図2に示すように、楔形又は台形のポリエチレン成分と、同形のポリプロピレン成分やポリエチレンテレフタレート成分等のポリエチレン成分の融点よりも高い融点を持つ重合体成分とが接合されてなるものである。なお、図1は中実の分割型複合繊維であり、図2は中空の分割型複合繊維である。分割型複合繊維は、高圧水流等の物理的衝撃によって分割割繊され、ポリエチレン極細繊維と高融点重合体極細繊維とを生成する。一般的に、中空の分割型複合繊維の方が、分割割繊されやすく、本発明で用いるのに好ましい。また、分割型複合繊維は長繊維でも短繊維でもよいが、一般的には短繊維が用いられる。
【0008】
分割型複合繊維の繊度は、任意に決定しうる事項であるが、好ましくは1.1~5.5デシテックスであるのが好ましい。分割型複合繊維の繊度が1.1デシテックス未満であると、生成する各極細繊維の繊度を、例えば0.055デシテックス未満という程度に細くしなければならず、現実的に分割型複合繊維が製造しにくくなる。また、繊度が5.5デシテックスを超えると、生成する各極細繊維の繊度も太くなり、粗大な塵埃の捕集効率が低下し、予備フィルターとしても機能する不織布製支持体として不適当になる傾向が生じる。なお、分割割繊により生成する極細繊維の繊度は0.055~0.242デシテックス程度であるのが好ましい。また、分割型複合繊維として短繊維を採用する場合、その繊維長は、従来公知の短繊維における繊維長と同等程度でよく、例えば、5~120mm程度であるのが好ましい。
【0009】
分割型複合繊維が集積されてなる繊維ウェブの目付は、20~70g/m
2
であるのが好ましい、この目付が20g/m
2
未満であると、厚みが薄く高剛性の不織布製支持体とするのが不適当となる傾向が生じる。一方、目付が70g/m
2
を超えると、厚みが厚くなり不織布製支持体の通気度が低下する傾向が生じる。繊維ウェブ中には、他種の分割型複合繊維や非分割型繊維等の異種繊維が含有されていてもよい。たとえば、ポリプロピレン成分とポリエチレンテレフタレート成分とが接合されてなる他種の分割型繊維が含有されていてもよい。また、繊度が0.5~1.0デシテックス程度の非分割型繊維が含有されていてもよい。これらの異種繊維が含まれている場合、その含有量は、繊維ウェブ中に70質量%以下程度である。繊維ウェブは、分割型短繊維が単に集積されたものであってもよいし、水流処理等による予備処理で、分割型複合繊維相互間が絡合されてなるものであってもよい。
【0010】
繊維ウェブには高圧水流処理等が施されて、分割型複合繊維が分割割繊される。そして、ポリエチレン極細繊維とポリプロピレン極細繊維又はポリエチレンテレフタレート極細繊維等の高融点重合体極細繊維が生成する。繊維ウェブに高圧水流処理等を施す際、基材を積層しておくのが好ましい。基材としては、薄くて柔軟な編織物製基材や不織布製基材が用いられる。具体的には、目付が5~20g/m
2
のものが用いられる。かかる基材を繊維ウェブに積層しておくと、高圧水流処理等の分割割繊の際に、メッシュ状の搬送コンベアに極細繊維が絡み付いたり、極細繊維が浮遊するのを防止できるので好ましい。特に、不織布製基材を搬送コンベア側に配置しておくと、分割割繊により生成する極細繊維が搬送コンベアに絡み付くことがなく、効率的に分割割繊を行うことができる。不織布製基材としては、従来公知の長繊維不織布基材を用いるのが好ましく、たとえば、ポリプロピレン長繊維を構成繊維とする長繊維不織布基材や芯鞘型複合長繊維を構成繊維とする長繊維不織布基材等が用いられる。特に、芯成分がポリエチレンテレフタレートで鞘成分がポリエチレンである芯鞘型複合長繊維を構成繊維とし、鞘成分の軟化又は溶融による固着によって、芯鞘型複合長繊維相互間が部分的に結合されてなる長繊維不織布基材を用いるのが好ましい。かかる長繊維不織布基材は、芯鞘型複合長繊維相互間の結合で形態安定性が良好で、また部分的な結合であるため非結合の箇所で生成する極細繊維と絡み付き、搬送コンベアに極細繊維が絡み付きにくい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ