TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093136
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208687
出願日
2023-12-11
発明の名称
物品出荷システム
出願人
株式会社ダイフク
代理人
弁理士法人R&C
主分類
B65G
1/137 20060101AFI20250616BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】オーダー情報に係る物品群の総サイズに適合したサイズの出荷容器を適切なタイミングで供給できると共に、荷合わせ作業の簡便化を図る。
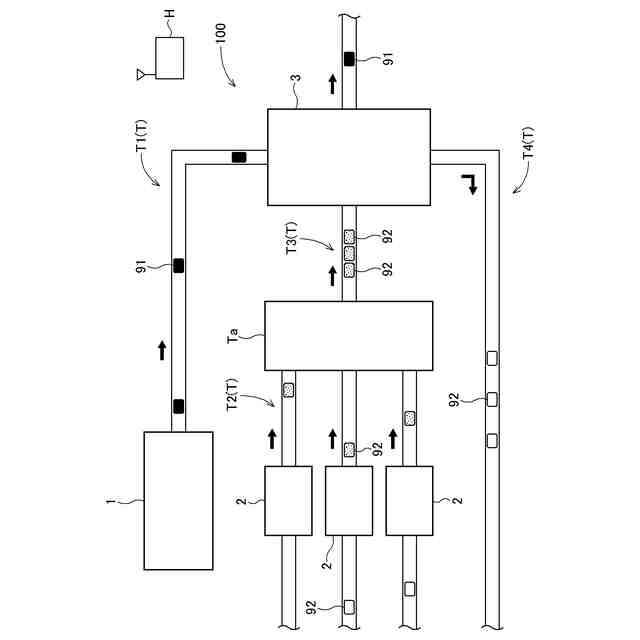
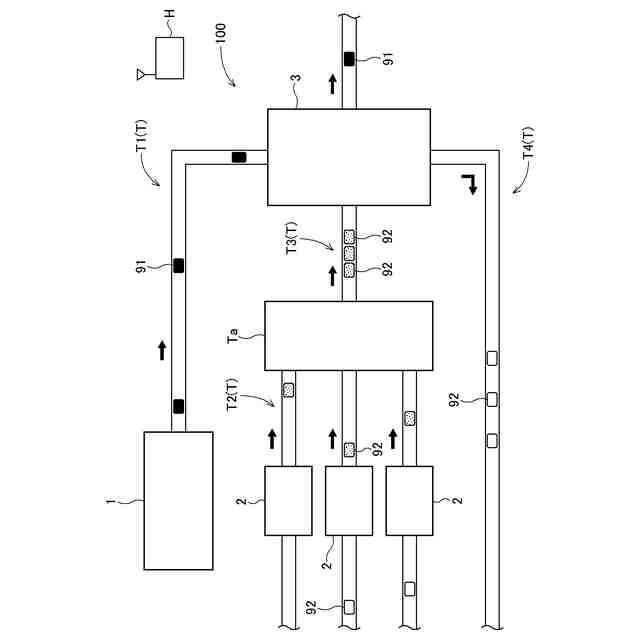
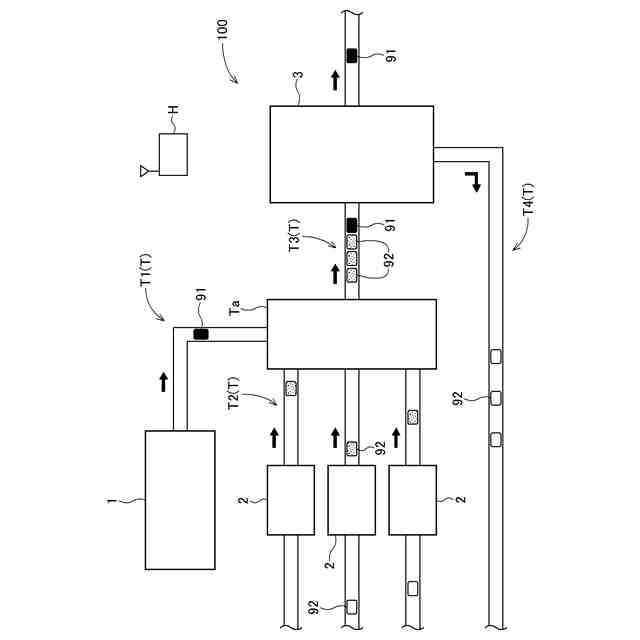
【解決手段】容器成形装置1は、収容順序決定処理で決定された収容順序で物品を収容する場合に必要となるサイズの出荷容器91を、対象オーダー情報に係る出荷容器91である対象出荷容器91として成形する。制御システムHは、対象オーダー情報に係る物品が収容された1つ又は複数の対象搬送容器92が収容順序決定処理で決定された収容順序に応じた順序で荷合わせ作業エリア3に到着すると共に、1つ又は複数の対象搬送容器92の到着以前に対象出荷容器91が荷合わせ作業エリア3に到着するように、搬送システムTを制御する。
【選択図】図1
特許請求の範囲
【請求項1】
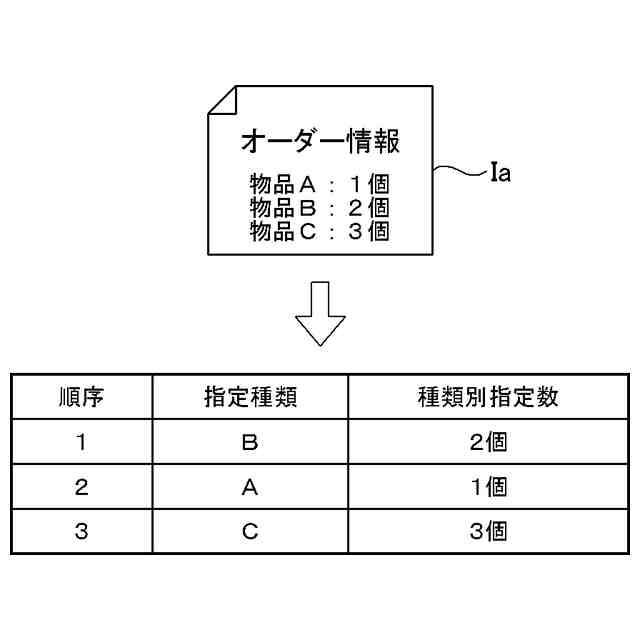
出荷先毎に指定された物品の種類である指定種類及び前記指定種類毎に指定された前記物品の数である種類別指定数を含むオーダー情報に基づいて、前記オーダー情報に含まれる前記指定種類及び前記種類別指定数の前記物品を出荷容器に収容する物品出荷システムであって、
素材を加工して複数のサイズの前記出荷容器を成形する容器成形装置と、
1つ又は複数の前記オーダー情報に基づいて、前記出荷容器及び搬送容器の少なくとも一方を対象容器として、1つの前記対象容器に1つの前記指定種類の前記物品を収容する物品収容作業が行われる収容作業エリアと、
1つの前記オーダー情報に含まれる全ての前記指定種類のそれぞれについて前記種類別指定数の前記物品を前記出荷容器に収容する荷合わせ作業が行われる荷合わせ作業エリアと、
前記出荷容器及び前記搬送容器を搬送する搬送システムと、
前記容器成形装置及び前記搬送システムを制御する制御システムと、を備え、
前記制御システムは、複数の前記オーダー情報のそれぞれを対象オーダー情報として、前記対象オーダー情報に含まれる全ての前記指定種類に係る前記物品について前記指定種類毎の前記出荷容器への収容順序を決定する収容順序決定処理を実行し、
前記容器成形装置は、前記収容順序決定処理で決定された前記収容順序で前記物品を収容する場合に必要となるサイズの前記出荷容器を、前記対象オーダー情報に係る前記出荷容器である対象出荷容器として成形し、
前記制御システムは、
前記対象出荷容器と、前記対象オーダー情報に係る前記物品が収容された前記搬送容器である対象搬送容器と、を前記荷合わせ作業エリアへ搬送する場合に、
前記対象オーダー情報に係る前記物品が収容された1つ又は複数の前記対象搬送容器が前記収容順序決定処理で決定された前記収容順序に応じた順序で前記荷合わせ作業エリアに到着すると共に、1つ又は複数の前記対象搬送容器の到着以前に前記対象出荷容器が前記荷合わせ作業エリアに到着するように、前記搬送システムを制御する、物品出荷システム。
続きを表示(約 1,400 文字)
【請求項2】
前記荷合わせ作業エリアに、作業者に対する前記荷合わせ作業の指示を出力する作業指示出力装置が設置され、
前記作業指示出力装置は、前記対象オーダー情報に係る前記荷合わせ作業に際して、前記収容順序決定処理により決定された内容の少なくとも一部を出力する、請求項1に記載の物品出荷システム。
【請求項3】
前記収容作業エリアでは、前記出荷容器及び前記搬送容器の双方を前記対象容器として前記物品収容作業が行われ、
前記搬送システムは、前記出荷容器及び前記搬送容器を一時的に保管する一時保管装置を備え、
前記一時保管装置は、前記対象オーダー情報に係る前記対象出荷容器及び前記対象搬送容器が全て揃うまで前記対象出荷容器及び前記対象搬送容器を保管し、
前記制御システムは、
前記一時保管装置に保管されている前記対象出荷容器及び前記対象搬送容器が前記収容順序決定処理で決定された前記収容順序に応じた順序で前記一時保管装置から前記荷合わせ作業エリアへ向けて搬出されるように、前記搬送システムを制御する、請求項1又は2に記載の物品出荷システム。
【請求項4】
前記収容作業エリアでは、前記搬送容器を前記対象容器として前記物品収容作業が行われ、
前記搬送システムは、前記出荷容器及び前記搬送容器を一時的に保管する一時保管装置を備え、前記容器成形装置により成形された前記出荷容器を空の状態で前記一時保管装置へ搬送し、
前記一時保管装置は、前記対象オーダー情報に係る前記対象出荷容器及び前記対象搬送容器が全て揃うまで前記対象出荷容器及び前記対象搬送容器を保管し、
前記制御システムは、前記一時保管装置に保管されている前記対象出荷容器が前記一時保管装置から前記荷合わせ作業エリアへ向けて搬出された後、前記一時保管装置に保管されている前記対象搬送容器が前記収容順序決定処理で決定された前記収容順序に応じた順序で前記一時保管装置から前記荷合わせ作業エリアへ向けて搬出されるように、前記搬送システムを制御する、請求項1又は2に記載の物品出荷システム。
【請求項5】
前記収容作業エリアでは、前記搬送容器を前記対象容器として前記物品収容作業が行われ、
前記搬送システムは、前記搬送容器を一時的に保管する一時保管装置を備え、
前記一時保管装置は、前記対象オーダー情報に係る前記対象搬送容器が全て揃うまで前記対象搬送容器を保管し、
前記制御システムは、前記対象オーダー情報に係る全ての前記対象搬送容器が保管された以後に前記対象出荷容器が成形されるように前記容器成形装置を制御すると共に、成形された前記対象出荷容器が前記一時保管装置を介さない経路で前記荷合わせ作業エリアに到着するように前記搬送システムを制御し、
前記制御システムは、前記一時保管装置に保管されている前記対象搬送容器が前記収容順序決定処理で決定された前記収容順序に応じた順序で前記一時保管装置から前記荷合わせ作業エリアへ向けて搬出されるように前記搬送システムを制御すると共に、前記対象搬送容器が前記荷合わせ作業エリアに到着する以前に前記対象出荷容器が前記荷合わせ作業エリアに到着するように前記搬送システムを制御する、請求項1又は2に記載の物品出荷システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、出荷先毎に指定された物品の種類である指定種類及び前記指定種類毎に指定された前記物品の数である種類別指定数を含むオーダー情報に基づいて、前記オーダー情報に含まれる前記指定種類及び前記種類別指定数の前記物品を出荷容器に収容する物品出荷システムに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
例えば特許第7264702号公報(特許文献1)には、設備内における物品の搬送工程中に当該物品のサイズに合わせた容器を成形する技術が開示されている。成形直後の容器には物品が収容される。例えば、当該容器は、収容した物品を出荷するために用いられる。
【先行技術文献】
【特許文献】
【0003】
特許第7264702号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、物品の種類や数が指定されたオーダー情報を複数取り扱う設備では、サイズの異なる様々な種類の物品が出荷対象とされ、また、出荷対象としてひとまとめにされる複数の物品の組み合わせも様々である。そのため、このような設備に特許文献1に記載されたような技術を適用する場合には、オーダー情報に係る複数の物品の組み合わせに応じて、これに適合するサイズの出荷容器を成形する必要がある。また、そのような出荷容器を成形できたとしても、特定のオーダー情報に係る物品群を当該出荷容器に収容するための荷合わせ作業には、当該オーダー情報のために成形された出荷容器を用いらなければならないという制約が課される。そのため、荷合わせ作業が行われるエリアへの物品群及び出荷容器の搬送のタイミングの調整が難しくなり、また、荷合わせ作業の複雑化を招き得る。
【0005】
上記実状に鑑みて、オーダー情報に係る物品群の総サイズに適合したサイズの出荷容器を適切なタイミングで供給できると共に、荷合わせ作業の簡便化を図ることが可能な技術の実現が望まれている。
【課題を解決するための手段】
【0006】
出荷先毎に指定された物品の種類である指定種類及び前記指定種類毎に指定された前記物品の数である種類別指定数を含むオーダー情報に基づいて、前記オーダー情報に含まれる前記指定種類及び前記種類別指定数の前記物品を出荷容器に収容する物品出荷システムであって、
素材を加工して複数のサイズの前記出荷容器を成形する容器成形装置と、
1つ又は複数の前記オーダー情報に基づいて、前記出荷容器及び搬送容器の少なくとも一方を対象容器として、1つの前記対象容器に1つの前記指定種類の前記物品を収容する物品収容作業が行われる収容作業エリアと、
1つの前記オーダー情報に含まれる全ての前記指定種類のそれぞれについて前記種類別指定数の前記物品を前記出荷容器に収容する荷合わせ作業が行われる荷合わせ作業エリアと、
前記出荷容器及び前記搬送容器を搬送する搬送システムと、
前記容器成形装置及び前記搬送システムを制御する制御システムと、を備え、
前記制御システムは、複数の前記オーダー情報のそれぞれを対象オーダー情報として、前記対象オーダー情報に含まれる全ての前記指定種類に係る前記物品について前記指定種類毎の前記出荷容器への収容順序を決定する収容順序決定処理を実行し、
前記容器成形装置は、前記収容順序決定処理で決定された前記収容順序で前記物品を収容する場合に必要となるサイズの前記出荷容器を、前記対象オーダー情報に係る前記出荷容器である対象出荷容器として成形し、
前記制御システムは、
前記対象出荷容器と、前記対象オーダー情報に係る前記物品が収容された前記搬送容器である対象搬送容器と、を前記荷合わせ作業エリアへ搬送する場合に、
前記対象オーダー情報に係る前記物品が収容された1つ又は複数の前記対象搬送容器が前記収容順序決定処理で決定された前記収容順序に応じた順序で前記荷合わせ作業エリアに到着すると共に、1つ又は複数の前記対象搬送容器の到着以前に前記対象出荷容器が前記荷合わせ作業エリアに到着するように、前記搬送システムを制御する。
【0007】
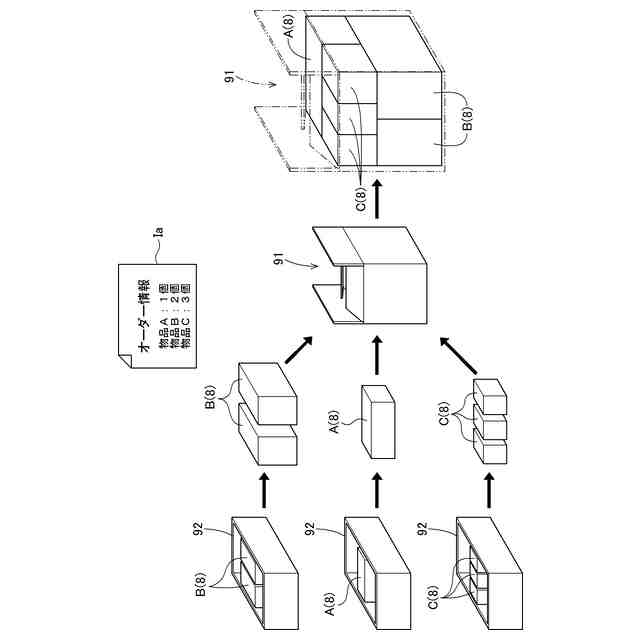
本構成によれば、対象オーダー情報に係る複数の物品の荷合わせ作業が荷合わせ作業エリアにおいて行われる場合に、当該荷合わせ作業エリアに最初に到着した対象出荷容器に、その後に到着する対象搬送容器に収容された物品を当該搬送容器の到着した順序に従って収容していくだけで、対象オーダー情報に係る荷合わせ作業を完了できる。そして、対象出荷容器は、決定された収容順序で物品を収容する場合に必要となるサイズに成形されているため、荷合わせ作業が完了して対象オーダー情報に係る全ての物品が対象出荷容器に収容された状態では、対象出荷容器内のデッドスペースを少なく抑え易い。そのため、高効率な収容を実現できる。以上のように、本構成によれば、オーダー情報に係る物品群の総サイズに適合したサイズの出荷容器を適切なタイミングで供給できると共に、荷合わせ作業の簡便化を図ることが可能となる。
【0008】
本開示に係る技術のさらなる特徴と利点は、図面を参照して記述する以下の例示的かつ非限定的な実施形態の説明によってより明確になるであろう。
【図面の簡単な説明】
【0009】
物品出荷システムの概略図
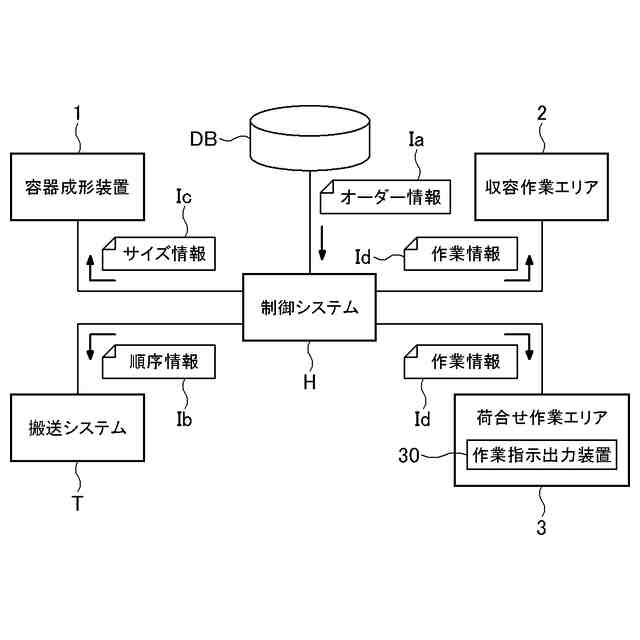
制御ブロック図
荷合わせ作業の説明図
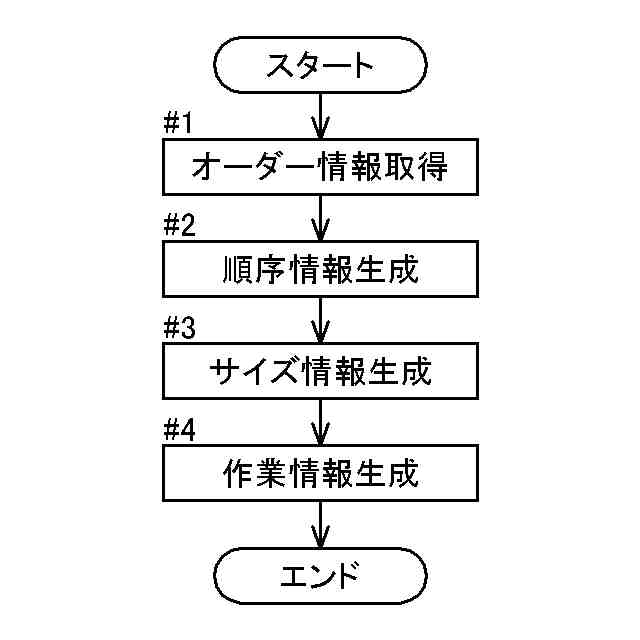
収容順序決定処理の実行手順を示すフローチャート
収容順序決定処理の説明図
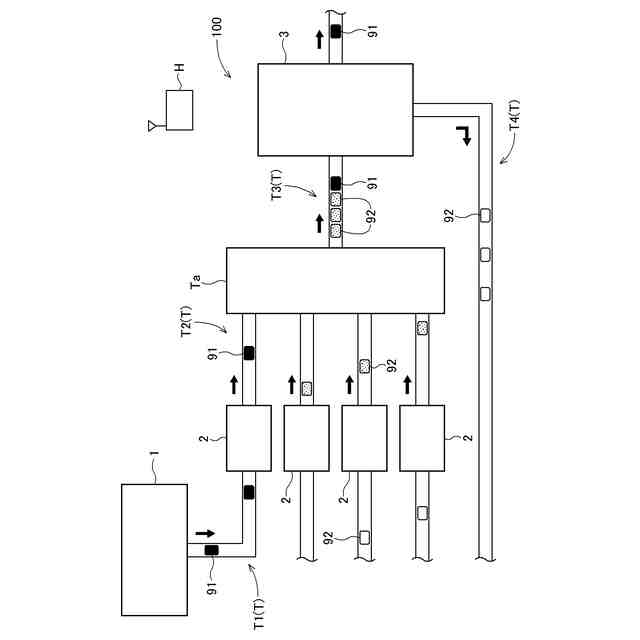
第2実施形態に係る物品出荷システムの概略図
第3実施形態に係る物品出荷システムの概略図
【発明を実施するための形態】
【0010】
物品出荷システムは、出荷先毎に指定された物品の種類である指定種類及び指定種類毎に指定された物品の数である種類別指定数を含むオーダー情報に基づいて、オーダー情報に含まれる指定種類及び種類別指定数の物品を出荷容器に収容するシステムである。以下、物品出荷システムの実施形態について図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ