TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091309
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023206511
出願日
2023-12-06
発明の名称
欠陥検査方法
出願人
信越半導体株式会社
代理人
個人
,
個人
,
個人
主分類
H01L
21/66 20060101AFI20250611BHJP(基本的電気素子)
要約
【課題】より小さな突起状欠陥のサイズを推定できる欠陥検査方法を提供する。
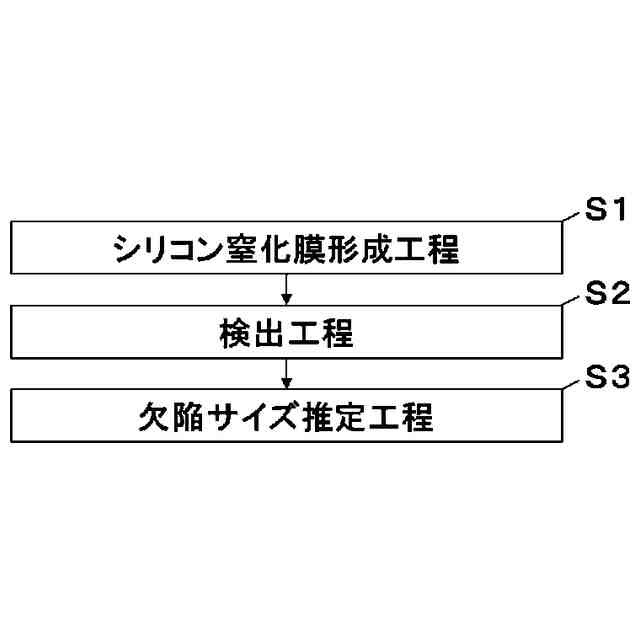
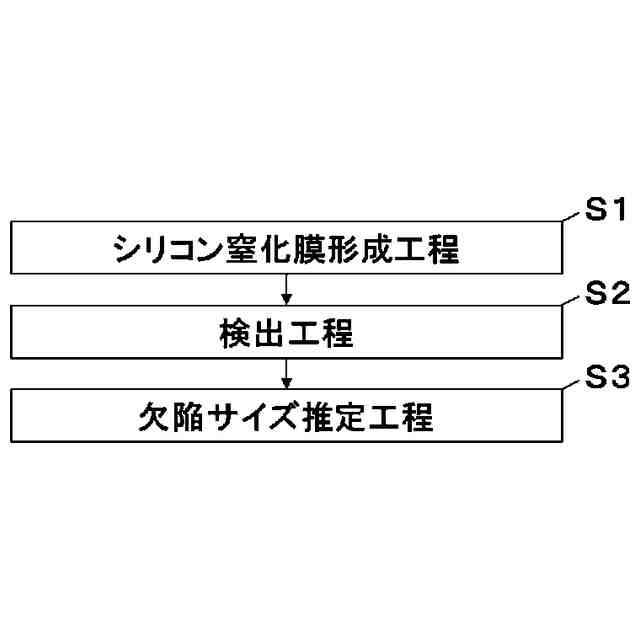
【解決手段】基板の表面に存在する突起状欠陥の検出サイズを拡大させるために、前記基板上に膜厚1~4nmのシリコン窒化膜を形成するシリコン窒化膜形成工程と、前記シリコン窒化膜形成工程後、前記突起状欠陥上の前記シリコン窒化膜の表面に拡大形成された突起部のサイズを表面検査装置で検出する検出工程と、前記検出工程で検出された前記突起部のサイズと、予め設定されたシリコン窒化膜の膜厚と検出サイズの拡大量の関係から、前記シリコン窒化膜形成前の前記突起状欠陥のサイズを推定する欠陥サイズ推定工程と、を含むことを特徴とする欠陥検査方法。
【選択図】図1
特許請求の範囲
【請求項1】
基板の表面に存在する突起状欠陥の検出サイズを拡大させるために、前記基板上に膜厚1~4nmのシリコン窒化膜を形成するシリコン窒化膜形成工程と、
前記シリコン窒化膜形成工程後、前記突起状欠陥上の前記シリコン窒化膜の表面に拡大形成された突起部のサイズを表面検査装置で検出する検出工程と、
前記検出工程で検出された前記突起部のサイズと、予め設定されたシリコン窒化膜の膜厚と検出サイズの拡大量の関係から、前記シリコン窒化膜形成前の前記突起状欠陥のサイズを推定する欠陥サイズ推定工程と、
を含むことを特徴とする欠陥検査方法。
続きを表示(約 360 文字)
【請求項2】
前記シリコン窒化膜形成工程において、前記シリコン窒化膜の形成温度を500℃以上580℃以下とすることを特徴とする請求項1に記載の欠陥検査方法。
【請求項3】
前記予め設定されたシリコン窒化膜の膜厚と検出サイズの拡大量の関係は、予め別の基板で検出したシリコン窒化膜形成前後の検出サイズの変化量を元に設定されることを特徴とする請求項1または2に記載の欠陥検査方法。
【請求項4】
前記検出工程において、前記表面検査装置による検出時の測定感度を19nmより高感度とすることを特徴とする請求項1または2に記載の欠陥検査方法。
【請求項5】
前記シリコン窒化膜形成前の前記突起状欠陥のサイズを10.6nm未満とすることを特徴とする請求項1または2に記載の欠陥検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板の欠陥検査方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
半導体基板に代表される基板の表面に存在する欠陥はデバイス不良の原因となるため、近年のデバイスの高度化による微細化の進展に伴って、欠陥の低減や評価がより重要になっている。基板表面に存在する欠陥は、主に代表的な表面検査装置として知られているパーティクルカウンターによって検出される。パーティクルカウンターは、基板表面に光を入射し、基板の表面に存在する突起状欠陥(パーティクルともいう)による散乱光を検出することで基板表面を検査する。散乱光の強度はパーティクルの大きさや形状、組成等により変化し、例えば大きなパーティクルほど散乱光強度が大きくなる。また、パーティクルカウンターでは、前記散乱光強度と標準粒子のサイズごとの散乱光強度を元に検出サイズを算出することができる。つまり、散乱光強度が大きいほど検出サイズが大きくなる。検出サイズが小さいパーティクルを検出するためには、パーティクルカウンターによる測定を長時間行う必要がある。また、散乱光強度が非常に小さいパーティクルの場合、基板表面の粗さ(ヘイズ)に起因する散乱光と区別ができないため、検出することができない。
【0003】
特許文献1には、パーティクルカウンターでは直接検出できない微小なパーティクルを検出するため、シリコン窒化膜(以下単に窒化膜ともいう)を成膜することで、元のパーティクルよりサイズを大きくすることが開示されている。
【0004】
この技術では、窒化膜を形成することにより、微小なパーティクルを核として窒化膜に盛り上がりが生じるため、窒化膜形成後にパーティクルカウンターで基板を測定する事で、高感度でパーティクル測定ができる。その際の膜厚は、膜厚≧(検査装置検出感度-欠陥サイズ)×安全率とし、安全率は100%以上としている。ここで検出感度は測定感度ともいう。
【先行技術文献】
【特許文献】
【0005】
特開2016-212009号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
窒化膜をはじめとするCVD膜を基板上に成膜する際に、基板上に凸状の突起があれば、そこを元として、周辺にCVD膜が成膜され、凸状の突起のサイズが大きくなる。特に窒化膜は屈折率が大きいため、よりサイズを大きくして検出することができる。
【0007】
この現象をレンズ効果と言い、一般的な現象であるが、CVD膜は一様に成膜されるわけではない為、CVD膜の形成後のラフネスはCVD膜の形成前の基板のラフネスより悪くなるのが一般的である。そのため、CVD膜を厚く形成すると粗さ起因のヘイズの悪化が起こり、パーティクルカウンターの検出感度は低くなる。
【0008】
しかし、特許文献1ではCVD膜の形成によって欠陥サイズが大きくなることだけに注目しており、ヘイズによる感度低下については考慮されていない。
【0009】
また、CVD膜の形成による欠陥サイズの拡大のみに着目した場合、50nmのCVD膜の形成によりパーティクルサイズが一般的な測定感度の19nmにまで拡大が見込めるのは、CVD膜形成前の時点で12nmより大きなパーティクルである。つまり、12nm以下のパーティクルは50nmのCVD膜の形成では検出できないという事になる。
【0010】
近年、パーティクルカウンターの性能が上がり、12nm以下のパーティクルがCVD膜を形成しなくても測れるようになった。この高感度のパーティクルカウンターの最小サイズの検出感度は10.6nmである。この場合、従来の方法でCVD膜を形成すると、ヘイズの影響により逆に検出感度が悪化してしまう現象が発生する。このため、高感度のパーティクルカウンターで微少な突起状欠陥を測定する場合は、窒化膜の形成をしないで測定した方が高感度であり、その限界(最小感度)は10.6nmということになる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ