TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086403
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200332
出願日
2023-11-28
発明の名称
接合構造及び接合方法
出願人
日昌株式会社
代理人
個人
,
個人
主分類
B29C
65/08 20060101AFI20250602BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】難接着材料であっても、十分な接合強度を確保することができる接合方法を提供する。
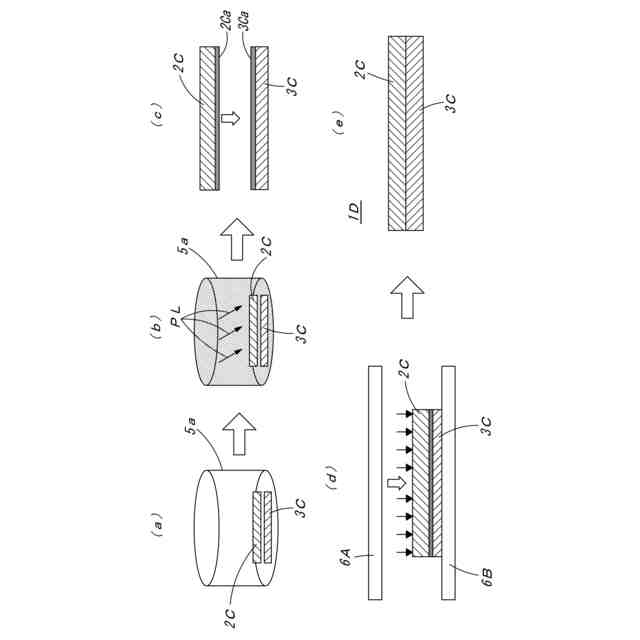
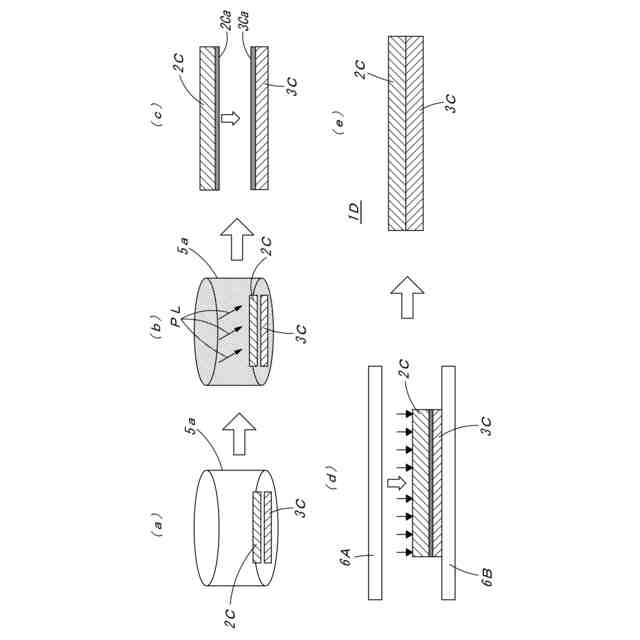
【解決手段】第1の材料2Cと第2の材料3Cの表面(2Ca,3Ca)に対してプラズマ処理を行う事で、第1の材料2Cと第2の材料3Cの表面(2Ca,3Ca)の結合を切断し、親水基を形成する(図6(a)~(b))。そして、親水基が形成された第1の材料2Cの表面2Caと第2の材料3Cの表面3Ca同士を、空気雰囲気下で、重ね合わせる(図6(c))その後、空気雰囲気下で、第1の材料2Cの表面2Caと第2の材料3Cの表面3Caとの間で化学反応が起こる距離まで所定の圧力を加える事で第1の材料2Cの表面2Caと第2の材料3Cの表面3Caとを近付け、且つ、脱水縮合を起こす事で共有結合にて化学的に接合する(図6(d)~(e))。
【選択図】図6
特許請求の範囲
【請求項1】
少なくとも何れか一方の材料が難接着材料からなる第1の材料と、第2の材料を接合するにあたって、該第1の材料と該第2の材料との間に繋ぎ材料を設け、接着剤を用いない接着方法によって、前記繋ぎ材料を介して前記第1の材料と前記第2の材料を接合してなる接合構造。
続きを表示(約 910 文字)
【請求項2】
第1の材料と第2の材料を接合するにあたって、
前記第1の材料と前記第2の材料の表面に対してプラズマ処理を行う事で、前記第1の材料と前記第2の材料の表面の結合を切断し、親水基を形成するステップと、
前記親水基が形成された前記第1の材料の表面と前記第2の材料の表面同士を、空気雰囲気下で、重ね合わせ、その後、空気雰囲気下で、前記第1の材料の表面と前記第2の材料の表面との間で化学反応が起こる距離まで所定の圧力を加える事で前記第1の材料の表面と前記第2の材料の表面とを近付け、且つ、脱水縮合を起こす事で共有結合にて化学的に接合するステップと、を含んでなる接合方法。
【請求項3】
第1の材料と第2の材料との間に繋ぎ材料を設けることによって、該第1の材料と該第2の材料を接合するにあたって、
前記第1の材料と前記繋ぎ材料の表面に対してプラズマ処理を行う事で、前記第1の材料と前記繋ぎ材料の表面の結合を切断し、親水基を形成するステップと、
前記親水基が形成された前記第1の材料の表面と前記繋ぎ材料の表面同士を、空気雰囲気下で、重ね合わせるステップと、
前記第1の材料の表面と前記繋ぎ材料の表面同士を重ね合わせた中間材料の表面と、前記第2の材料の表面に対してプラズマ処理を行う事で、前記中間材料と前記第2の材料の表面の結合を切断し、親水基を形成するステップと、
前記親水基が形成された前記中間材料の表面と前記第2の材料の表面同士を、空気雰囲気下で、重ね合わせ、その後、空気雰囲気下で、前記中間材料の表面と前記第2の材料の表面との間で化学反応が起こる距離まで所定の圧力を加える事で前記中間材料の表面と前記第2の材料の表面とを近付け、且つ、脱水縮合を起こす事で共有結合にて化学的に接合するステップと、を含んでなる接合方法。
【請求項4】
前記プラズマ処理を行うにあたって、水蒸気を導入してなる請求項2又は3に記載の接合方法。
【請求項5】
前記所定の圧力を加える際、加熱してなる請求項2又は3に記載の接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接着剤を用いずとも、所定の材料同士を接合することができる接合構造及び接合方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、所定の材料同士を接合するにあたっては、例えば、特許文献1に示すように、接着剤が用いられている。
【先行技術文献】
【特許文献】
【0003】
特開2018-43415号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、相性の悪い材質や非極性の材質等の難接着材料を接合する際、接着剤を用いると、十分な接合強度を確保することができないという問題があった。
【0005】
そこで、本発明は、上記問題に鑑み、難接着材料であっても、十分な接合強度を確保することができる接合構造及び接合方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記本発明の目的は、以下の手段によって達成される。なお、括弧内は、後述する実施形態の参照符号を付したものであるが、本発明はこれに限定されるものではない。
【0007】
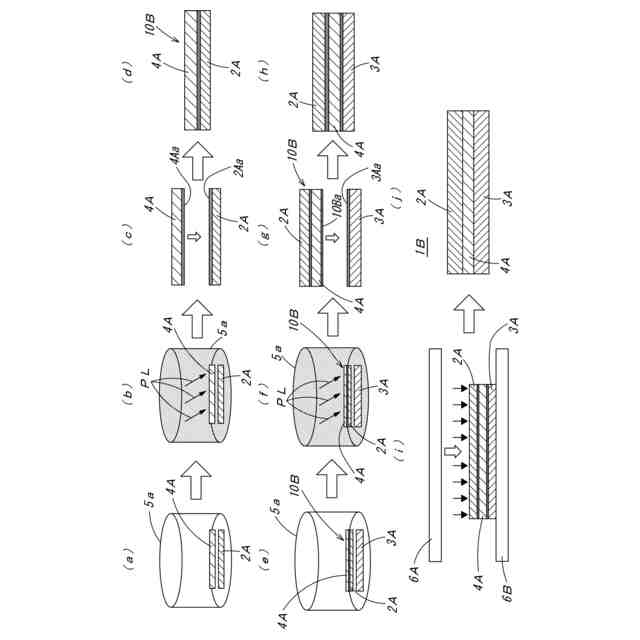
請求項1に係る接合構造は、少なくとも何れか一方の材料が難接着材料からなる第1の材料(2A)と、第2の材料(3A)を接合するにあたって、該第1の材料(2A)と該第2の材料(3A)との間に繋ぎ材料(4A)を設け、接着剤を用いない接着方法によって、前記繋ぎ材料(4A)を介して前記第1の材料(2A)と前記第2の材料(3A)を接合してなることを特徴としている。
【0008】
請求項2に係る接合方法は、第1の材料(2C)と第2の材料(3C)を接合するにあたって、
前記第1の材料(2C)と前記第2の材料(3C)の表面(2Ca,3Ca)に対してプラズマ処理を行う事で、前記第1の材料(2C)と前記第2の材料(3C)の表面(2Ca,3Ca)の結合を切断し、親水基を形成するステップと(図6(a)~(b)参照)、
前記親水基が形成された前記第1の材料(2C)の表面(2Ca)と前記第2の材料(3C)の表面(3Ca)同士を、空気雰囲気下で、重ね合わせ(図6(c)参照)、その後、空気雰囲気下で、前記第1の材料(2C)の表面(2Ca)と前記第2の材料(3C)の表面(3Ca)との間で化学反応が起こる距離まで所定の圧力を加える事で前記第1の材料(2C)の表面(2Ca)と前記第2の材料(3C)の表面(3Ca)とを近付け、且つ、脱水縮合を起こす事で共有結合にて化学的に接合するステップと(図6(d)~(e)参照)、を含んでなることを特徴としている。
【0009】
請求項3に係る接合方法は、第1の材料(2A)と第2の材料(3A)との間に繋ぎ材料(4A)を設けることによって、該第1の材料(2A)と該第2の材料(3A)を接合するにあたって、
前記第1の材料(2A)と前記繋ぎ材料(4A)の表面(2Aa,4Aa)に対してプラズマ処理を行う事で、前記第1の材料(2A)と前記繋ぎ材料(4A)の表面(2Aa,4Aa)の結合を切断し、親水基を形成するステップと(図5(a)~(b)参照)、
前記親水基が形成された前記第1の材料(2A)の表面(2Aa)と前記繋ぎ材料(4A)の表面(4Aa)同士を、空気雰囲気下で、重ね合わせるステップと(図5(c)~(d)参照)、
前記第1の材料(2A)の表面(2Aa)と前記繋ぎ材料(4A)の表面(4Aa)同士を重ね合わせた中間材料(10B)の表面(10Ba)と、前記第2の材料(3A)の表面(3Aa)に対してプラズマ処理を行う事で、前記中間材料(10B)と前記第2の材料(3A)の表面(10Ba,3Aa)の結合を切断し、親水基を形成するステップと(図5(e)~(f)参照)、
前記親水基が形成された前記中間材料(10B)の表面(10Ba)と前記第2の材料(3A)の表面(3Aa)同士を、空気雰囲気下で、重ね合わせ(図5(g)~(h)参照)、その後、空気雰囲気下で、前記中間材料(10B)の表面(10Ba)と前記第2の材料(3A)の表面(3Aa)との間で化学反応が起こる距離まで所定の圧力を加える事で前記中間材料(10B)の表面(10Ba)と前記第2の材料(3A)の表面(3Aa)とを近付け、且つ、脱水縮合を起こす事で共有結合にて化学的に接合するステップと、(図5(i)~(j)参照)を含んでなることを特徴としている。
【0010】
請求項4に係る接合方法は、上記請求項2又は3に記載の接合方法において、前記プラズマ処理を行うにあたって、水蒸気を導入してなることを特徴としている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ