TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079000
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191382
出願日
2023-11-09
発明の名称
乗物用内装材
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B60R
13/02 20060101AFI20250514BHJP(車両一般)
要約
【課題】乗物の衝突時における衝撃吸収性能をより高くすることが可能な乗物用内装材を提供する。
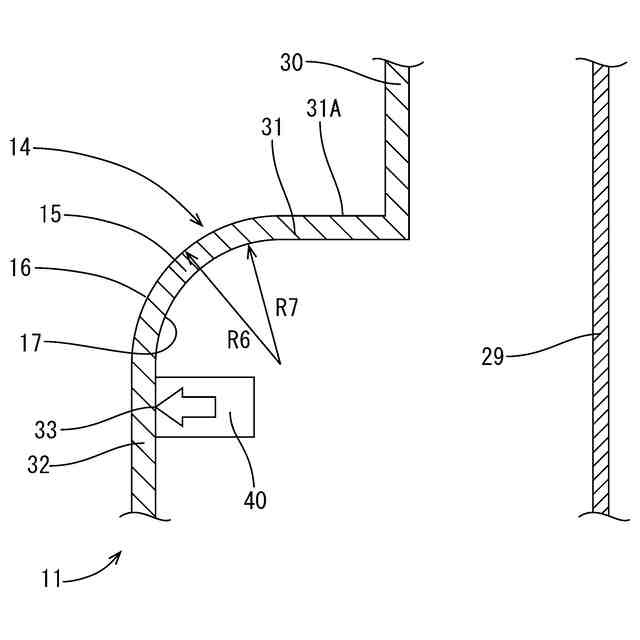
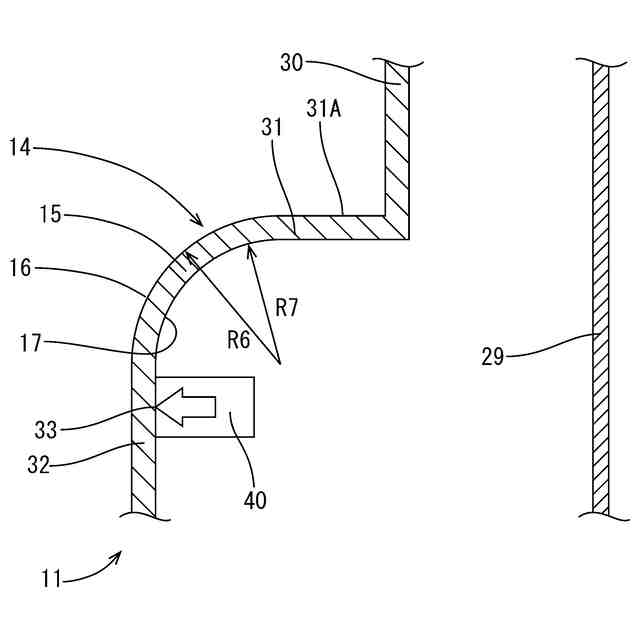
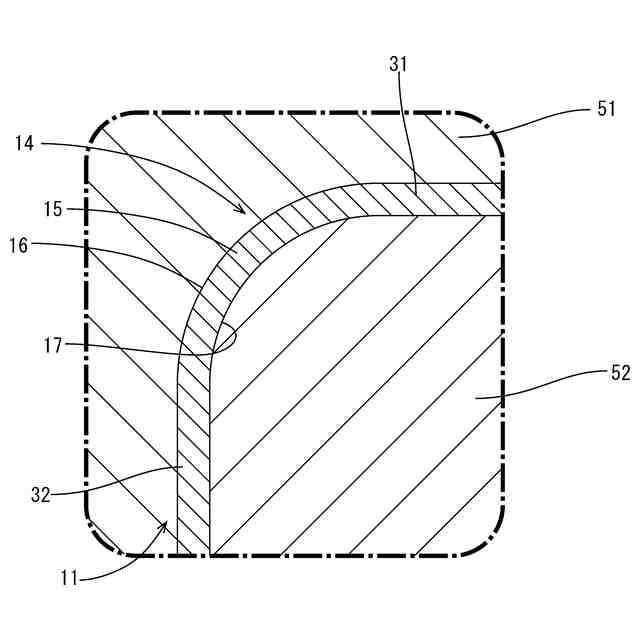
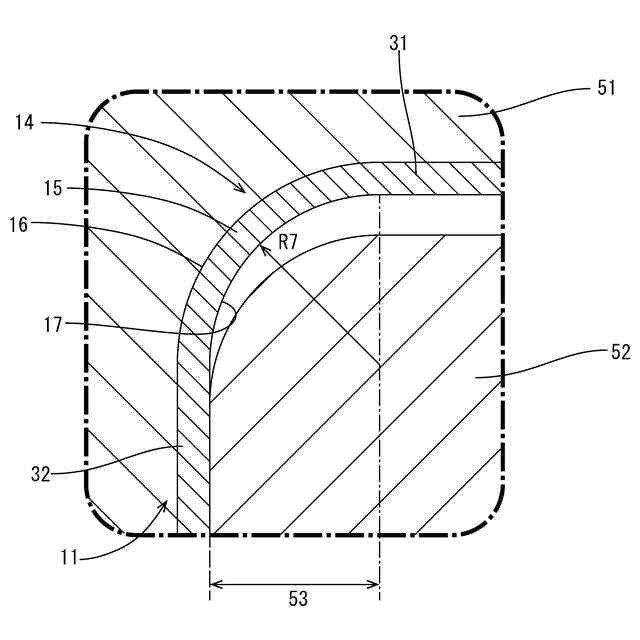
【解決手段】発泡性樹脂を含み互いに交差する第1壁部31及び第2壁部32を備え、第1壁部31及び第2壁部32同士の連結部が車室内側に膨出する角部15を構成するものとされ、角部15における車室内側の面は、凸R面16によって構成されており、角部15における車室外側の面は、凹R面17によって構成されており、凹R面17の半径R7は、3.5mm以上且つ9mm以下で設定されている。
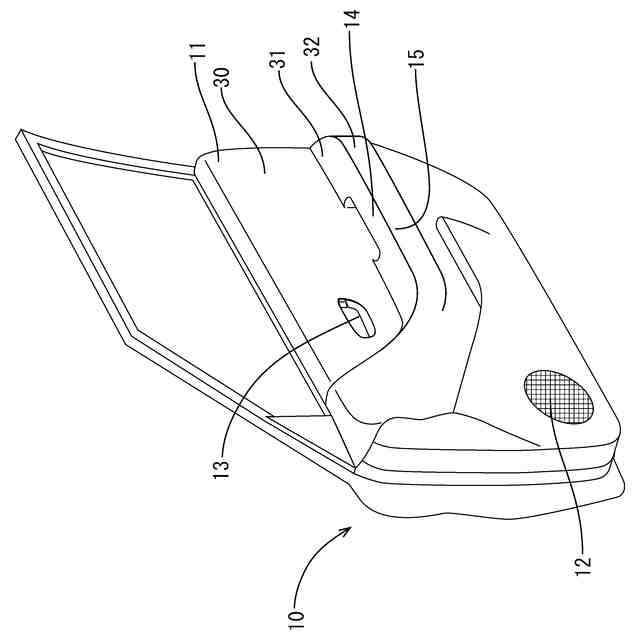
【選択図】図2
特許請求の範囲
【請求項1】
発泡性樹脂を含み互いに交差する2つの壁部を備え、
前記2つの壁部同士の連結部が乗物室内側に膨出する角部を構成するものとされ、
前記角部における乗物室内側の面は、凸R面によって構成されており、
前記角部における乗物室外側の面は、凹R面によって構成されており、
前記凹R面の半径は、3.5mm以上且つ9mm以下で設定されている、乗物用内装材。
続きを表示(約 370 文字)
【請求項2】
前記2つの壁部の各々は、
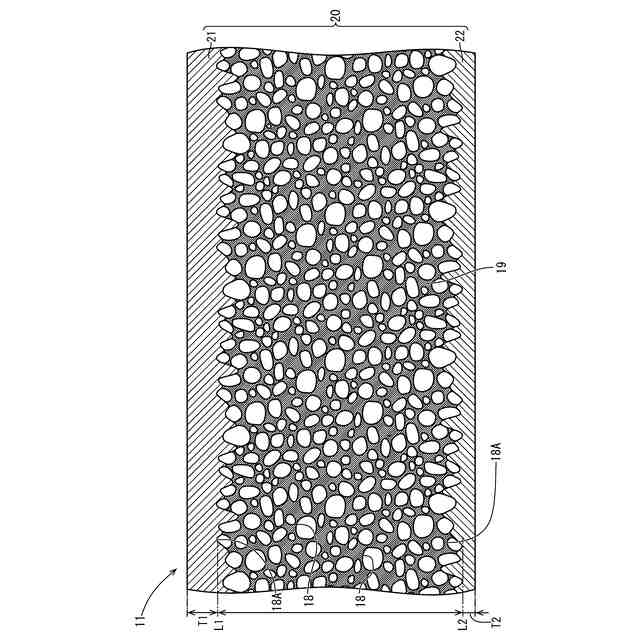
前記発泡性樹脂が発泡してなる複数の気泡を含んだ発泡層と、
前記発泡層の表裏両面を覆う形で配され、前記発泡性樹脂が未発泡の状態である未発泡層と、を備え、
前記未発泡層において、前記発泡層の乗物室内側に配された部分を第1未発泡層とし、前記発泡層の乗物室外側に配された部分を第2未発泡層とした場合において、
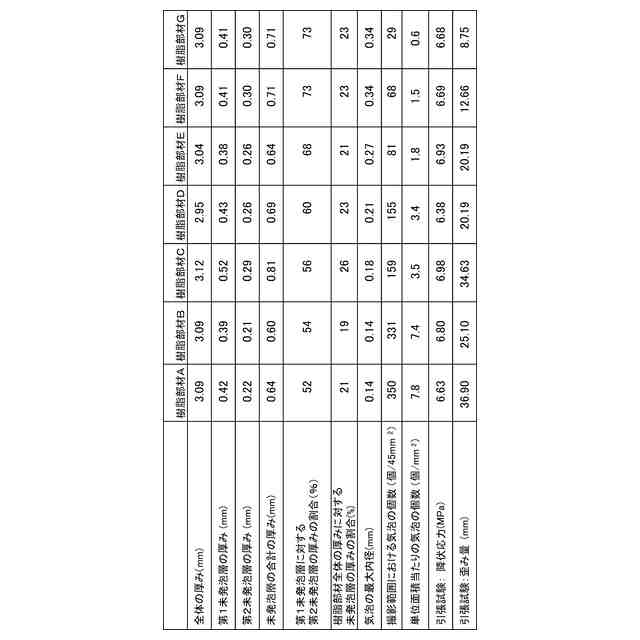
前記第1未発泡層の厚さと、前記第2未発泡層の厚さを足した合計厚さが、0.6mm以上且つ1.0mm以下で設定されている、請求項1に記載の乗物用内装材。
【請求項3】
前記発泡層において、前記複数の気泡のうち円形度が0.5以上である気泡の数密度は、1.55個/mm
2
以上で設定されている、請求項2に記載の乗物用内装材。
発明の詳細な説明
【技術分野】
【0001】
本明細書で開示される技術は、乗物用内装材に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、乗物用内装材として、下記特許文献1に記載のものが知られている。この特許文献1に記載された乗物用内装材(ドアトリム)は、発泡性樹脂によって構成されており、車室内側に膨出するアームレストを備えている。アームレストは、乗員の肘等が載置される載置面(上面14)を構成する第1壁部と、第1壁部における車室内側の端部から下方に延びる第2壁部(前面13を構成する壁部)によって構成されている。これにより、乗物用内装材は、第1壁部と第2壁部との連結部によって構成される角部を備えている。
【先行技術文献】
【特許文献】
【0003】
特開2008-37191号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
乗物衝突時においては、乗物用内装材が乗物外側から押圧される。上記構成のように乗物用内装材が角部を備える構成では、乗物外側から押圧された場合に、角部において応力が集中し、破断し易い。乗物衝突時の衝撃吸収性能をより高くするためには、角部をより伸び易い構造とし、破断し難くすることが求められる。また、乗物用内装材が、発泡性樹脂によって構成されている場合には、発泡の状態によって伸び易さが変化することから、発泡の状態についても留意して設計を行う必要がある。
【0005】
本明細書で開示される技術は上記のような事情に基づいて完成されたものであって、乗物の衝突時における衝撃吸収性能をより高くすることが可能な乗物用内装材を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段として、本明細書で開示される乗物用内装材は、発泡性樹脂を含み互いに交差する2つの壁部を備え、前記2つの壁部同士の連結部が乗物室内側に膨出する角部を構成するものとされ、前記角部における乗物室内側の面は、凸R面によって構成されており、前記角部における乗物室外側の面は、凹R面によって構成されており、前記凹R面の半径は、3.5mm以上且つ9mm以下で設定されていることを特徴とする。
【0007】
上記構成において、凹R面の半径が小さい程、角部において応力集中が起こり易くなり、破断し易くなる。また、本願発明者によれば、角部において凹R面の半径が大きい程、発泡性樹脂が発泡してなる複数の気泡において、気泡同士が繋がった大きな空隙が生じ易く、破断し易くなることが確認された。この原因としては、次のことが考えられる。発泡性樹脂を含む乗物用内装材を成形する場合には、一対の成形型によって構成された成形空間に発泡性樹脂を充満させた後、一対の成形型間の距離を僅かに大きくして成形空間を広げる処理(コアバック)を行い、発泡性樹脂の発泡を促すようにする。ここで、角部を成形する際には、角部を構成する2つの壁部のうち、いずれか一方の板厚方向に沿って成形型をコアバックさせる。凹R面を有する場合、成形空間の拡張部分は、端部において最も小さく、端部から遠ざかるにつれて次第に大きくなる徐変部分を有することになる。この徐変部分においては、成形空間の広がり方(圧力の減り方)が不均一になる。これにより、角部においては、複数の気泡が偏在して発生する結果、気泡が局所的に集中し、気泡同士が繋がった大きな空隙が生じ易くなると考えられる。そして、凹R面の半径が大きい程、徐変部分は広くなるため、気泡同士が繋がった大きな空隙がより発生し易くなると考えられる。
【0008】
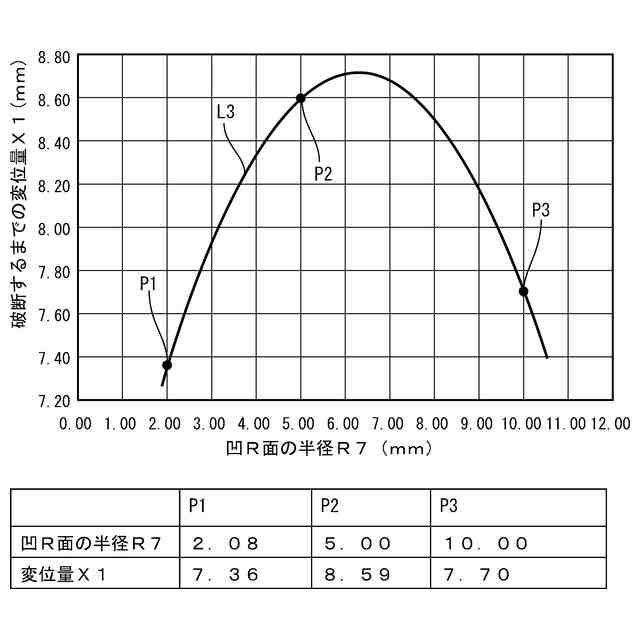
以上のことから、凹R面の半径が、小さ過ぎても破断し易くなり、大き過ぎても破断し易くなると考えられる。つまり、角部においては、凹R面の半径が所定の範囲内において、最も破断し難くなると考えられる。そこで、本願発明者は、凹R面の半径と、押圧部を用いて角部に荷重を作用させた際に、材料が破断するまでの押圧部の変位量(破断変位量)との相関関係を調べるために、乗物用内装材の角部を模した試験片を用いて試験を行った。この試験結果によれば、凹R面の半径が、3.5mm以上且つ9mm以下の範囲で設定されている場合において、従来の構成(凹R面の半径が2mmで設定されている構成)に比べて、破断変位量を1.1倍にできることが確認できた。
【0009】
このように、発泡性樹脂を含む乗物用内装材が角部を備える構成において、凹R面の半径を、3.5mm以上且つ9mm以下の範囲とすることで、破断変位を十分大きくすることができ、乗物の衝突時における衝撃吸収性能をより高くすることができる。
【0010】
また、上記構成において、凹R面は、角部における乗物室外側の面であり、意匠面とは反対側の面である。これに対して、凸R面は意匠面であるため、その半径を設定するためには、意匠性を考慮する必要が生じる。例えば、凸R面の半径が大き過ぎると、角部のシャープさがなくなり、意匠性が低下する事態が懸念される。上記構成では、意匠面とは反対側の面の凹R面の半径を設定することで、衝撃吸収性能をより高くすることができるので、設計の自由度をより高くすることができ、好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ