TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071884
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182298
出願日
2023-10-24
発明の名称
樹脂製スプリングインシュレータ
出願人
住友理工株式会社
代理人
弁理士法人笠井中根国際特許事務所
,
個人
,
個人
主分類
B60G
11/16 20060101AFI20250430BHJP(車両一般)
要約
【課題】軟質樹脂層の成形に際して、硬質樹脂層の変形を防ぎつつ、軟質樹脂層の成形不良も防ぐことができる、新規な構造の樹脂製スプリングインシュレータを提供する。
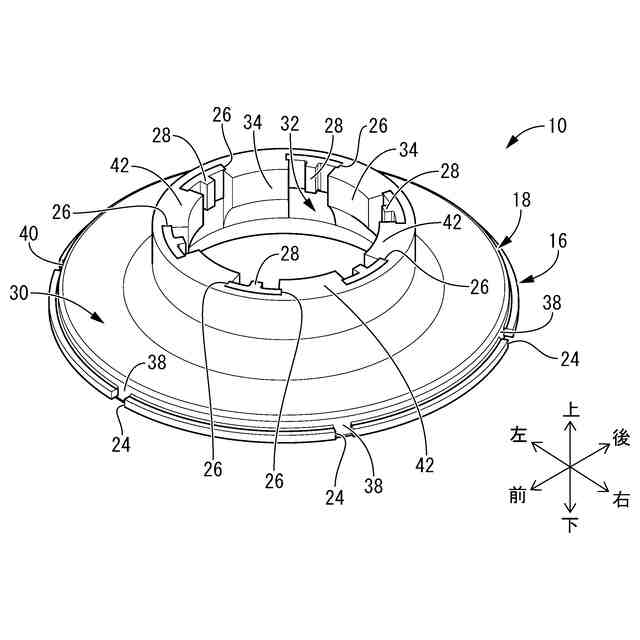
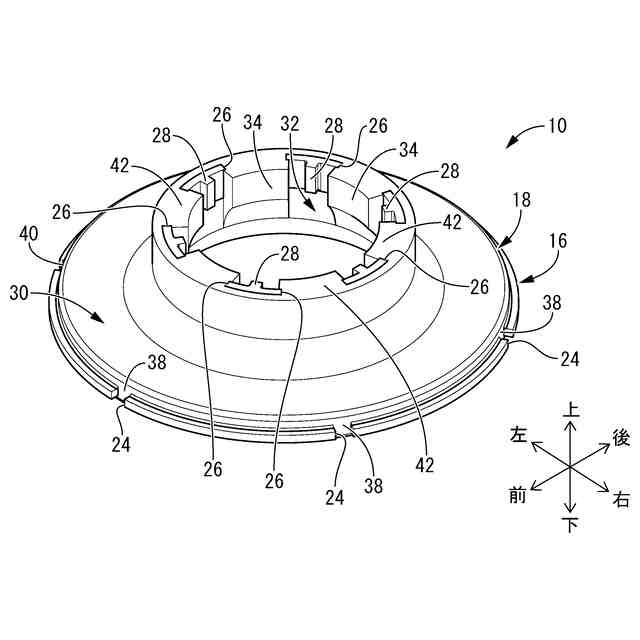
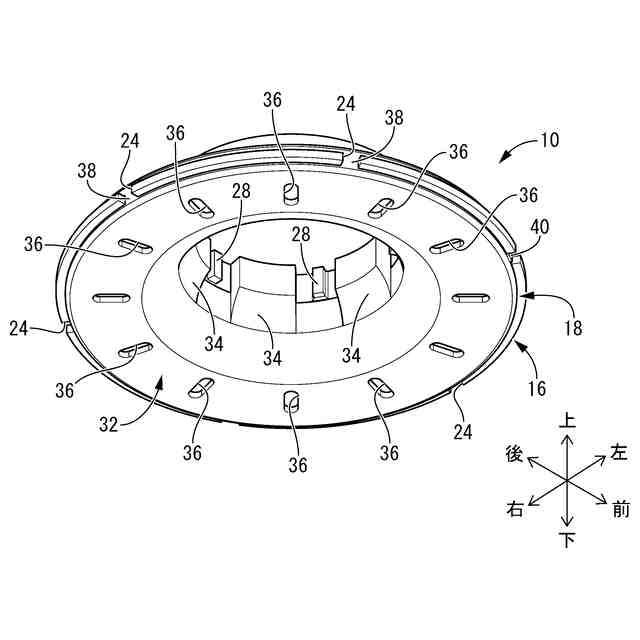
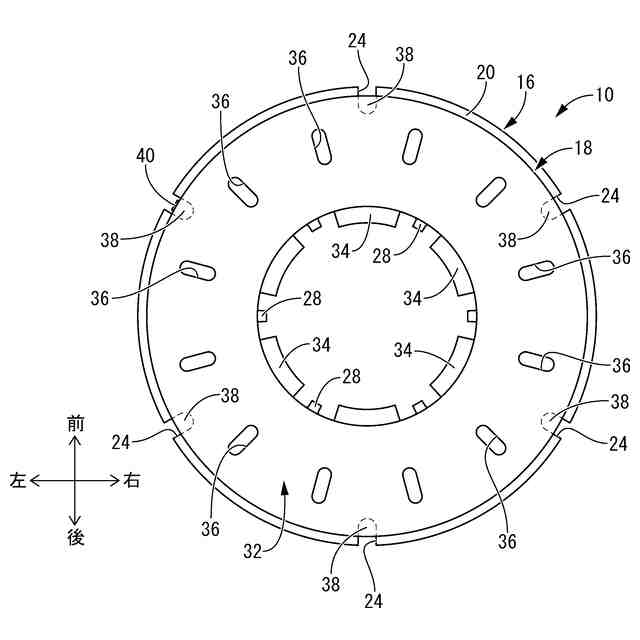
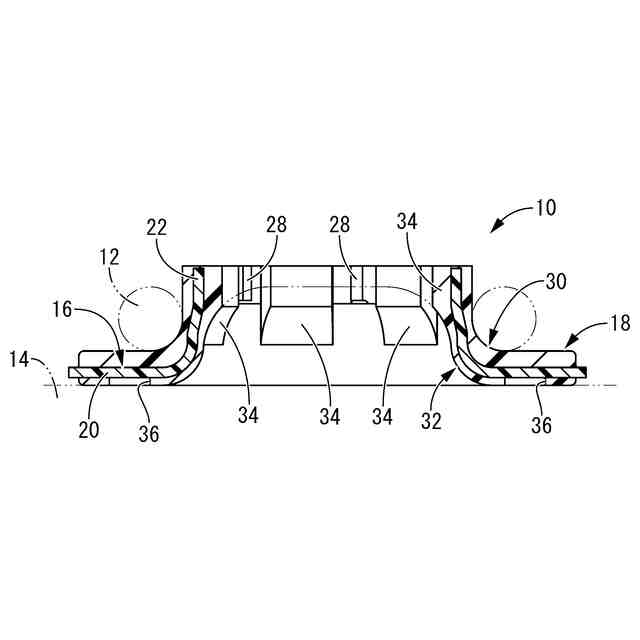
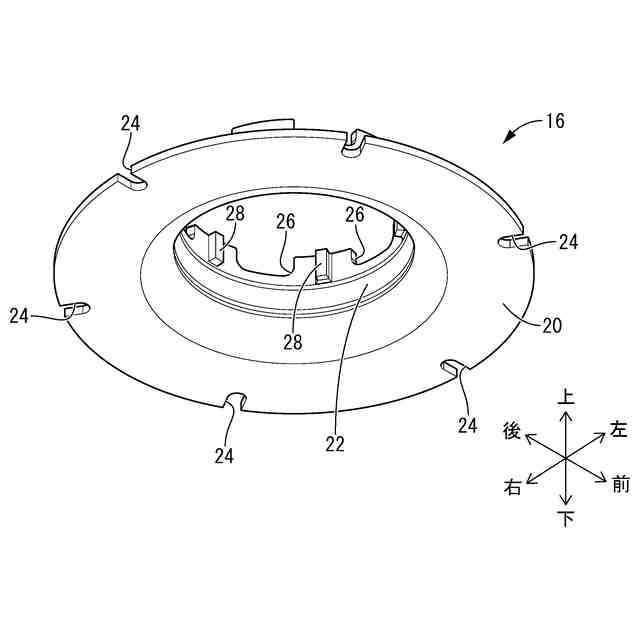
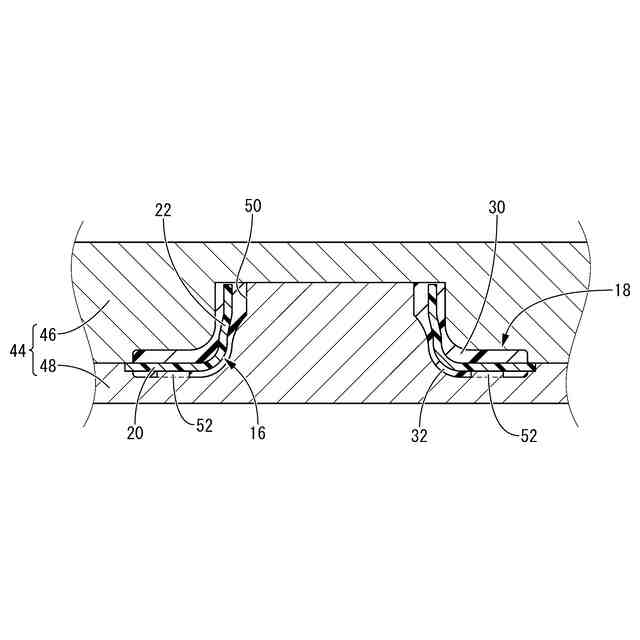
【解決手段】コイルスプリング12の端部に重ね合わされる樹脂製スプリングインシュレータ10であって、板状の着座部20を備えた硬質樹脂層16と、硬質樹脂層16よりも低硬度の軟質樹脂材料で形成されて硬質樹脂層16の着座部20の両面に固着された第一軟質樹脂層30と第二軟質樹脂層32とを、備えており、硬質樹脂層16の端部には切欠き24(26)が形成されており、第一軟質樹脂層30と第二軟質樹脂層32とを切欠き24(26)を通じて一体的に連続させる軟質樹脂連続部38(42)が設けられており、少なくとも1つの軟質樹脂連続部38(42)において軟質樹脂材料が注入成形されていることによって軟質樹脂連続部38(42)に樹脂注入痕40が存在している。
【選択図】図1
特許請求の範囲
【請求項1】
コイルスプリングの端部に重ね合わされる樹脂製スプリングインシュレータであって、
板状の着座部を備えた硬質樹脂層と、該硬質樹脂層よりも低硬度の軟質樹脂材料で形成されて該硬質樹脂層の該着座部の両面に固着された第一軟質樹脂層と第二軟質樹脂層とを、備えており、
該硬質樹脂層の端部には切欠きが形成されており、
該第一軟質樹脂層と該第二軟質樹脂層とを該切欠きを通じて一体的に連続させる軟質樹脂連続部が設けられており、少なくとも1つの該軟質樹脂連続部において該軟質樹脂材料が注入成形されていることによって該軟質樹脂連続部に樹脂注入痕が存在している樹脂製スプリングインシュレータ。
続きを表示(約 1,200 文字)
【請求項2】
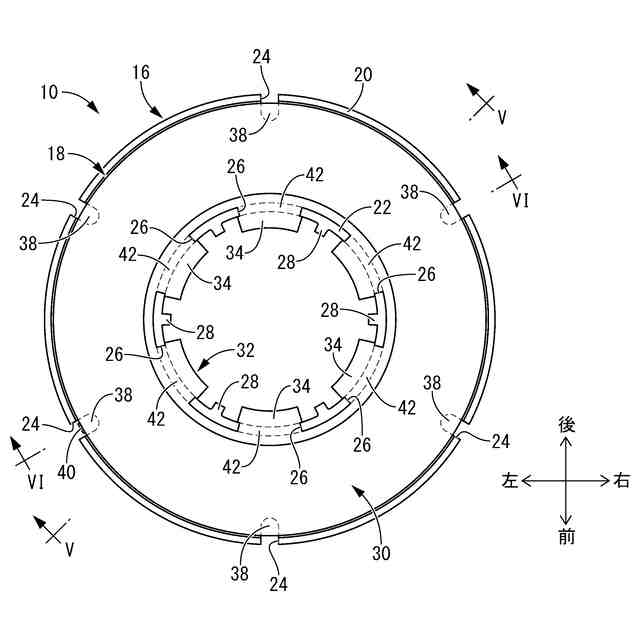
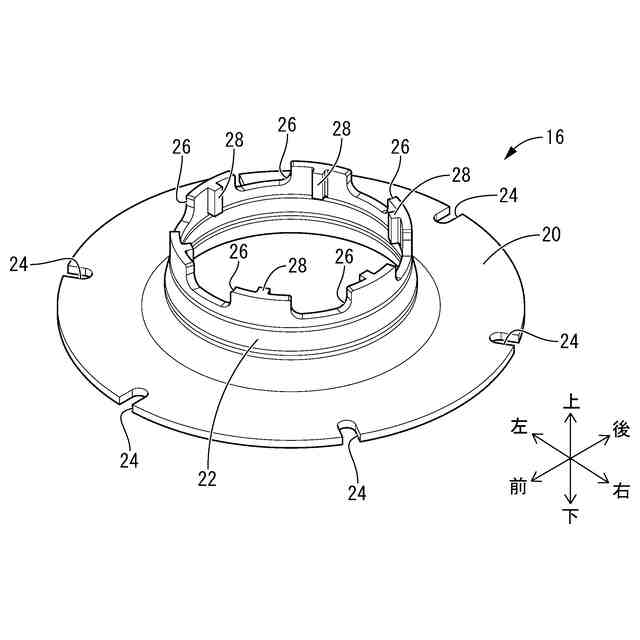
前記硬質樹脂層は、環板状の前記着座部と、該着座部の内周端部から該着座部の板厚方向の一方側へ向けて突出する筒状挿入部とを、備えており、
前記切欠きが該着座部の外周端部と該筒状挿入部の突出先端部との少なくとも一方に形成されている請求項1に記載の樹脂製スプリングインシュレータ。
【請求項3】
前記着座部の外周端部に形成された前記切欠きと、前記筒状挿入部の突出先端部に形成された前記切欠きとの両方が設けられており、
該着座部の板厚方向一方の表面に前記第一軟質樹脂層が固着されていると共に、該着座部の板厚方向他方の表面に前記第二軟質樹脂層が固着されており、
該筒状挿入部の外周面に該第一軟質樹脂層が延び出して固着されていると共に、該筒状挿入部の内周面に該第二軟質樹脂層が延び出して固着されている請求項2に記載の樹脂製スプリングインシュレータ。
【請求項4】
前記樹脂注入痕が前記着座部の外周端部に形成された前記切欠き内に位置している請求項2又は3に記載の樹脂製スプリングインシュレータ。
【請求項5】
前記着座部の外周端部に前記切欠きが形成されており、
該切欠きを周方向へ外れた部位において該着座部が前記第一軟質樹脂層及び前記第二軟質樹脂層よりも外周へ突出している請求項2又は3に記載の樹脂製スプリングインシュレータ。
【請求項6】
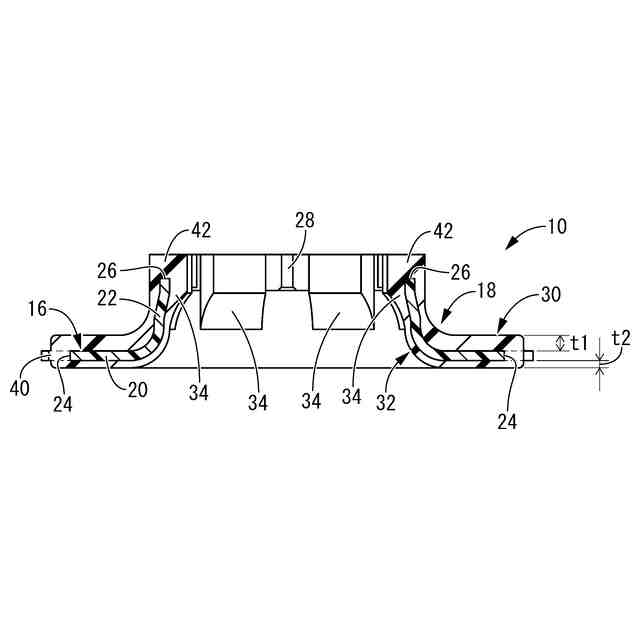
前記着座部における前記コイルスプリング側の面に固着された前記第一軟質樹脂層が、前記第二軟質樹脂層よりも厚肉とされており、
前記軟質樹脂連続部に設けられた前記樹脂注入痕が該第一軟質樹脂層の表面よりも該第二軟質樹脂層の表面に近い位置に配置されている請求項1又は2に記載の樹脂製スプリングインシュレータ。
【請求項7】
前記切欠きは、前記硬質樹脂層の周方向の複数箇所に設けられている請求項1又は2に記載の樹脂製スプリングインシュレータ。
【請求項8】
コイルスプリングの端部に重ね合わされる樹脂製スプリングインシュレータの製造方法であって、
板状の着座部を備えると共に、部材端縁部に切欠きが形成された硬質樹脂層を準備する硬質樹脂層準備工程と、
該硬質樹脂層がセットされた成形用金型のキャビティに対して、該端縁部に軟質樹脂材料を注入して、該切欠きから該硬質樹脂層の両面へ該軟質樹脂材料を分流させることで該着座部の両面に対して該硬質樹脂層よりも硬度が小さい第一軟質樹脂層と第二軟質樹脂層とを一体的に形成する軟質樹脂層形成工程と
を、含む樹脂製スプリングインシュレータの製造方法。
【請求項9】
前記成形用金型には、前記キャビティ内へ突出する支持突部が設けられており、
前記軟質樹脂層形成工程において、該支持突部が該キャビティにセットされた前記硬質樹脂層の前記着座部に当接して該着座部を板厚方向で支持する請求項8に記載の樹脂製スプリングインシュレータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば自動車のサスペンション機構等においてコイルスプリングの端部に重ね合わされる樹脂製スプリングインシュレータに関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、自動車のサスペンション機構等において、コイルスプリングの端部を受ける部分には、異音や損傷を防止するためにスプリングインシュレータが配されている。スプリングインシュレータは、例えば、特開2016-215961号公報(特許文献1)にも開示されているように、硬質層(インサート部材)の表面に軟質層(弾性部材)が固着された構造とされており、コイルスプリングと車両ボデー等との間に介在することで、コイルスプリングと車両ボデー等との直接的な接触を防止する。
【先行技術文献】
【特許文献】
【0003】
特開2016-215961号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来のスプリングインシュレータは、一般的に、金属製の硬質層の表面にゴム製の軟質層を固着することによって形成されていた。しかしながら、このようなゴム製のスプリングインシュレータは、軟質層と硬質層とを接着するために硬質層への接着剤の塗布等が必要であり、軟質層の加硫成形にも時間がかかるという問題があった。
【0005】
そこで、本発明者は、硬質樹脂層の表面に軟質樹脂層を固着させた樹脂製スプリングインシュレータの採用を検討している。樹脂製スプリングインシュレータは、硬質の合成樹脂材料からなる硬質樹脂層を成形した後、硬質樹脂層をインサートした軟質樹脂層を成形することによって得ることができる。このような樹脂製スプリングインシュレータによれば、硬質樹脂層と軟質樹脂層の何れも短時間で成形することが可能であると共に、軟質樹脂層の成形時の熱によって硬質樹脂層と軟質樹脂層を融着させて、簡単に一体化することも期待できる。
【0006】
しかしながら、本発明者が検討したところ、硬質樹脂層の表面に軟質樹脂層を射出成形する際に、軟質樹脂材料の射出圧を高く設定すると、薄肉で比較的に強度が低い硬質樹脂層が軟質樹脂材料の射出圧によって変形してしまうことが分かった。一方、硬質樹脂層が変形しない程度まで軟質樹脂材料の射出圧を下げると、硬質樹脂層の表面を覆う軟質樹脂層においてヒケやボイドなどの成形不良が発生し易くなるという問題があった。
【0007】
本発明の解決課題は、軟質樹脂層の成形に際して、硬質樹脂層の変形を防ぎつつ、軟質樹脂層の成形不良も防ぐことができる、新規な構造の樹脂製スプリングインシュレータを提供することにある。
【0008】
また、本発明は、軟質樹脂層の成形に際して、硬質樹脂層の変形を防ぎつつ、軟質樹脂層の成形不良も防ぐことができる、新規な樹脂製スプリングインシュレータの製造方法を提供することも、目的とする。
【課題を解決するための手段】
【0009】
以下、本発明を把握するための好ましい態様について記載するが、以下に記載の各態様は、例示的に記載したものであって、適宜に互いに組み合わせて採用され得るだけでなく、各態様に記載の複数の構成要素についても、可能な限り独立して認識及び採用することができ、適宜に別の態様に記載の何れかの構成要素と組み合わせて採用することもできる。それによって、本発明では、以下に記載の態様に限定されることなく、種々の別態様が実現され得る。
【0010】
第一の態様は、コイルスプリングの端部に重ね合わされる樹脂製スプリングインシュレータであって、板状の着座部を備えた硬質樹脂層と、該硬質樹脂層よりも低硬度の軟質樹脂材料で形成されて該硬質樹脂層の該着座部の両面に固着された第一軟質樹脂層と第二軟質樹脂層とを、備えており、該硬質樹脂層の端部には切欠きが形成されており、該第一軟質樹脂層と該第二軟質樹脂層とを該切欠きを通じて一体的に連続させる軟質樹脂連続部が設けられており、少なくとも1つの該軟質樹脂連続部において該軟質樹脂材料が注入成形されていることによって該軟質樹脂連続部に樹脂注入痕が存在しているものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ