TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025048772
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2024153619
出願日
2024-09-06
発明の名称
無機質板の塗装方法、及び塗膜付き無機質板
出願人
株式会社ノザワ
,
株式会社トウペ
,
習志野化工株式会社
代理人
個人
主分類
B05D
1/36 20060101AFI20250326BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】単色塗装でありながら、無機質板表面の凹凸がより立体的に際立つ仕上がり感を得ることができる無機質板の塗装方法、及び塗膜付き無機質板を提供する。
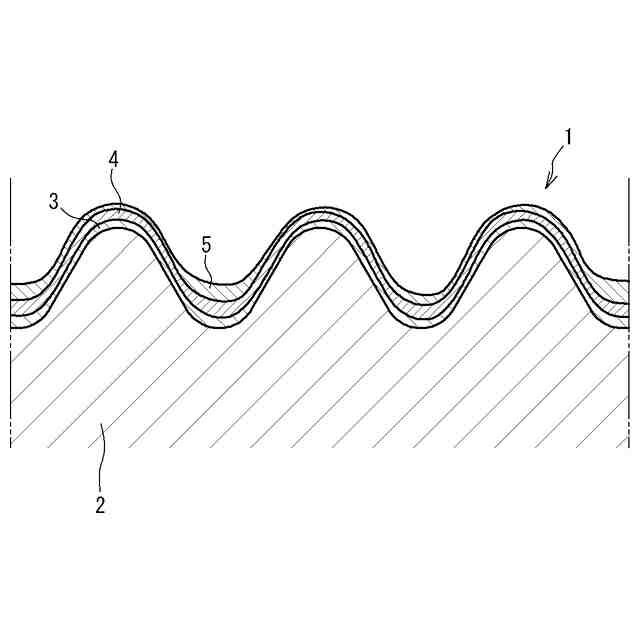
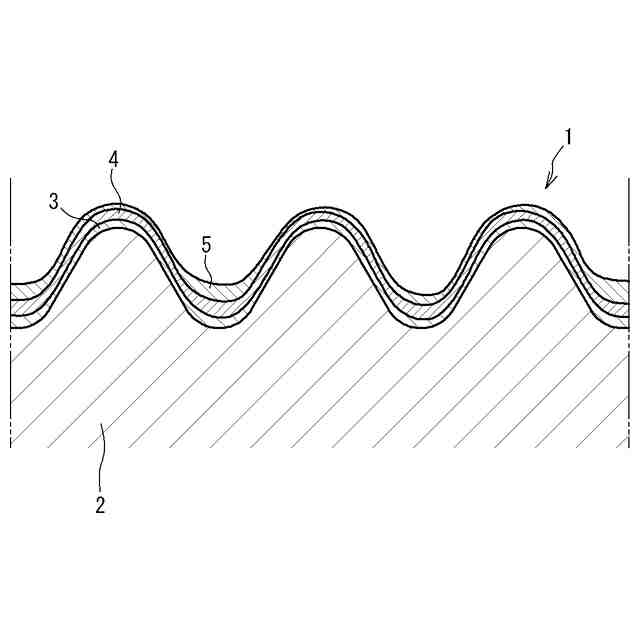
【解決手段】凹凸によるデザイン部が表面に施された無機質板の塗装方法であって、無機質板2の表面にシーラーを塗布してシーラー層3を形成し、このシーラー層3の上にベース色となる単色塗装を施してベースコート層4を形成した後、着色顔料を含有するカラークリヤーコートをデザイン部の凸頂部側から流下するように塗布してトップコート層5を形成し、乾燥後のトップコート層5中の着色顔料の含有率が0.15~5.0重量%であり、かつトップコート層5における凹凸間で厚みが変化した状態とする。
【選択図】図1
特許請求の範囲
【請求項1】
凹凸によるデザイン部が表面に施された無機質板の塗装方法であって、
前記無機質板の表面にシーラーを塗布してシーラー層を形成し、このシーラー層の上にベース色となる単色塗装を施してベースコート層を形成した後、着色顔料を含有するカラークリヤーコートを前記デザイン部の凸頂部側から流下するように塗布してトップコート層を形成し、乾燥後の当該トップコート層中の当該着色顔料の含有率が0.15~5.0重量%であり、かつ当該トップコート層における前記凹凸間で厚みが変化した状態となっていることを特徴とする無機質板の塗装方法。
続きを表示(約 920 文字)
【請求項2】
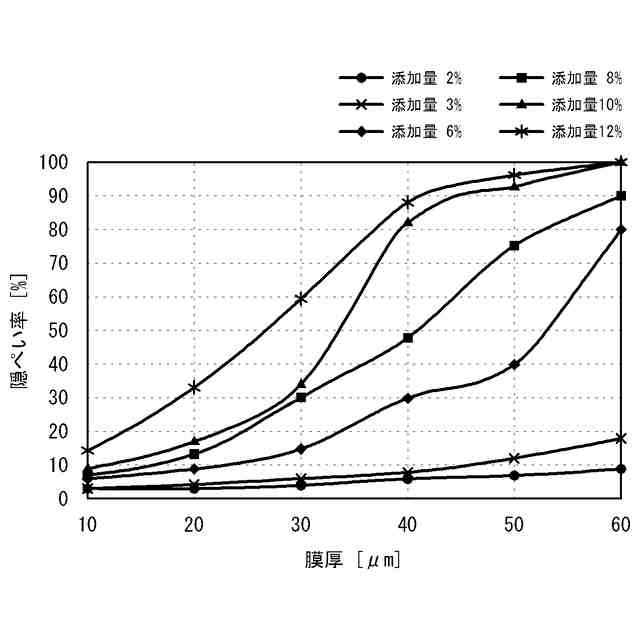
前記カラークリヤーコートを濃彩色とした場合、前記乾燥後のトップコート層中の着色顔料の含有率は0.15~0.6重量%であることを特徴とする請求項1に記載の無機質板の塗装方法。
【請求項3】
前記トップコート層の塗膜厚み10μmにおける隠ぺい率の範囲が3~9%、塗膜厚み60μmにおける隠ぺい率の範囲が18~100%であり、塗膜厚み10μmと60μmにおける隠ぺい率の差の範囲が15~91%であることを特徴とする請求項2に記載の無機質板の製造方法。
【請求項4】
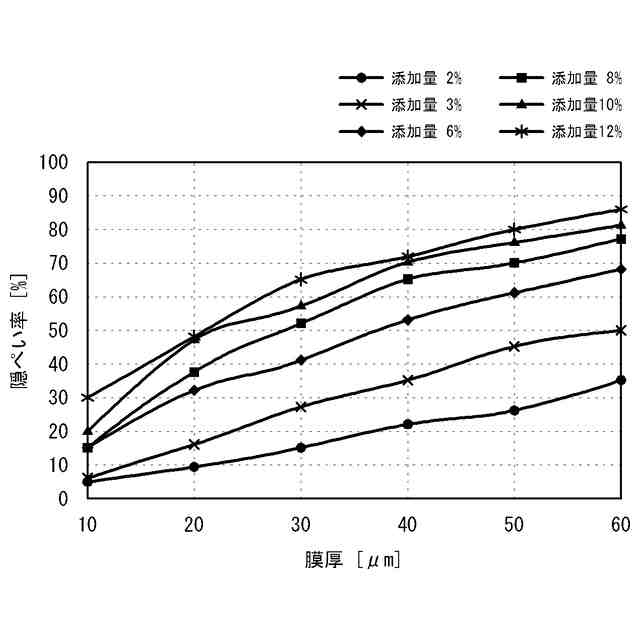
前記カラークリヤーコートを淡彩色とした場合、前記乾燥後のトップコート層中の着色顔料の含有率は1.55~5.0重量%であることを特徴とする請求項1に記載の無機質板の塗装方法。
【請求項5】
前記トップコート層の塗膜厚み10μmにおける隠ぺい率の範囲が6~20%、塗膜厚み60μmにおける隠ぺい率の範囲が50~81%であり、塗膜厚み10μmと60μmにおける隠ぺい率の差の範囲が44~61%であることを特徴とする請求項4に記載の無機質板の製造方法。
【請求項6】
前記トップコート層を形成する際に、前記カラークリヤーコートを岩田カップNK-2による粘度で8~20秒に設定することを特徴とする請求項1~5のいずれかに記載の無機質板の塗装方法。
【請求項7】
前記トップコート層を形成する際に、前記無機質板の温度を20~60℃に設定することを特徴とする請求項1に記載の無機質板の塗装方法。
【請求項8】
前記トップコート層の上に、更にオーバーコート層を形成することを特徴とする請求項1に記載の無機質板の塗装方法。
【請求項9】
前記デザイン部の凸部高さが1~30mmである請求項1に記載の無機質板の塗装方法。
【請求項10】
前記凹凸によるデザイン部が、エンボス模様、井形状に溝が形成されたグリッド模様、又は一方向に並列して連続するリブであることを特徴とする請求項1に記載の無機質板の塗装方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、エンボス模様やリブなどの多様なデザインが施された無機質板表面の意匠性を向上させるための塗装方法と、その方法により形成された塗膜付き無機質板であり、均一な塗装仕上げではなく、同じパネル内で色合いが変化するグラデーション的な効果を持たせることができる塗装方法、及び塗膜付き無機質板に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、無機質板の工場塗装では単一の色を塗装(単色塗装)する方法が多く用いられてきた。特に押出成形セメント板の凹凸形状によるデザインパネルの場合は、単色塗装でも凹凸形状により発生する陰影が他の無機質板に比べて大きく、見た目の陰影や色差により高意匠性を得てきた。しかし、無機質板の塗装として、よりリアリティのある質感や一見して塗装には見えない仕上がり、一定ではなくムラ感のある仕上りの要求が高まってきた。
【0003】
無機質板の塗装として、表面に凹凸(例えばエンボス模様)を施したスレート板や繊維セメント板(厚み3~6mm程度のボード)に、均一の塗装を行った後、塗料を流下させるようにカラークリヤ塗装を行い、凹凸の凸部と凹部で色合いを変化させることが行われている。
【0004】
特許文献1の方法は、凹凸模様を有する基材の模様面全体に着色塗料を塗布し、この着色塗料を指接触乾燥状態まで乾燥し、上向きかつほぼ水平に保たれた塗装面全体にフォードカップNO.4による粘度が30秒以下であり、かつ着色塗料とは異なる色のカラークリヤ塗料を塗布し、凹凸模様における凸部平坦上のカラークリヤ塗料の大部分を凹部に流下し、ついで塗料を乾燥させるものである。
【0005】
特許文献2の方法は、多数のスプレーガンをコンピュータ制御により、ベース塗装を施した凹凸を有する建材表面の任意の場所に塗装する方法において、塗布直後の塗料が塗布面に沿って容易に流れる程度の低粘度、低着色顔料成分の塗料を、凹凸模様を有する建材表面に吹き付け、塗料の乾燥前に前記塗料を凹部に流下させることにより凹部の色彩を凸部頂部より濃くするように塗装するものである。
【先行技術文献】
【特許文献】
【0006】
特開昭54-152576
特開2003-251267
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1では、凹凸模様を施したスレートなどの表面に塗装を行うものであり、その凹凸模様の形状についての記載はない。スレートなどの薄い無機質板の場合、その模様の凹凸の深さは最大でも3mm程度であり、これに塗装を行うものである。また、特許文献2では、表面に凹凸差3mmの大小凹凸模様が形成された繊維強化セメント板に塗装を行うものである。
【0008】
いずれの特許も、クリヤー塗料が流下することにより、凹部の色が凸部よりも濃くなり、立体感のある模様とするものであるが、凹凸模様は最大でも3mm程度であり、得られる立体化やグラデーションの効果はそれほど高いものではない。
【0009】
本発明は従来技術の問題点に鑑み、単色塗装でありながら、無機質板表面の凹凸がより立体的に際立つ仕上がり感を得ることができる無機質板の塗装方法、及び塗膜付き無機質板を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の無機質板の塗装方法は、凹凸によるデザイン部が表面に施された無機質板の塗装方法であって、前記無機質板の表面にシーラーを塗布してシーラー層を形成し、このシーラー層の上にベース色となる単色塗装を施してベースコート層を形成した後、着色顔料を含有するカラークリヤーコートを前記デザイン部の凸頂部側から流下するように塗布してトップコート層を形成し、乾燥後の当該トップコート層中の当該着色顔料の含有率が0.15~5.0重量%であり、かつ当該トップコート層における前記凹凸間で厚みが変化した状態となっていることを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ