TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044570
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152226
出願日
2023-09-20
発明の名称
アルミニウム材の接合方法及びアルミニウム材の接合体
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
F16B
5/08 20060101AFI20250326BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】不連続部となる溶着部を有する部材と他の部材とを、摩擦熱による塑性流動を伴って接合する際に、溶着部へ影響を与えることなく高い強度で部材同士を接合できるアルミニウム材の接合方法及びアルミニウム材の接合体を提供する。
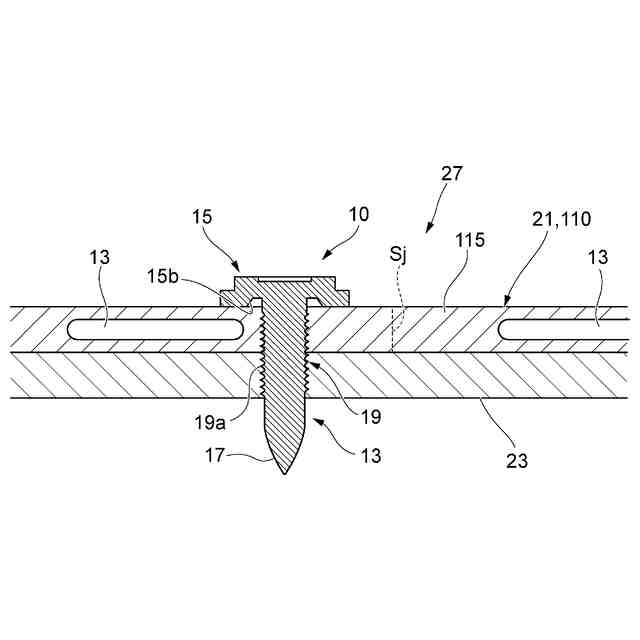
【解決手段】アルミニウム材を押出成形した板状の第一部材21と、アルミニウム材からなる第二部材23とを接合するアルミニウム材の接合方法であって、第一部材21は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部Sjを有し、第二部材23を、少なくとも第一部材21の溶着部Sjが形成されていない非溶着部位に重ね合わせた重ね合わせ部Oに、接合用締結部材10又は摩擦撹拌接合工具を押し当てながら回転させ、発生する摩擦熱により第一部材21と第二部材23とを軟化させて撹拌接合する。
【選択図】図11
特許請求の範囲
【請求項1】
アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材の接合方法であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部を有し、
前記第二部材を、少なくとも前記第一部材の前記溶着部が形成されていない非溶着部位に重ね合わせて重ね合わせ部を形成し、
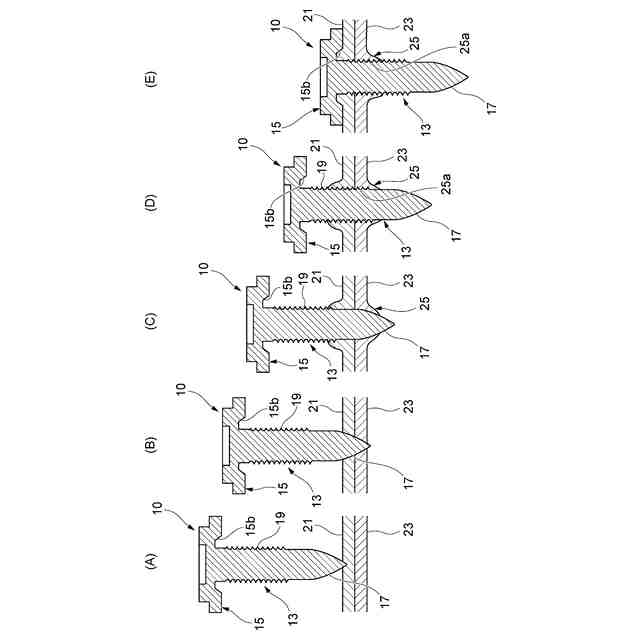
前記重ね合わせ部に棒状の接合用締結部材を押し当てて回転させ、発生する摩擦熱により前記重ね合わせ部を塑性流動させながら前記接合用締結部材を前記重ね合わせ部に貫通させて、前記第一部材と前記第二部材とを接合する、
アルミニウム材の接合方法。
続きを表示(約 1,800 文字)
【請求項2】
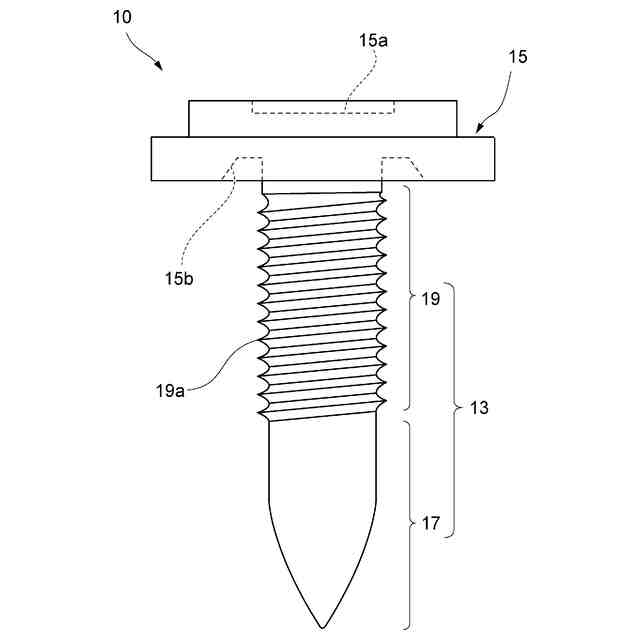
前記接合用締結部材は、軸部と前記軸部の基端に接続された頭部とを備え、前記軸部は、外周面にねじ山を有するねじ部と、前記ねじ部の先端側に設けられた尖った軸先端部とを有し、
記接合用締結部材を、前記軸部の軸線まわりに回転させつつ前記軸先端部から前記重ね合わせ部に押し込み、前記軸部を前記重ね合わせ部に貫通させて前記ねじ部のねじ山と前記重ね合わせ部とを係合させる、
請求項1に記載のアルミニウム材の接合方法。
【請求項3】
前記第二部材の前記重ね合わせ部の厚さは、1.0mm以上、5.0mm以下である、
請求項1又は請求項2に記載のアルミニウム材の接合方法。
【請求項4】
アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材の接合方法であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部を有し、
前記第二部材を、少なくとも前記第一部材の前記溶着部が形成されていない非溶着部位に重ね合わせて重ね合わせ部を形成し、
摩擦撹拌接合工具の先端を前記重ね合わせ部に押し当てて回転させながら、前記重ね合わせ部の前記第一部材と前記第二部材との界面に沿って移動させて、前記重ね合わせ部の前記第一部材と前記第二部材とを摩擦撹拌接合する、
アルミニウム材の接合方法。
【請求項5】
アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材の接合方法であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向と押出方向とに直交する幅方向、及び前記押出方向に沿って形成された溶着部を有し、
前記第一部材の前記押出方向に沿った端面に前記第二部材を突き合わせて重ねた重ね合わせ部を形成し、
摩擦撹拌接合工具の先端を、前記重ね合わせ部に押し当てて回転させながら、前記重ね合わせ部の前記第一部材と前記第二部材との界面に沿って移動させて、前記重ね合わせ部を前記厚さ方向に前記溶着部を越えない範囲で摩擦撹拌接合することを、前記第一部材の一方の板面側と他方の板面側とからそれぞれ行う、
アルミニウム材の接合方法。
【請求項6】
前記第一部材は、前記アルミニウム材をポートホール押出成形した中空形材である、
請求項1、4及び5のいずれか1項に記載のアルミニウム材の接合方法。
【請求項7】
前記第一部材と前記第二部材との接合位置と前記溶着部の位置とを決定する工程を有し、
前記工程は、前記接合位置を前記溶着部から離れた位置に配置する手順と、前記溶着部を前記接合位置から離れた位置に形成させる手順との少なくとも一方を含む、
請求項1、4及び5のいずれか1項に記載のアルミニウム材の接合方法。
【請求項8】
前記第一部材は、前記溶着部の位置を表すマーキング部を有する、
請求項1、4及び5のいずれか1項に記載のアルミニウム材の接合方法。
【請求項9】
前記マーキング部は、凹部、凸部又は段差のいずれかを含む形状特徴部、又は印刷層により形成される、
請求項8に記載のアルミニウム材の接合方法。
【請求項10】
アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材との接合体であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部を有し、
前記第一部材の前記溶着部が形成されていない非溶着部位と前記第二部材との重ね合わせ部に、棒状の接合用締結部材が前記第一部材と前記第二部材とを貫通して設けられ、前記第一部材と前記第二部材とが接合されている、
アルミニウム材の接合体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム材の接合方法及びアルミニウム材の接合体に関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
従来より、車両における乗員の安全性の向上が求められており、係る目的のために車体の強度を向上させてきた。他方、地球温暖化問題等の深刻化を背景に、自動車の燃費改善の動きが加速している。燃費改善には車体の軽量化が有効であることが知られている。
上記した背景のもと、電力により走行する車両(電気自動車、ハイブリッド自動車等を含む)の開発が進展している。また、自動車以外の分野においても、例えば自走式ロボット等の機器の開発が進展している。このような車両又は機器に搭載する電池システムは、一般的に多数のバッテリー(電池、電池セル)をバッテリートレイに収容した構成を有している。そこで、このバッテリートレイをアルミニウム材により作製することで、車両の軽量化を図ることが試みられている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2009-105007号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記したバッテリートレイ等の自動車部品においては、複数枚の押出パネルを組み合わせることで所望の形状を容易に作り出せる。特に、アルミニウム材の押出パネルにおいては、例えば、ポートホール押出法により、板材内に中空部を有するような複雑な断面形状であっても高効率で製造できる。
【0005】
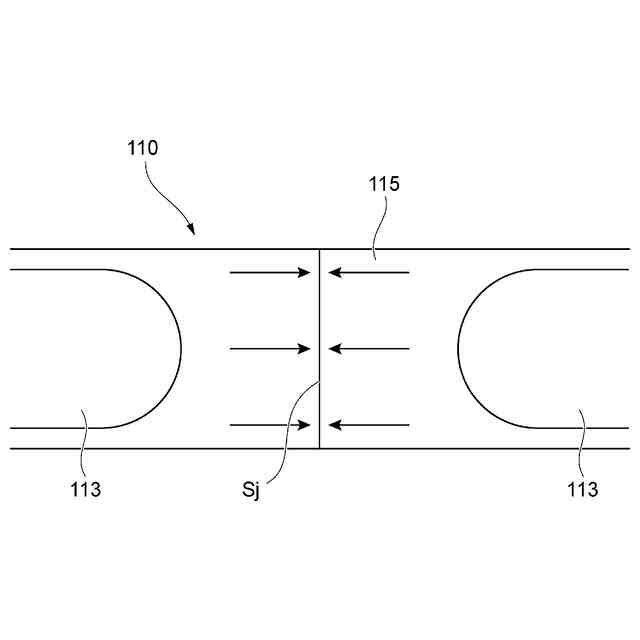
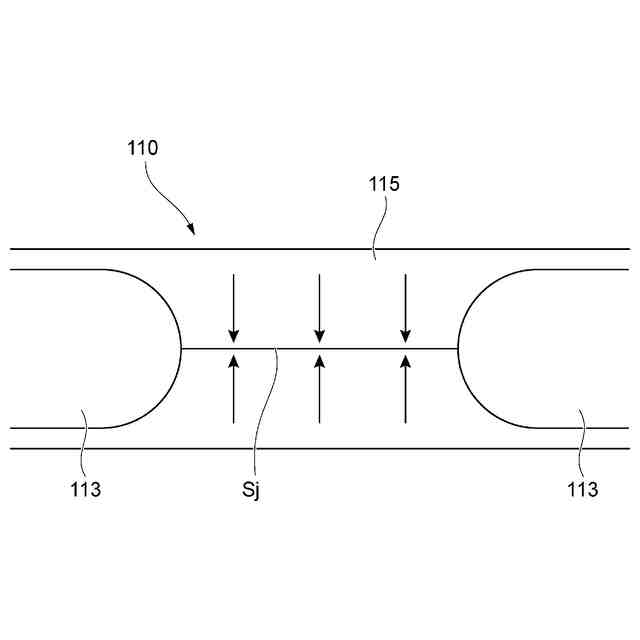
しかしながら、ポートホール押出法による成形時には、複数のビレット(成形材料)が押出ダイス内で塑性流動しつつ、互いに分離した分流となって押し出される。その分流は押出ダイス内で再会合して、拡散接合された接合面が形成される。このような接合面を有する溶着部は、母材内における不連続部でもある。そのため、接合面の界面及び界面の周囲に再度の塑性変形が及ぶと、予期せぬ不完全部(欠陥)を形成する可能性が高くなる。例えば、溶着部を含む領域を摩擦撹拌接合すると、ボイドを発生したり、状況によっては割れを発生したりすることがある。また、摩擦熱下での塑性流動によりねじ転造を行うドリルスクリュー接合においても、溶着部を跨いで母材同士を接合することになり、同様の問題を生じる。
【0006】
そこで本発明は、不連続部となる溶着部を有する部材と他の部材とを、摩擦熱による塑性流動を伴って接合する際に、溶着部へ影響を与えることなく高い強度で部材同士を接合できるアルミニウム材の接合方法及びアルミニウム材の接合体を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は下記構成からなる。
(1) アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材の接合方法であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部を有し、
前記第二部材を、少なくとも前記第一部材の前記溶着部が形成されていない非溶着部位に重ね合わせて重ね合わせ部を形成し、
前記重ね合わせ部に棒状の接合用締結部材を押し当てて回転させ、発生する摩擦熱により前記重ね合わせ部を塑性流動させながら前記接合用締結部材を前記重ね合わせ部に貫通させて、前記第一部材と前記第二部材とを接合する、
アルミニウム材の接合方法。
(2) アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材の接合方法であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部を有し、
前記第二部材を、少なくとも前記第一部材の前記溶着部が形成されていない非溶着部位に重ね合わせて重ね合わせ部を形成し、
摩擦撹拌接合工具の先端を前記重ね合わせ部に押し当てて回転させながら、前記重ね合わせ部の前記第一部材と前記第二部材との界面に沿って移動させて、前記重ね合わせ部の前記第一部材と前記第二部材とを摩擦撹拌接合する、
アルミニウム材の接合方法。
(3) アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材の接合方法であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向と押出方向とに直交する幅方向、及び前記押出方向に沿って形成された溶着部を有し、
前記第一部材の前記押出方向に沿った端面に前記第二部材を突き合わせて重ねた重ね合わせ部を形成し、
摩擦撹拌接合工具の先端を、前記重ね合わせ部に押し当てて回転させながら、前記重ね合わせ部の前記第一部材と前記第二部材との界面に沿って移動させて、前記重ね合わせ部を前記厚さ方向に前記溶着部を越えない範囲で摩擦撹拌接合することを、前記第一部材の一方の板面側と他方の板面側とからそれぞれ行う、
アルミニウム材の接合方法。
(4) アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とを接合するアルミニウム材との接合体であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部を有し、
前記第一部材の前記溶着部が形成されていない非溶着部位と前記第二部材との重ね合わせ部に、棒状の接合用締結部材が前記第一部材と前記第二部材とを貫通して設けられ、前記第一部材と前記第二部材とが接合されている、
アルミニウム材の接合体。
(5) アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とが接合されたアルミニウム材の接合体であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向及び押出方向に沿って形成された溶着部を有し、
前記第一部材の前記溶着部が形成されていない非溶着部位と前記第二部材との重ね合わせ部に、前記第一部材と前記第二部材とを接合する摩擦撹拌接合部が形成されている、
アルミニウム材の接合体。
(6) アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した第一部材と、前記アルミニウム材からなる第二部材とが接合されたアルミニウム材の接合体であって、
前記第一部材は、その一部に押出成形時の塑性流動により分流し、再び会合して拡散接合された接合面が厚さ方向と押出方向とに直交する幅方向、及び前記押出方向に沿って形成された溶着部を有し、
前記第一部材の前記押出方向に沿った端面に前記第二部材が突き合わされた重ね合わせ部に、前記第一部材の一方の板面側と他方の板面側とから前記厚さ方向に前記溶着部を越えない範囲で、前記第一部材と前記第二部材とを接合する摩擦撹拌接合部がそれぞれ形成されている、
アルミニウム材の接合体。
【発明の効果】
【0008】
本発明によれば、不連続部となる溶着部を有する部材と他の部材とを、摩擦熱による塑性流動を伴って接合する際に、溶着部へ影響を与えることなく高い強度で部材同士を接合できる。
【図面の簡単な説明】
【0009】
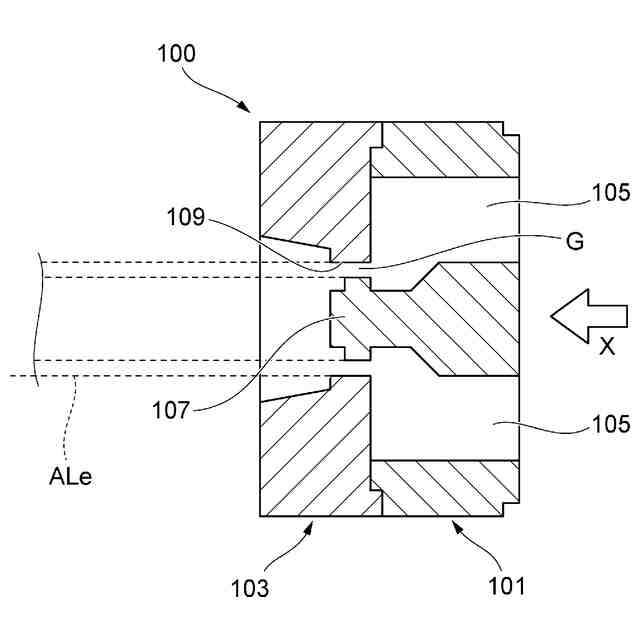
図1は、ポートホールダイスの押出方向に沿う断面図である。
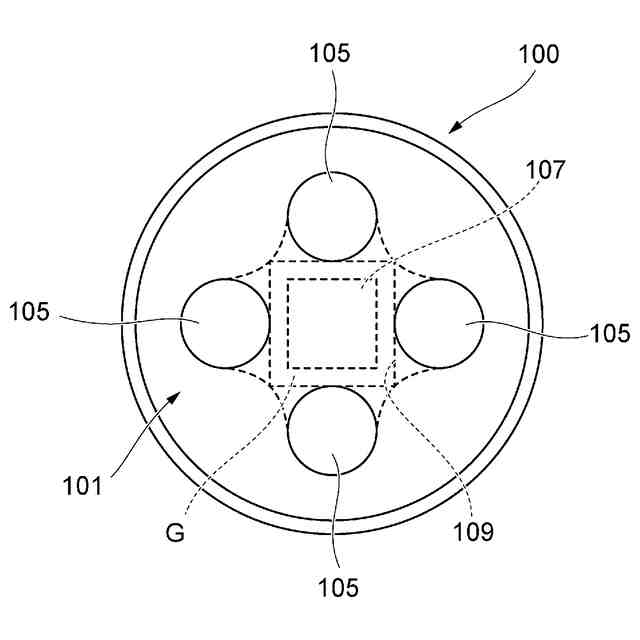
図2は、ポートホールダイスを雄型側から見た正面図である。
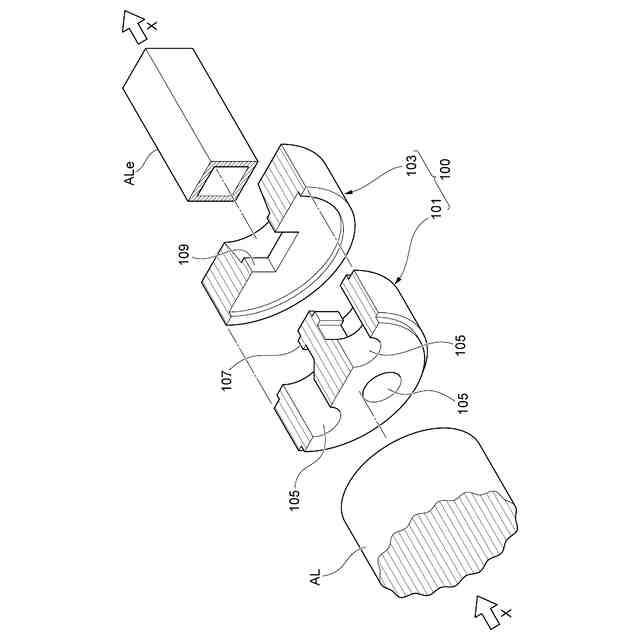
図3は、ポートホールダイスを押出方向に沿って断面視した分解斜視図である。
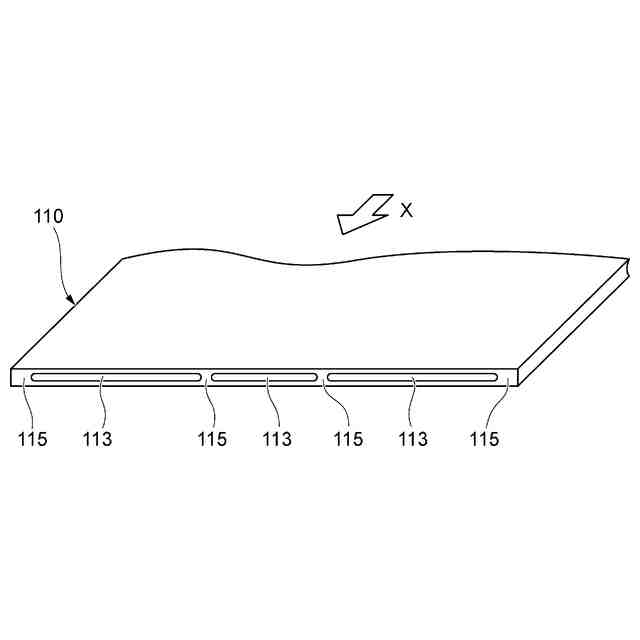
図4は、ポートホール押出成形によって押出成形した押出材の概略正面図である。
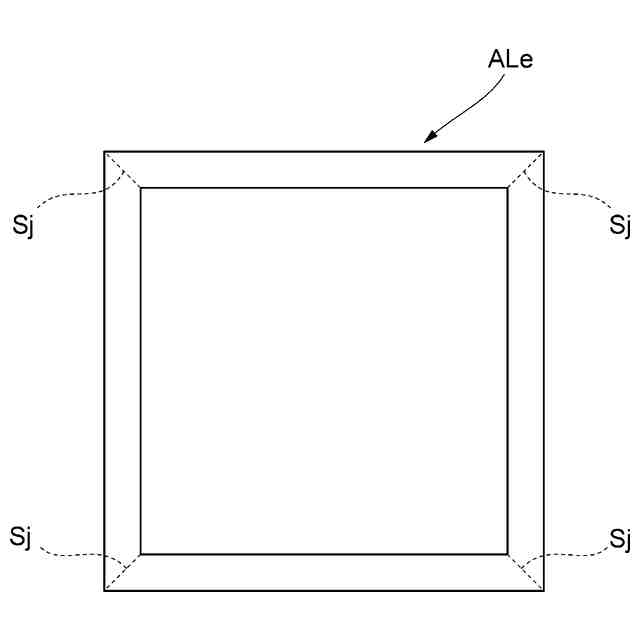
図5は、ポートホール押出成形によって押出成形した押出パネルの斜視図である。
図6は、押出パネルに形成される溶着部を説明する押出パネルの一部の正面図である。
図7は、押出パネルに形成される溶着部を説明する押出パネルの一部の正面図である。
図8は、FDS方式の接合に用いるスクリューの側面図である。
図9は、FDS方式によって第一部材と第二部材とを接合する様子を(A)~(E)に段階的に示す工程説明図である。
図10は、溶着部を有する第一部材と第二部材とをFDS方式によって接合する場合について説明する断面図である。
図11は、溶着部を有する第一部材と第二部材とをFDS方式によって接合した接合体の断面図である。
図12は、FSW方式によって第一部材と第二部材とを接合する様子を示す斜視図である。
図13は、溶着部を有する押出パネルからなる第一部材と第二部材とをFSW方式によって接合した接合体の斜視図である。
図14は、図13に示す接合体の一部の正面図である。
図15は、溶着部を有する押出パネルからなる第一部材と溶着部のない第二部材とをFSW方式によって接合した接合体の一部の正面図である。
図16は、厚さ方向に互いに重ね合わせた第一部材と第二部材とをFSW方式によって接合する様子を示す断面図である。
図17は、溶着部の一部にマーキング部を設けた第一部材を模式的に示す平面図である。
図18は、厚さ方向に段差を形成した第一部材と、第二部材とを重ね合わせた状態を示す第一部材及び第二部材の正面図である。
図19は、試験例1において第一部材と第二部材とを接合した接合体の断面写真である。
図20は、試験例3において第一部材と第二部材とを接合した接合体の断面写真である。
図21は、試験例6において第一部材と第二部材とを接合した接合体の断面写真である。
図22は、試験例7において第一部材と第二部材とを接合した接合体の断面写真である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照して詳細に説明する。
本発明に係るアルミニウム材の接合方法は、アルミニウム又はアルミニウム合金からなるアルミニウム材を押出成形した、溶着部を有する板状の第一部材と、アルミニウム材からなる第二部材とを接合する接合方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ