TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044117
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2024066957,2023151142
出願日
2024-04-17,2023-09-19
発明の名称
積層鉄心の製造装置
出願人
株式会社エフ・シー・シー
代理人
個人
,
個人
主分類
H02K
15/02 20250101AFI20250325BHJP(電力の発電,変換,配電)
要約
【課題】金属板の下面の所定の位置に正確に接着剤を塗布すること。
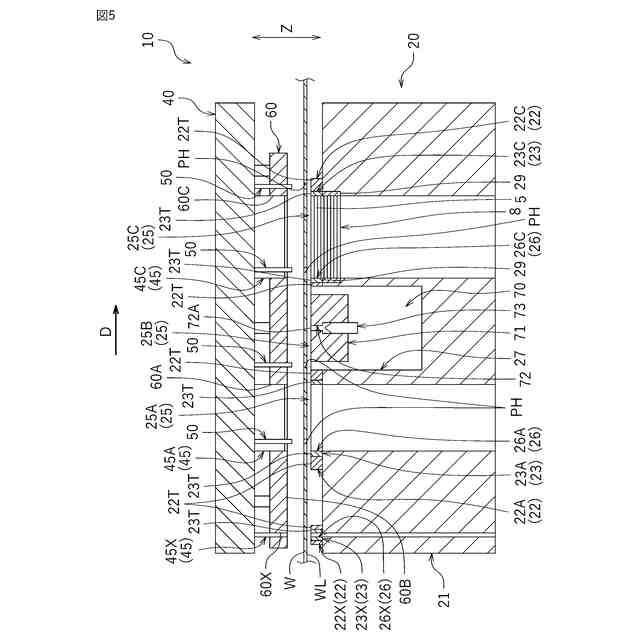
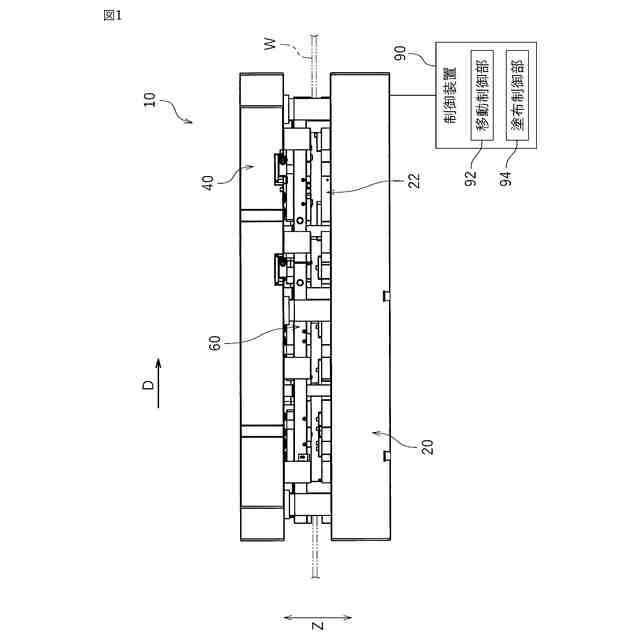
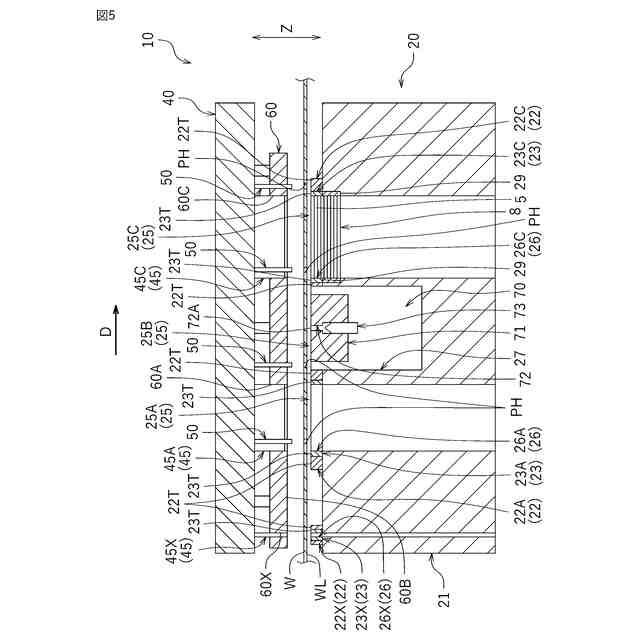
【解決手段】積層鉄心の製造装置10は、ダイ穴26が形成されたダイ23を有する下型20と、ダイ穴26に対応するパンチ45を有する上型40と、金属板Wの下面WLに接着剤を塗布する接着剤塗布装置70と、上型40および接着剤塗布装置70を制御する制御装置90と、を備え、制御装置90は、上型40の上下方向Zの移動を制御する移動制御部92と、接着剤塗布装置70から金属板Wの下面WLへの接着剤の塗布を開始するタイミングである開始タイミングを変更可能に構成された塗布制御部94と、を有している。
【選択図】図5
特許請求の範囲
【請求項1】
複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチを有する上型と、
前記下型に設けられ、かつ、接触塗布法により帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、
前記接着剤塗布装置に接着剤を供給する供給ポンプと、
前記上型および前記接着剤塗布装置を制御する制御装置と、を備え、
前記制御装置は、
前記上型の上下方向の移動を制御する移動制御部と、
前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を開始するタイミングである開始タイミングを変更可能に構成された塗布制御部と、を有し、
前記塗布制御部は、前記金属板の前記下面の塗布部分1つ当たりの接着剤塗布量が少ないほど前記開始タイミングを遅くするように構成されている、製造装置。
続きを表示(約 2,500 文字)
【請求項2】
複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチを有する上型と、
前記下型に設けられ、かつ、接触塗布法により帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、
前記接着剤塗布装置に接着剤を供給する供給ポンプと、
前記上型および前記接着剤塗布装置を制御する制御装置と、を備え、
前記制御装置は、
前記上型の上下方向の移動を制御する移動制御部と、
前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を開始するタイミングである開始タイミングを変更可能に構成された塗布制御部と、を有し、
前記塗布制御部は、前記接着剤の粘度が高いほど前記開始タイミングを早くするように構成されている、製造装置。
【請求項3】
複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチを有する上型と、
前記下型に設けられ、かつ、接触塗布法により帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、
前記接着剤塗布装置に接着剤を供給する供給ポンプと、
前記上型および前記接着剤塗布装置を制御する制御装置と、を備え、
前記制御装置は、
前記上型の上下方向の移動を制御する移動制御部と、
前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を完了するタイミングである完了タイミングを変更可能に構成された塗布制御部と、を有し、
前記塗布制御部は、前記金属板の前記下面の塗布部分1つ当たりの接着剤塗布量が少ないほど前記完了タイミングを早くするように構成されている、製造装置。
【請求項4】
複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチを有する上型と、
前記下型に設けられ、かつ、接触塗布法により帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、
前記接着剤塗布装置に接着剤を供給する供給ポンプと、
前記上型および前記接着剤塗布装置を制御する制御装置と、を備え、
前記制御装置は、
前記上型の上下方向の移動を制御する移動制御部と、
前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を完了するタイミングである完了タイミングを変更可能に構成された塗布制御部と、を有し、
前記塗布制御部は、前記接着剤の粘度が高いほど前記完了タイミングを遅くするように構成されている、製造装置。
【請求項5】
複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチを有する上型と、
前記下型に設けられ、かつ、帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、
前記上型および前記接着剤塗布装置を制御する制御装置と、
前記上型に設けられかつ最も下方の位置である最下降位置まで下方に移動可能なストリッパプレートであって、前記パンチによって前記金属板を打ち抜く際に、前記最下降位置において前記金属板が上下方向に移動することを規制するストリッパプレートと、
前記下型に設けられ、かつ、前記金属板を上方に押し上げ可能に構成され、かつ、前記ストリッパプレートによって前記金属板が下方に押圧されると下方に移動するリフト部材と、
前記リフト部材を上方に向けて付勢する付勢部材と、を備え、
前記制御装置は、
前記上型の上下方向の移動を制御する移動制御部と、
前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を開始してから完了するまでの期間を変更可能に構成された塗布制御部と、を有し、
前記付勢部材は、前記ストリッパプレートが前記付勢部材の付勢力に抗して前記金属板を下方に押し下げている期間中、前記金属板のうち前記リフト部材と接触している部分と前記ストリッパプレートと接触している部分との間に位置する部分が水平状態を保ったまま下方に移動することを許容するように構成され、
前記金属板が搬送される方向である搬送方向と平面視で直交する方向である幅方向に関して、前記金属板のうち前記リフト部材と接触している部分と前記ストリッパプレートと接触している部分との間に位置する部分の長さは、前記リフト部材のうち前記金属板と接触可能な部分の長さの半分以上である、製造装置。
【請求項6】
複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチを有する上型と、
前記下型に設けられ、かつ、接触塗布法により帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、
前記上型および前記接着剤塗布装置を制御する制御装置と、
前記上型に設けられ、かつ、前記金属板に形成されたパイロット孔に挿入されることによって前記接着剤塗布装置に対する前記金属板の位置決めをするパイロットピンと、を備え、
前記制御装置は、
前記上型の上下方向の移動を制御する移動制御部と、
前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を開始してから完了するまでの期間を変更可能に構成された塗布制御部と、を有し、
前記パイロットピンは、前記パイロット孔に挿入される挿入部を有し、
前記塗布制御部は、前記挿入部の上下方向の長さの半分が前記パイロット孔から抜けてから、前記挿入部の全てが前記パイロット孔から抜ける前までの間に、前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を完了する、製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心の製造装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
モータ等に用いられる積層鉄心は、帯状の金属板(例えば帯状の鋼板)を所定の形状に打ち抜いて鉄心部材(コア)を形成し、形成された鉄心部材を積層して一体化することによって形成されている。例えば、かしめ、溶接、または、接着等によって、鉄心部材を積層して一体化することによって積層鉄心が形成されている。例えば、特許文献1には、接着剤を用いて複数の鉄心部材を積層し、相互に接着された積層鉄心を製造する製造装置が開示されている。特許文献1では、ダイを有する下金型に接着剤塗布機構が設けられ、プレスタイミングの下死点位置になると、接着剤塗布機構の吐出ノズルから吐出された接着剤を薄肉鋼板の下面の所定の位置に塗布させている。
【先行技術文献】
【特許文献】
【0003】
特開2001-321850号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、接着剤を金属板の下面に塗布するとき、接着剤は金属板の下面の所定の位置に正確に塗布される必要がある。接着剤が正確に塗布されないと、鉄心部材同士の接着が正確に行われず、積層鉄心の強度が低下してしまう虞がある。
【0005】
本発明はかかる点に鑑みてなされたものであり、その目的は、金属板の下面の所定の位置に正確に接着剤を塗布することができる積層鉄心の製造装置を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る積層鉄心の製造装置は、複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、ダイ穴が形成されたダイを有する下型と、前記ダイ穴に対応するパンチを有する上型と、前記下型に設けられ、かつ、帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、前記上型および前記接着剤塗布装置を制御する制御装置と、を備え、前記制御装置は、前記上型の上下方向の移動を制御する移動制御部と、前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を開始するタイミングである開始タイミングを変更可能に構成された塗布制御部と、を有している。
【0007】
本発明に係る積層鉄心の製造装置は、上型および接着剤塗布装置を制御する制御装置を備えている。そして、制御装置の塗布制御部は、接着剤塗布装置から金属板の下面への接着剤の塗布を開始するタイミングである開始タイミングを変更可能に構成されている。上記態様によれば、接着剤の塗布を開始するタイミングを適宜変更することができるため、所定のタイミングで金属板の下面の所定の位置により正確に接着剤を塗布することができる。
【0008】
また、本発明に係る他の積層鉄心の製造装置は、複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、ダイ穴が形成されたダイを有する下型と、前記ダイ穴に対応するパンチを有する上型と、前記下型に設けられ、かつ、帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、前記上型および前記接着剤塗布装置を制御する制御装置と、を備え、前記制御装置は、前記上型の上下方向の移動を制御する移動制御部と、前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を完了するタイミングである完了タイミングを変更可能に構成された塗布制御部と、を有している。
【0009】
本発明に係る他の積層鉄心の製造装置は、上型および接着剤塗布装置を制御する制御装置を備えている。そして、制御装置の塗布制御部は、接着剤塗布装置から金属板の下面への接着剤の塗布を完了するタイミングである完了タイミングを変更可能に構成されている。上記態様によれば、接着剤の塗布を完了するタイミングを適宜変更することができるため、所定のタイミングで金属板の下面の所定の位置により正確に接着剤を塗布することができる。
【0010】
また、本発明に係る他の積層鉄心の製造装置は、複数の鉄心部材が積層されて相互に接着された積層鉄心の製造装置であって、ダイ穴が形成されたダイを有する下型と、前記ダイ穴に対応するパンチを有する上型と、前記下型に設けられ、かつ、帯状の金属板の下面に接着剤を塗布する接着剤塗布装置と、前記上型および前記接着剤塗布装置を制御する制御装置と、を備え、前記制御装置は、前記上型の上下方向の移動を制御する移動制御部と、前記接着剤塗布装置から前記金属板の前記下面への前記接着剤の塗布を開始してから完了するまでの期間を変更可能に構成された塗布制御部と、を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ