TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043290
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2024147765
出願日
2024-08-29
発明の名称
鋳造部品用ダイレクトプリント鋳型の一体化固定方法
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
F02C
7/00 20060101AFI20250321BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】鋳造部品用ダイレクトプリント鋳型の一体化固定方法を提供する。
【解決手段】本願発明は、鋳造部品(55)の改良鋳型(100)の強度を最適化する方法を提供する。この方法は、既存の鋳型(88)の欠陥(90)を評価し、改良鋳型(100)の設計に外部補強特徴部(120)を追加し、付加製造プロセスで改良鋳型(100)を製造し、改良鋳型(100)で鋳造部品(55)を鋳造することを含み得る。
【選択図】図1
特許請求の範囲
【請求項1】
鋳造部品(55)用の改良鋳型(100)の強度を最適化する方法であって、
既存の鋳型(88)の欠陥(90)を評価するステップと、
改良鋳型(100)の設計に外部補強特徴部(120)を追加するステップと、
付加製造プロセスで改良鋳型(100)を製造するステップと、
鋳造部品(55)を改良鋳型(100)で鋳造するステップと、
を含む、方法。
続きを表示(約 950 文字)
【請求項2】
改良鋳型(100)の設計に外部補強特徴部(120)を追加するステップが、改良鋳型(100)の部分(140)に外側リブ(130)を追加するステップを含む、請求項1に記載の方法。
【請求項3】
鋳造部品がタービン部品(55)であり、改良鋳型(100)の設計に外部補強特徴部(120)を追加するステップが、改良鋳型(100)のエアフォイル(140)およびシャンク部(160)の少なくとも一方に外側リブ(130)を追加するステップを含む、請求項1に記載の方法。
【請求項4】
改良鋳型(100)の設計に外部補強特徴部(120)を追加するステップが、改良鋳型(100)のベース部分(170)および/またはシャンク部分(160)にガセット(180)を追加するステップを含む、請求項1に記載の方法。
【請求項5】
鋳造部品がタービン部品(55)であり、改良鋳型(100)の設計に外部補強特徴部(120)を追加するステップが、改良鋳型(100)のエアフォイル(140)にフィレット(210)を追加するステップを含む、請求項1に記載の方法。
【請求項6】
改良鋳型(100)の設計に外部補強特徴部(120)を追加するステップが、改良鋳型(100)の耐荷重領域(200)に外部補強特徴部(120)を追加するステップを含む、請求項1に記載の方法。
【請求項7】
改良鋳型(100)の設計に外部補強特徴部(120)を追加するステップが、トポロジー最適化プロセスを含む、請求項1に記載の方法。
【請求項8】
トポロジー最適化プロセスが、既存の鋳型(88)と比較して、改良鋳型(100)における応力集中を低減する、請求項7に記載の方法。
【請求項9】
付加製造プロセスにおいて改良鋳型(100)を製造するステップが、セラミック材料(110)を使用するステップを含む、請求項7に記載の方法。
【請求項10】
トポロジー最適化プロセスが、改良鋳型(100)内でセラミック材料(110)を再分配するステップを含む、請求項9に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本出願およびその結果としての特許は、一般に、鋳造部品、鋳造構成要素、鋳造ガス部品(cast parts, cast components, cast gas parts)などの鋳造構成要素に関するものであり、より詳細には、非常に効率的かつ正確な方法で構成要素の鋳造品を作成するための、強化ダイレクトプリント鋳型の一体化固定(integrated fixturing of strengthened direct print molds)に関する改良された方法およびシステムに関するものである。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
ガスタービンエンジンは、従来、周囲の空気を圧縮する圧縮機と、空気の流れと燃料の流れとを混合して高温の燃焼ガスを生成する多数の燃焼器とを含む。タービンは、高温の燃焼ガスの流れを受け、圧縮機に動力を供給するため、および発電機などの外部負荷のための出力電力を生成するために、そこからエネルギーを抽出する。タービンエアフォイルなど、ガスタービンエンジンの高温ガス経路構成要素は、従来、インベストメント鋳造プロセス(investment casting process)を使用して製造されていた。このようなプロセスでは、シェルとコアの間に画定された鋳型キャビティに溶融金属合金を導入し、凝固させて完成鋳物を形成する。用途によっては、タービン部品は、高温、遠心力、および大きな温度変動による熱応力に耐える必要がある。そのため、タービン部品には、内部冷却通路や他の複雑な形状が含まれることがある。
【0003】
タービン部品を製造するための従来の鋳型技術は、時間がかかり、鋳型および/またはコアの解像度が制限される場合がある。さらに、スラリー浸漬後に形成されるシェルは、熱伝達を制限する可能性がある。これとは対照的に、積層造形技術(additive manufacturing technique:付加製造技術)および3Dプリンティング(立体印刷法)では、高速かつ効率的な方法で第1の鋳型(first molds)を製造することができる。しかしながら、非常に複雑な形状の製造、および/または印刷と鋳造の間の複数の工程ステップの厳しさは、付加製造された鋳型の亀裂または変形をもたらす応力特徴部(stress features:ストレスフィーチャ)を発生させる可能性がある。このような鋳型を強化するこれまでの試みは、鋳型の組成や焼成工程を開発し、バーンアウトスケジュールを遅らせる開発(developing mold compositions and firing processes to slow down burnout schedules)に重点を置いてきた。同様に、他の試みは、異なるタイプのインサートを備えた内部凹部を備えた設計を使用してきた。しかし、このようなインサートを使用すると、製造工程に時間とコストがかかる。
【発明の概要】
【0004】
本出願およびその結果としての特許は、鋳造部品の改良された鋳型における強度を最適化する方法を提供する。この方法は、既存の鋳型の欠陥を評価するステップと、改良された鋳型の設計に外部補強特徴部(external reinforcement features)を追加するステップと、付加製造プロセスで改良された鋳型を製造するステップと、改良された鋳型で鋳造部品を鋳造するステップとを含むことができる。
【0005】
本出願およびその結果としての特許はさらに、鋳造部品用の鋳型を提供することができる。鋳型は、付加製造プロセスから製造されたセラミック材料の部品本体と、部品本体に製造された1つまたは複数の外部補強特徴部とを含むことができる。
【0006】
本出願およびその結果としての特許のこれらおよび他の特徴および改良点は、いくつかの図面および添付の特許請求の範囲と合わせて考慮した場合、以下の詳細な説明を検討すれば、当業者には明らかになるであろう。
【図面の簡単な説明】
【0007】
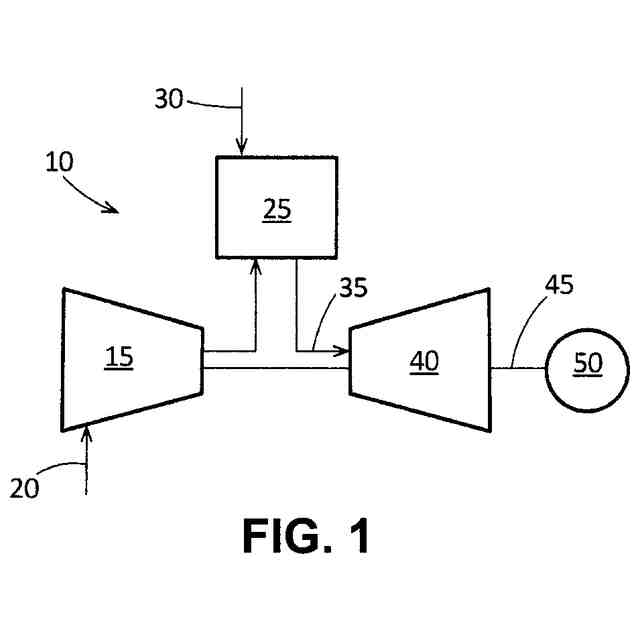
圧縮機、燃焼器、タービン、および外部負荷を含むガスタービンエンジンの概略図である。
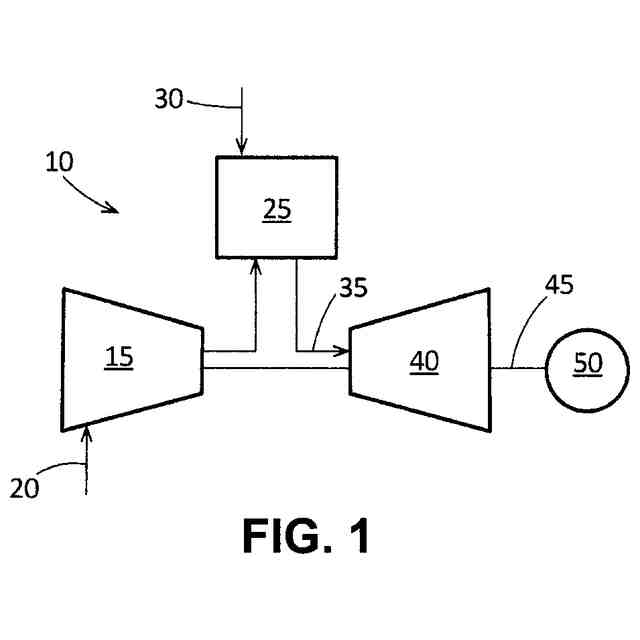
タービンエアフォイルの透視図である。
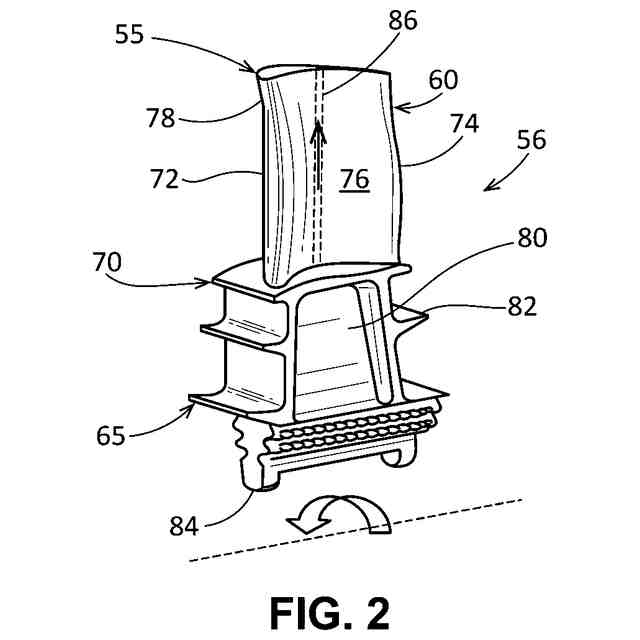
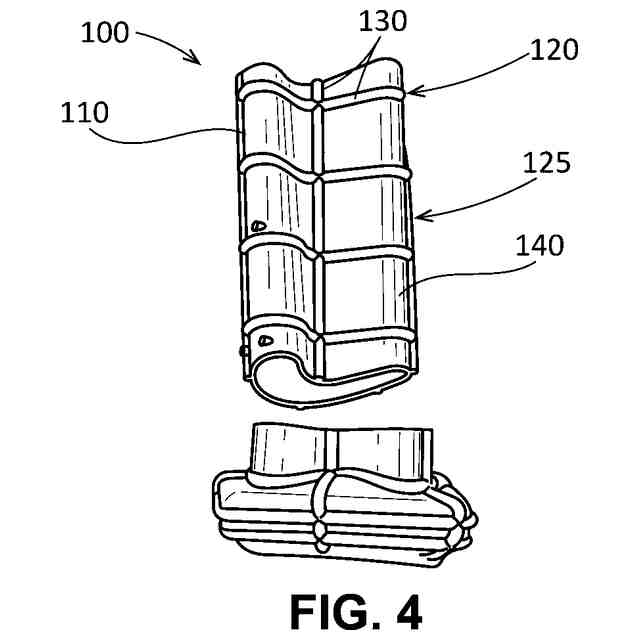
欠陥のあるタービン部品焼成型の一例を示す透視図である。
外部補強特徴部を備えたタービン部品焼成型の一例を示す透視図である。
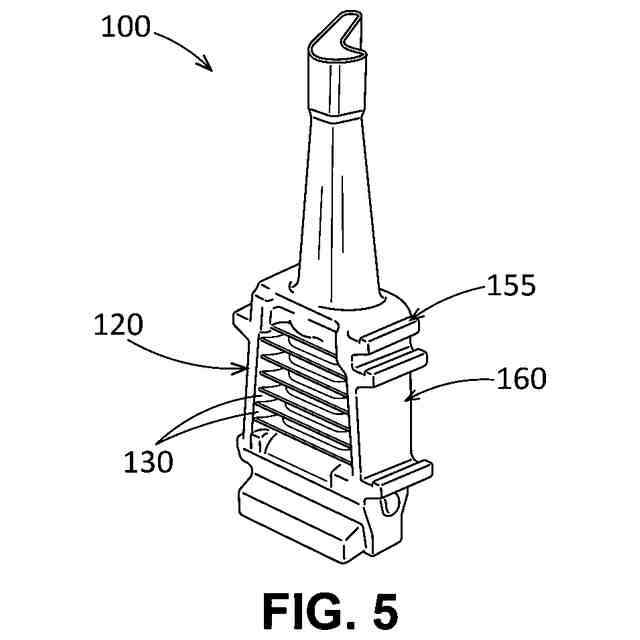
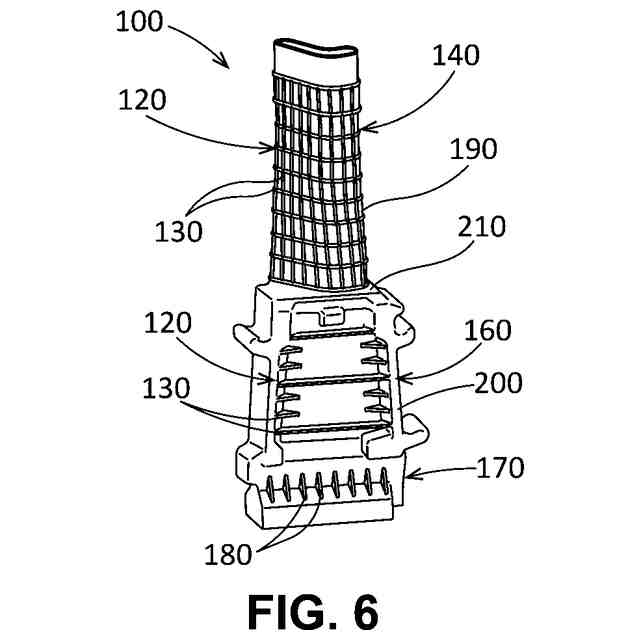
外部補強特徴部を追加したタービン部品鋳型の透視図である。
外部補強特徴部を追加したタービン部品鋳型の透視図である。
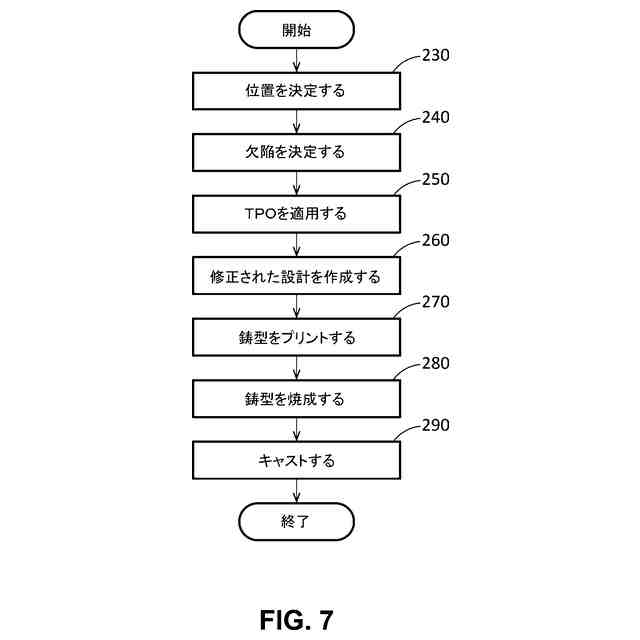
外部補強特徴部を備えたタービン部品鋳型を作成する際の例示的な処理ステップのフローチャートである。
【発明を実施するための形態】
【0008】
ここで図面を参照すると、いくつかの図を通じて同様の数字は同様の要素を示し、図1は、本明細書で説明することができるガスタービンエンジン10の概略図である。ガスタービンエンジン10は、圧縮機15を含むことができる。圧縮機15は、流入する空気流20を圧縮する。圧縮機15は、圧縮された空気流20を多数の燃焼器缶25に供給する。燃焼器缶25は、圧縮された空気流20を加圧された燃料流30と混合し、混合物に点火して高温の燃焼ガス流35を生成する。単一の燃焼器缶25のみが示されているが、ガスタービンエンジン10は、周方向アレイなどに配置された任意の数の燃焼器缶25を含むことができる。あるいは、燃焼器25は環状燃焼器であってもよい。燃焼ガス35の流れは、順にタービン40に送られる。燃焼ガス35の流れは、タービン40を駆動して機械的な仕事を発生させる。タービン40で発生した機械的な仕事は、ロータシャフト45を介して圧縮機15を駆動する。タービン40とロータシャフト45は、発電機などの外部負荷50を駆動することもできる。
【0009】
ガスタービンエンジン10は、天然ガス、水素ガス、様々な種類の合成ガス、液体燃料、および/または他の種類の燃料およびそれらの混合物を使用することができる。ガスタービンエンジン10は、ニューヨーク州シェネクタディのGEベルノバ社が提供する多数の異なるガスタービンエンジンのいずれかであってもよく、これには、7シリーズまたは9シリーズのヘビーデューティガスタービンエンジンなどが含まれるが、これらに限定されない。ガスタービンエンジン10は、単純サイクル発電システムまたは複合サイクル発電システムまたは他のタイプの発電システムの一部であってもよい。ガスタービンエンジン10は、異なる構成を有していてもよく、他の種類の構成要素を使用してもよい。本明細書では、他のタイプのガスタービンエンジンを使用することもできる。複数のガスタービンエンジン、他のタイプのタービン、および他のタイプの発電装置も、本明細書で併用することができる。
【0010】
図2は、タービン40とともに使用することができるタービン部品55の一例を示している。この例では、タービン部品55はタービンブレード56である。一般に、タービンブレード56は、エアフォイル60と、シャンク部65と、エアフォイル60とシャンク部65との間に配置されたプラットフォーム70とを含む。エアフォイル60は、一般に、プラットフォーム70から半径方向外向きに延び、前縁72および後縁74を含む。エアフォイル60はまた、圧力側76を画定する凹状壁と、吸引側78を画定する凸状壁とを含むことができる。プラットフォーム70は、実質的に水平かつ平面であってもよい。プラットフォーム70は、高温燃焼ガス35の流れに曝されることがある。シャンク部65は、その中にシャンク空洞80を含んでいてもよい。シャンク部分65はまた、1つまたは複数のエンジェルウイング82と、ダブテールなどの根元構造84とを含んでいてもよい。根元構造84は、タービンブレード56をロータディスクに固定するように構成されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ