TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025042801
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149946
出願日
2023-09-15
発明の名称
母型用モールド保持装置、母型用モールドの位置決め方法及び母型用モールドへのテープ巻き付け方法
出願人
東海光学ホールディングス株式会社
代理人
個人
主分類
G02C
13/00 20060101AFI20250321BHJP(光学)
要約
【課題】内面累進となる累進屈折力レンズをモールドによって成形する際に凸型モールドの角度を適宜調整して製造される累進屈折力レンズに適切にプリズムを付与することができる母型用モールド保持装置、母型用モールドの位置決め方法及び母型用モールドへのテープ巻き付け方法を提供すること。
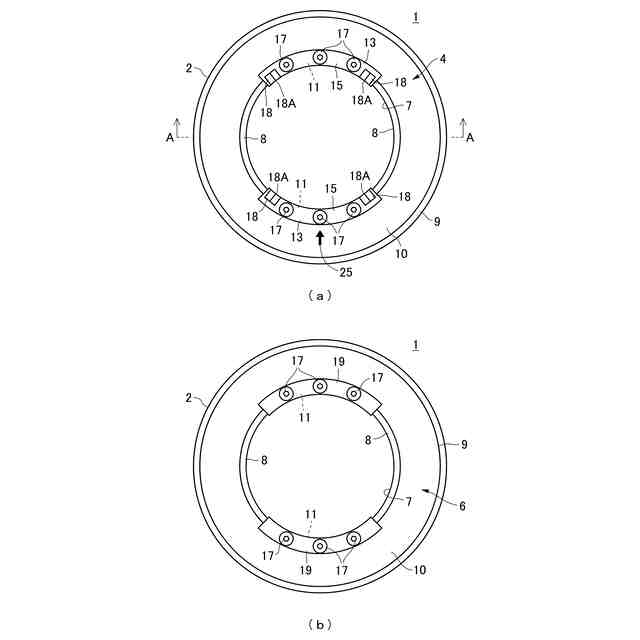
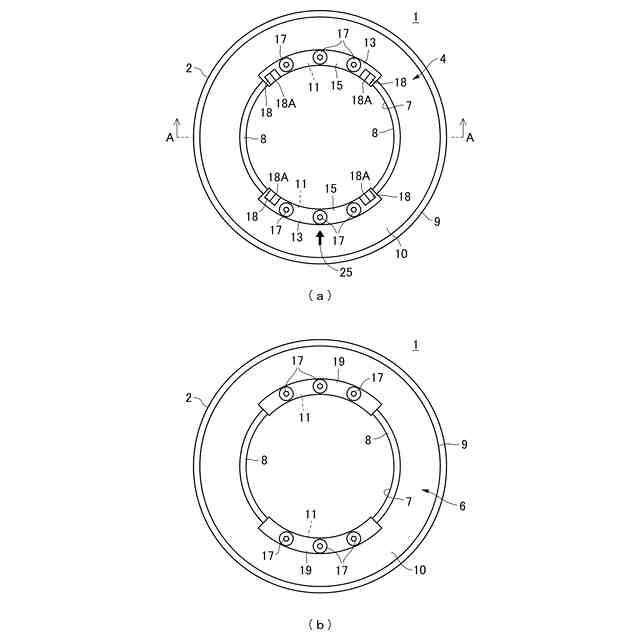
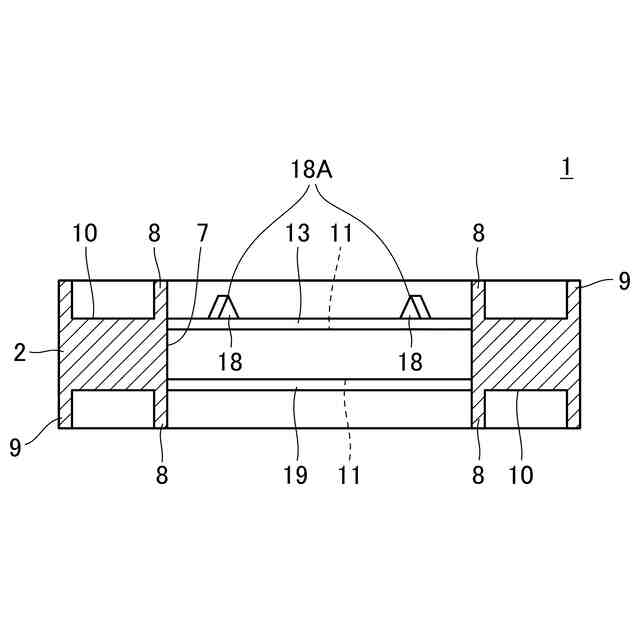
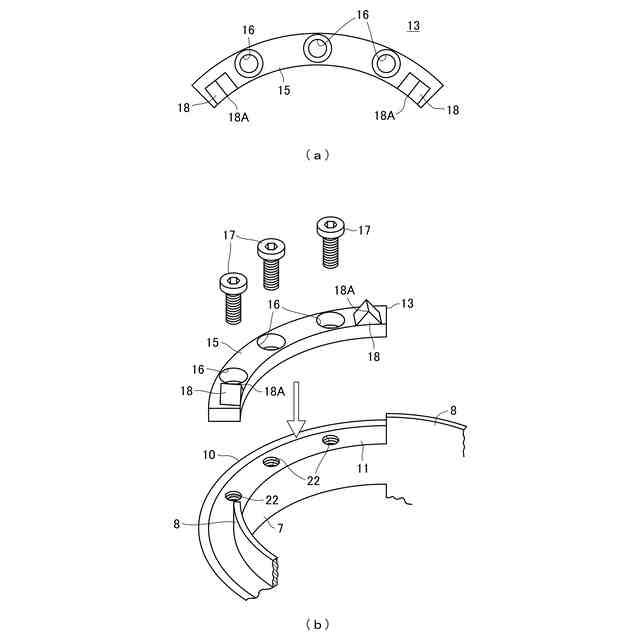
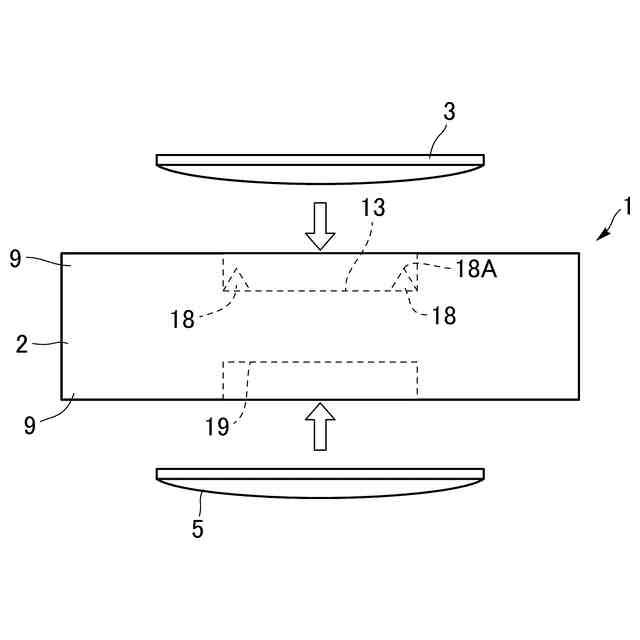
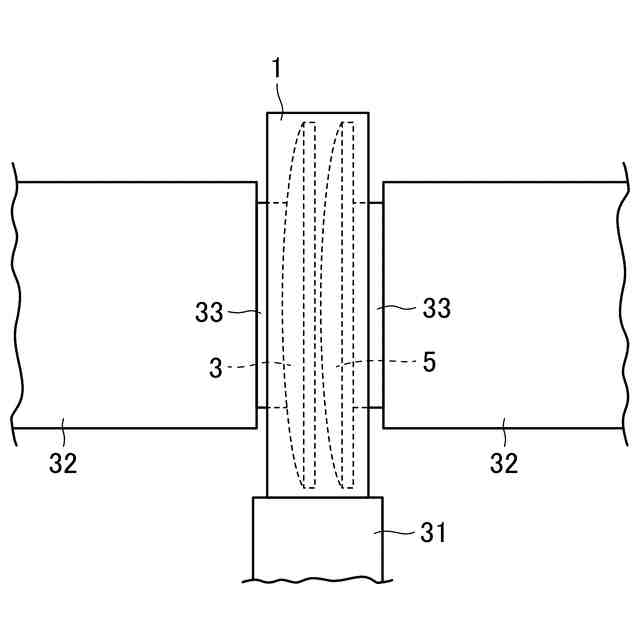
【解決手段】累進屈折力レンズの裏面を成形するための上型3と累進屈折力レンズの表面を成形するための下型5が配設される本体2と、上型3の裏面成形面と下型5の表面成形面とを本体2上で対向配置させた状態で保持するためのガイド8と、ガイド8によって対向配置させられた上型3と下型5とを間隔を空けて保持するための上型3の裏面成形面の縁又は縁寄り部分が支持される突起状の受け板18と、下型5の表面成形面の縁又は縁寄り部分が支持される下型保持プレート19とを備えること。
【選択図】図1
特許請求の範囲
【請求項1】
内面累進型のメニスカスレンズ形状の累進屈折力レンズをプラスチック成形する際に使用される母型用モールドを保持するための母型用モールド保持装置であって、
前記累進屈折力レンズの裏面を成形するための第1のモールドと前記累進屈折力レンズの表面を成形するための第2のモールドが配設される本体と、
前記第1のモールドの裏面成形面と前記第2モールドの表面成形面とを前記本体上で対向配置させた状態で保持するための位置決め手段と、
前記位置決め手段によって対向配置させられた前記第1のモールドと前記第2のモールドとを間隔を空けて保持するための前記第1のモールドの前記裏面成形面の縁又は縁寄り部分が支持される第1の保持部と、前記第2のモールドの前記表面成形面の縁又は縁寄り部分が支持される第2の保持部とを備え、
前記第1の保持部は複数の突起体によって構成されていることを特徴とする母型用モールド保持装置。
続きを表示(約 1,000 文字)
【請求項2】
前記複数の突起体は前記第1のモールドの前記裏面成形面の縁又は縁寄り部分の離間した複数の領域に配置されていることを特徴とする請求項1に記載の母型用モールド保持装置。
【請求項3】
前記複数の突起体は前記第1のモールドの前記裏面成形面の対向する縁又は縁寄り部分の2つの領域に配置されていることを特徴とする請求項1に記載の母型用モールド保持装置。
【請求項4】
前記2つの領域は前記第1のモールドの前記裏面成形面の縁又は縁寄り部分の累進屈折力レンズの上下方向を成形する方向に沿って設けられていることを特徴とする請求項3に記載の母型用モールド保持装置。
【請求項5】
前記突起体は前記本体に対して着脱可能とされていることを特徴とする請求項1~4のいずれかに記載の母型用モールド保持装置。
【請求項6】
内面累進型のメニスカスレンズ形状の累進屈折力レンズをプラスチック成形するための母型用モールドの配置方法であって、
前記累進屈折力レンズの裏面を成形するための第1のモールドの裏面成形面と前記累進屈折力レンズの表面を成形するための第2のモールドの表面成形面とを対向配置させ、対向配置された前記第1のモールドと前記第2のモールドを間隔を空けて保持する際に、前記第1のモールド前記裏面成形面の縁寄り部分を複数の突起体によって支持させ、前記第2のモールドに対する前記第1のモールドの配置角度を前記突起体の前記第1のモールドに当接する位置における座標値に基づいて決定するようにしたことを特徴とする母型用モールドの位置決め方法。
【請求項7】
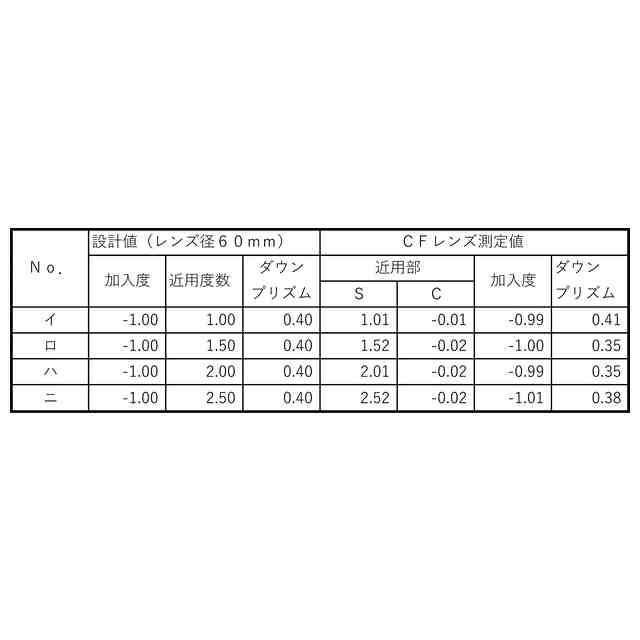
前記第2のモールドに対する前記第1のモールドの前記配置角度は成形される累進屈折力レンズのプリズム量に置き換えて決定することを特徴とする請求項6に記載の母型用モールドの位置決め方法。
【請求項8】
請求項6又は7に記載の母型用モールドの位置決め方法によって前記第1及び第2のモールドの母型となるべき相対的な距離と姿勢のデータを取得して記憶しておき、前記第1のモールドと前記第2のモールドをそれぞれキャッチ手段によってキャッチして一旦離間させた後、前記データに基づいて所定の位置で前記第1のモールドと前記第2のモールドとを対向配置させ、その状態で前記第1のモールドと前記第2のモールドの外周に粘着テープを巻き付けるようにして母型を作成するようにしたことを特徴とする母型用モールドへのテープ巻き付け方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は液状の硬化型プラスチック材料をモールドを組み合わせた母型のキャビティ内に充填し、硬化させることでプラスチックレンズを成形する、いわゆるキャストフィニッシュによるレンズ製造における母型用モールド保持装置、母型用モールドの位置決め方法及び母型用モールドへのテープ巻き付け方法等に関するものである。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
従来からプラスチックレンズを製造する手段の1つとして、レンズ成形ユニットを用意しそのキャビティ(空間)内に主として熱硬化型のプラスチック材料を充填し、所定の加熱履歴で加熱処理を施して硬化させ、その後成形されたプラスチックレンズを取り出すようにする製造方法がある。
レンズ成形ユニットは一般的に凸型モールド及び凹型モールドを所定間隔離間させて配置させそれらの外周に粘着テープを巻回して内部にキャビティが形成されるように組み立ている。このような状態にすることを「型組み」といい、型組みされて内部にキャビティが構成されたレンズ成形ユニットの状態を「母型」といい、この母型の粘着テープの一部に充填用のチューブを突き刺して調整したプラスチック材料(一般にモノマーと呼称する)を充填するようにしている。プラスチック材料が充填されたレンズ成形ユニットは加熱炉のような加熱雰囲気中に数時間~数十時間静置されてプラスチック材料の硬化処理が行われプラスチックレンズが成形される。このような従来の製造方法の一例として特許文献1を示す。
【先行技術文献】
【特許文献】
【0003】
特開平8-244048号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このようなキャストフィニッシュによるプラスチックレンズの製造(作製)について、従来では単焦点レンズを製造対象としており、様々な種類を必要とする累進屈折力レンズをキャストフィニッシュで製造することはなかった。その主な理由は累進屈折力レンズでは累進面形状に応じた多種類のレンズタイプに合わせた凸型モールドを準備しなければならず、費用対効果としては十分に採算が合わなかったからである。しかし、ある決まった加入度数の多くのユーザーに対応可能な汎用タイプの特性の累進屈折力レンズであれば多くの種類の凸型モールドを用意しなくともよく十分なニーズがあることから、費用対効果の点でキャストフィニッシュで累進屈折力レンズを製造することが可能である。
ところが、キャストフィニッシュで累進屈折力レンズを製造する場合には単焦点レンズの製造にはない課題が生じる。
上記のように凸型モールド及び凹型モールドを型組みする際には粘着テープを巻回する前にこれらモールドの中心が一致し、かつ所定の間隔となるように一般に「型組みホルダー」という名称で呼ばれる母型用モールド保持装置が用いられる。母型用モールド保持装置は所定の隣接位置に凸型モールド及び凹型モールドを対向して配置させることで凸型モールド及び凹型モールを予定された間隔で仮固定して保持するものである。単焦点レンズ用の凸型モールド及び凹型モールドであれば、全周の高さが均等になるため母型用モールド保持装置の水平で平行に配置された保持面上に凸型モールド及び凹型モールドを正対させて載置すれば凸型モールド及び凹型モールドの間隔を常に一定に保持することができる。
【0005】
しかし、例えば内面累進の累進屈折力レンズにおいて累進面を成形するための凸型モールドでは、累進屈折力レンズの特性として遠用部(上側)のサグが近用部(下側)に対して相対的に大きくえぐられることとなるため上部側が低くなり、これを従来の母型用モールド保持装置の平で平行に配置された保持面上にセットすると凸型モールドの上部が前方に大きく傾く形で保持面に載置されてしまうこととなる。そのため、なんら手当てをしなければ凹型モールドに対して凸型モールドが前傾していることから製造される累進屈折力レンズに必要以上にプリズムが付与されることとなってしまう。ここでは過度のダウンプリズムが累進屈折力レンズに付与されることとなる。
本発明は、このような従来の技術に存在する問題点に着目してなされたものである。その目的とするところは、内面累進となる累進屈折力レンズをモールドによって成形する際に凸型モールドの角度を適宜調整して製造される累進屈折力レンズに適切にプリズムを付与することができる母型用モールド保持装置、母型用モールドの位置決め方法及び母型用モールドへのテープ巻き付け方法を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために手段1では、内面累進型のメニスカスレンズ形状の累進屈折力レンズをプラスチック成形する際に使用される母型用モールドを保持するための母型用モールド保持装置であって、前記累進屈折力レンズの裏面を成形するための第1のモールドと前記累進屈折力レンズの表面を成形するための第2のモールドが配設される本体と、前記第1のモールドの裏面成形面と前記第2モールドの表面成形面とを前記本体上で対向配置させた状態で保持するための位置決め手段と、前記位置決め手段によって対向配置させられた前記第1のモールドと前記第2のモールドとを間隔を空けて保持するための前記第1のモールドの前記裏面成形面の縁又は縁寄り部分が支持される第1の保持部と、前記第2のモールドの前記表面成形面の縁又は縁寄り部分が支持される第2の保持部とを備え、前記第1の保持部は複数の突起体によって構成されているようにした。
【0007】
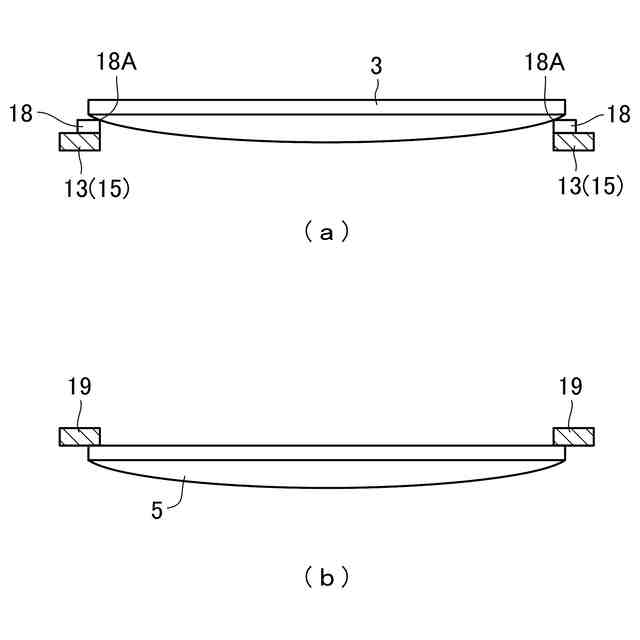
これによって、累進屈折力レンズの裏面(内面)を成形するための第1のモールドの裏面成形面の縁又は縁寄り部分を複数の突起体からなる第1の保持部によって支持することができ、複数の突起体が対面する累進屈折力レンズの裏面の縁又は縁寄り部分の当接する位置に応じた突起量を決定することで第1のモールドを前傾させすぎない好適な角度となるように保持させることができる。第1のモールドを前傾させすぎないようにすることで成形される累進屈折力レンズに必要以上にダウンプリズムが付与されてしまうことを防止することができる。
このように手段1の発明では、第2のモールドに対する第1のモールドの角度を複数の突起体によって「点」で支持するようにしたため、累進屈折力レンズの裏面となる第1のモールドの裏面成形面形状の複雑な形状にあわせて第1の保持部全体を形成する必要がなく、支える部分となる裏面成形面への当接点となる突起体の尖端位置だけを第1のモールドとの関係で決定すればよい。
突起体の尖端位置は第1のモールドの裏面成形面のサグ情報に基づくことがよい。サグとは垂下量のことであり、基準となる面(平面または球面)からの垂直方向の変位量(単位は長さで通常はmmで表す)のことである。
【0008】
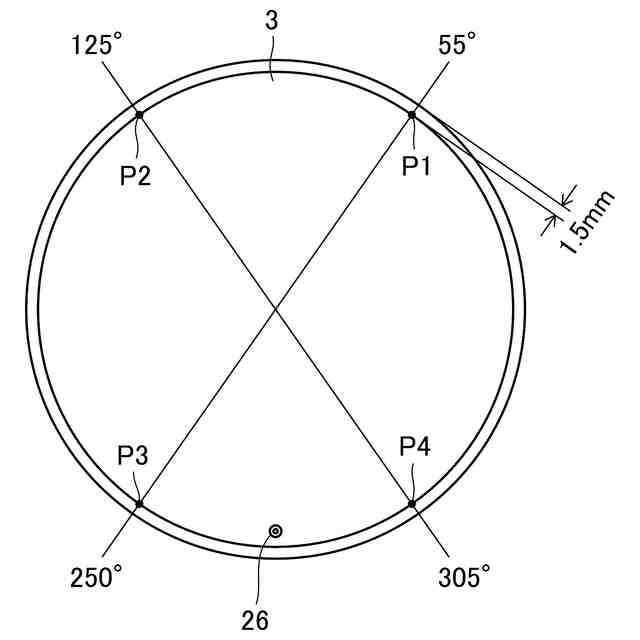
1つの具体的手段としてここでは、基準となる面からの第1のモールドの裏面成形面のサグの座標を取得し、その座標に基づいて突起体の尖端の位置を決定するように突起体を作成する。例えば次のようにシミュレーションすることができる。
(1)まず、第1のモールドのサグデータを作成し、このデータに基づいて三次元モデルを作成する。
(2)第2のモールドに対する第1のモールドの所望の角度をシミュレーションする。第1のモールドの角度を修正することで、第1のモールドのサグデータは基準となる面から変位することとなる。
(3)第1のモールドの裏面の突起体の尖端を当接させる位置を決定し、その位置における変位後の座標を取得する。その位置が突起体の尖端となるように突起体を作製する。
【0009】
「本体」は第1のモールドと第2のモールドの2つを対向させることができればよく、単独の部材の表裏となる位置に間隔を空けて配置できることがよい。
「位置決め手段」は第1のモールドと第2のモールドのそれぞれ外周の一部を包囲して横ずれなく第1のモールドと第2のモールドが面方向で対向できるように保持できることがよい。
「第1の保持部」は複数の突起体によって構成されており、各突起体は裏面成形面の縁寄り部分が間隔を空けてバランスよく保持できるように相互に離れて配置されることがよい。
「第2の保持部」は、累進屈折力レンズの表面(外面)を成形する面であり、累進屈折力レンズの表面は球面又は非球面となるため、その面を成形するための第2のモールドの表面成形面の縁又は縁寄り部分は同一平面状に存在することとなる。そのため第2の保持部は水平面で構成することがよい。
【0010】
また手段2では、前記複数の突起体は前記第1のモールドの前記裏面成形面の縁寄り部分の離間した複数の領域に配置されているようにした。
これによって第1のモールドはがたつくことなく突起体に支持されることとなる。
また手段3では、前記複数の突起体は前記第1のモールドの前記裏面成形面の対向する縁又は縁寄り部分の2つの領域に配置されているようにした。
このように180度対向するような領域に複数の突起体があると、第1のモールドはより安定する。2つの領域はそれぞれに複数の突起体があることがよい。
また手段4では、前記2つの領域は前記第1のモールドの前記裏面成形面の縁又は縁寄り部分の累進屈折力レンズの上下方向を成形する方向に沿って設けられているようにした。
このように2つの領域が累進屈折力レンズの上下方向にあると、突起体は上側領域が大きく突起することとなるため、目視においてどちらが上側かわかりやすく第1のモールドの取り付けについて上下方向が間違えにくくなる。
また手段5では、前記突起体は前記本体に対して着脱可能とされているようにした。
これによって、累進特性の異なる累進屈折力レンズを製造する際にレンズの特性に合わせて突起体のみを交換すれば足りるため、多くの母型用モールド保持装置を用意する必要がなくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ