TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041537
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2024139778
出願日
2024-08-21
発明の名称
金属板及びその製造方法、並びに、メタルマスクの製造方法
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C23C
14/04 20060101AFI20250318BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】より広範囲にわたり均質性が高い長尺の金属板及びその製造方法、並びに、当該金属板から得られるメタルマスク及びその製造方法を提供すること.
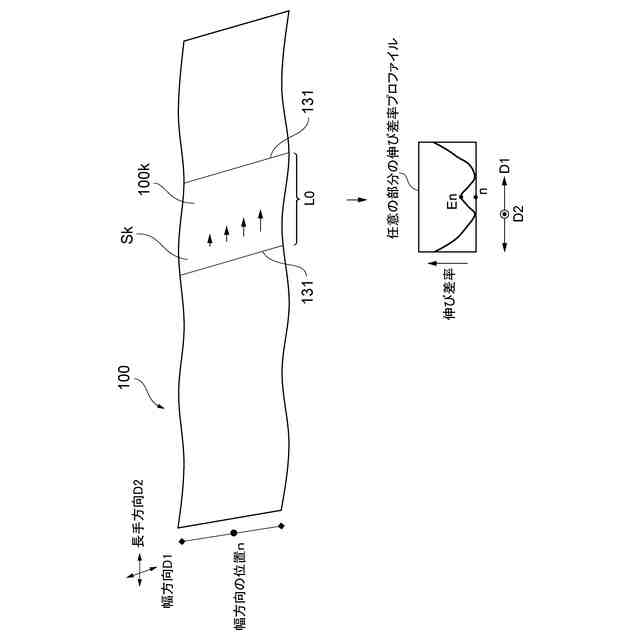
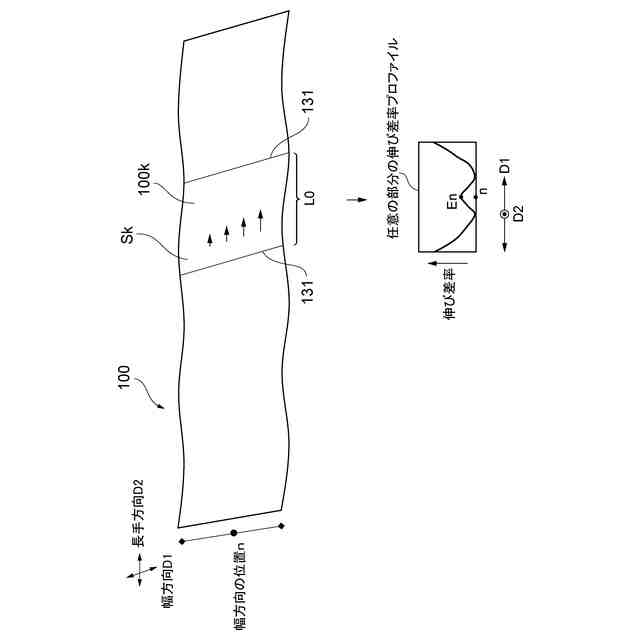
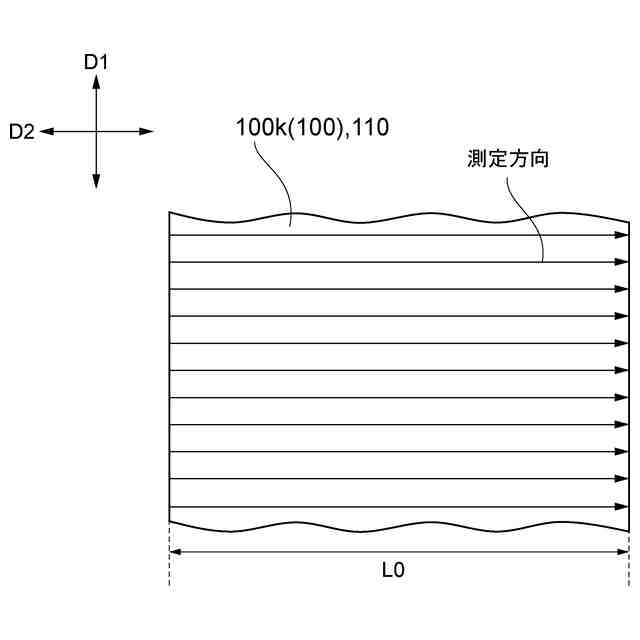
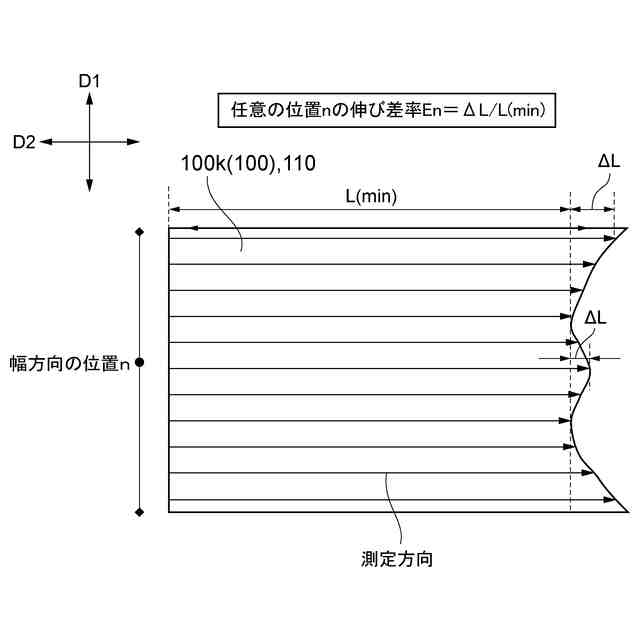
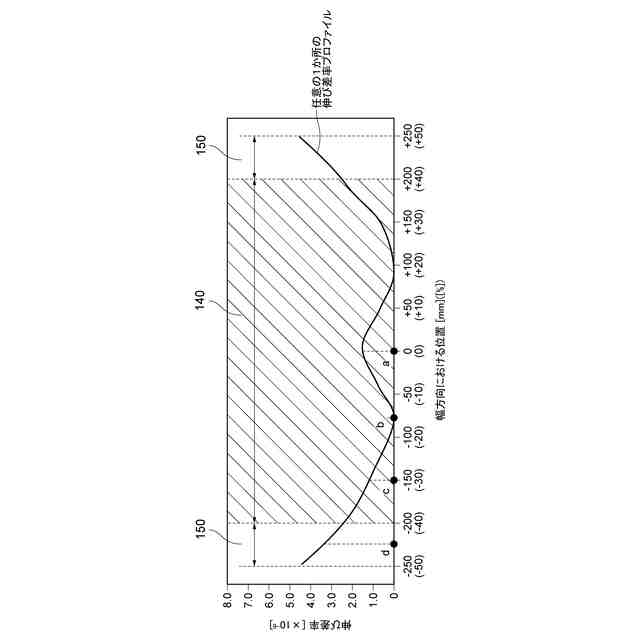
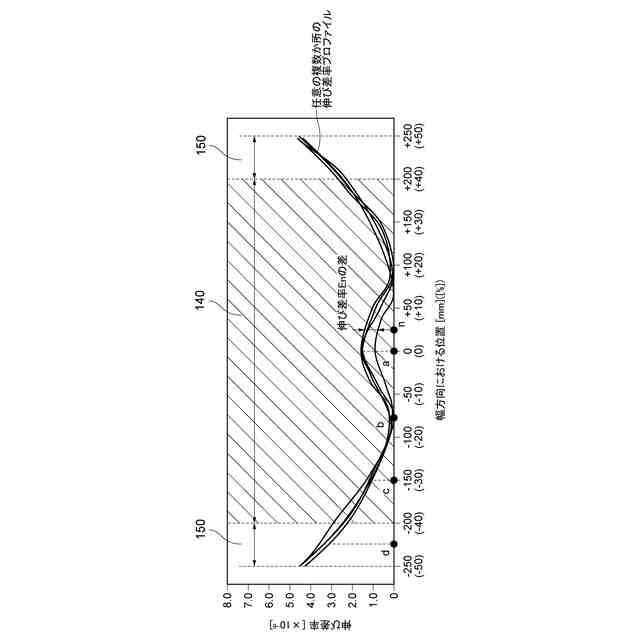
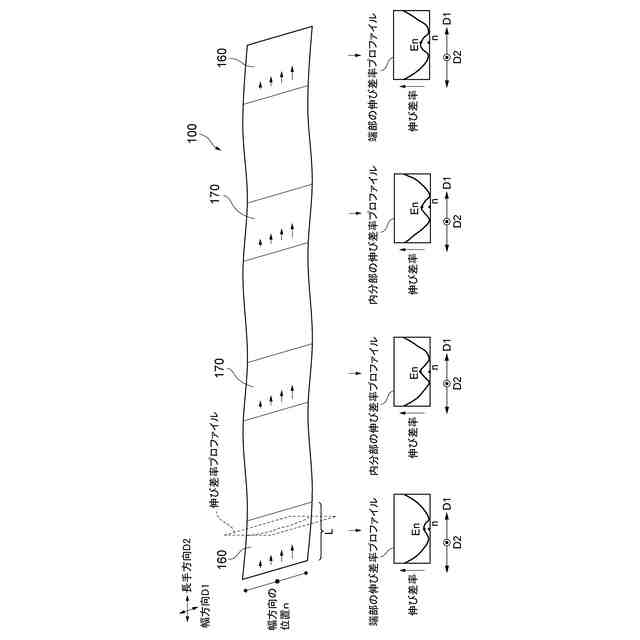
【解決手段】メタルマスクを製造するために用いられる長尺の金属板であって、長手方向の任意の複数の位置において、それぞれ、前記金属板の幅方向の任意の位置nに対する、長手方向の単位長さL0における伸び差率Enを測定したときに、複数の前記位置において、幅方向の中央部の伸び差率Enの差が9.0×10
-6
以下であり、前記中央部が、前記金属板の幅方向の10%を占める両方の側部を除いた、幅方向の80%を占める部分である、金属板。
【選択図】図1A
特許請求の範囲
【請求項1】
メタルマスクを製造するために用いられる長尺の金属板であって、
長手方向の任意の複数の位置において、それぞれ、前記金属板の幅方向の任意の位置nに対する、長手方向の単位長さL0における伸び差率Enを測定したときに、
複数の前記位置において、幅方向の中央部の伸び差率Enの差が9.0×10
-6
以下であり、
前記中央部が、前記金属板の幅方向の10%を占める両方の側部を除いた、幅方向の80%を占める部分である、
金属板。
続きを表示(約 1,900 文字)
【請求項2】
メタルマスクを製造するために用いられる長尺の金属板であって、
長手方向の複数の位置において、それぞれ、前記金属板の幅方向の任意の位置nに対する、長手方向の単位長さL0における伸び差率Enを測定したときに、
複数の前記位置において、幅方向の中央部の伸び差率Enの差が9.0×10
-6
以下であり、
前記中央部が、前記金属板の幅方向の10%を占める両方の側部を除いた、幅方向の80%を占める部分であり、
複数の前記位置が、前記金属板の長手方向の両端部と、前記金属板を長手方向に一又は複数に内分する部分と、を含む、
金属板。
【請求項3】
複数の前記位置において、幅方向の中央部の伸び差率Enの最大値が2.5×10
-5
以下である、
請求項1又は2に記載の金属板。
【請求項4】
ロール状である、
請求項1又は2に記載の金属板。
【請求項5】
長尺方向の長さが、50~800mである、
請求項1又は2に記載の金属板。
【請求項6】
厚さが、50μm以下である、
請求項1又は2に記載の金属板。
【請求項7】
メタルマスクを製造するために用いられる長尺の金属板の製造方法であって、
母材を圧延して、長尺の金属板を得る圧延工程を含み、
前記金属板が、
長手方向の任意の複数の位置において、それぞれ、前記金属板の幅方向の任意の位置nに対する、長手方向の単位長さL0における伸び差率Enを測定したときに、
複数の前記位置において、幅方向の中央部の伸び差率Enの差が9.0×10
-6
以下であり、
前記中央部が、前記金属板の幅方向の10%を占める両方の側部を除いた、幅方向の80%を占める部分である、
金属板の製造方法。
【請求項8】
メタルマスクを製造するために用いられる長尺の金属板の製造方法であって、
母材を圧延して、長尺の金属板を得る圧延工程を含み、
前記金属板が、
長手方向の複数の位置において、それぞれ、前記金属板の幅方向の任意の位置nに対する、長手方向の単位長さL0における伸び差率Enを測定したときに、
複数の前記位置において、幅方向の中央部の伸び差率Enの差が9.0×10
-6
以下であり、
前記中央部が、前記金属板の幅方向の10%を占める両方の側部を除いた、幅方向の80%を占める部分であり、
複数の前記位置が、前記金属板の長手方向の両端部と、前記金属板を長手方向に一又は複数に内分する部分と、を含む、
金属板の製造方法。
【請求項9】
メタルマスクの製造方法であって、
母材を圧延して長尺の金属板を準備する圧延工程と、
前記金属板をエッチングすることによって前記メタルマスクを形成するエッチング工程と、を備え、
前記金属板が、
長手方向の任意の複数の位置において、それぞれ、前記金属板の幅方向の任意の位置nに対する、長手方向の単位長さL0における伸び差率Enを測定したときに、
複数の前記位置において、幅方向の中央部の伸び差率Enの差が9.0×10
-6
以下であり、
前記中央部が、前記金属板の幅方向の10%を占める両方の側部を除いた、幅方向の80%を占める部分である、
メタルマスクの製造方法。
【請求項10】
メタルマスクの製造方法であって、
母材を圧延して長尺の金属板を準備する圧延工程と、
前記金属板をエッチングすることによって前記メタルマスクを形成するエッチング工程と、を備え、
前記金属板が、
長手方向の複数の位置において、それぞれ、前記金属板の幅方向の任意の位置nに対する、長手方向の単位長さL0における伸び差率Enを測定したときに、
複数の前記位置において、幅方向の中央部の伸び差率Enの差が9.0×10
-6
以下であり、
前記中央部が、前記金属板の幅方向の10%を占める両方の側部を除いた、幅方向の80%を占める部分であり、
複数の前記位置が、前記金属板の長手方向の両端部と、前記金属板を長手方向に一又は複数に内分する部分と、を含む、
メタルマスクの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板及びその製造方法、並びに、メタルマスクの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、スマートフォンやタブレットPC等の持ち運び可能なデバイスで用いられる表示装置に対して、高精細であること、例えば画素密度が500ppi以上であることが求められている。また、持ち運び可能なデバイスにおいても、ウルトラハイディフィニション(UHD)に対応することへの需要が高まっており、この場合、表示装置の画素密度が例えば800ppi以上であることが好ましい。
【0003】
表示装置の中でも、応答性の良さ、消費電力の低さやコントラストの高さのため、有機EL表示装置が注目されている。有機EL表示装置の画素を形成する方法として、所望のパターンで配列された貫通孔が形成されたメタルマスクを用い、所望のパターンで画素を形成する方法が知られている。具体的には、はじめに、有機EL表示装置用の基板に対してメタルマスクを密着させ、次に、密着させたメタルマスクおよび基板を共に蒸着装置に投入し、有機材料を基板に蒸着させる蒸着工程を行う。これによって、メタルマスクの貫通孔のパターンに対応したパターンで、基板上に、有機材料を含む画素を形成することができる。
【0004】
メタルマスクの製造方法としては、フォトリソグラフィー技術を用いたエッチングによって金属板に貫通孔を形成する方法が知られている。例えば、はじめに、金属板の第1面上に露光・現像処理によって第1レジストパターンを形成し、また金属板の第2面上に露光・現像処理によって第2レジストパターンを形成する。次に、金属板の第1面のうち第1レジストパターンによって覆われていない領域をエッチングして、金属板の第1面に第1凹部を形成する。その後、金属板の第2面のうち第2レジストパターンによって覆われていない領域をエッチングして、金属板の第2面に第2凹部を形成する。この際、第1凹部と第2凹部とが通じ合うようにエッチングを行うことにより、金属板を貫通する貫通孔を形成することができる(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2014-148743号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
メタルマスクを作製するための金属板は、例えば、ニッケルを含む鉄合金からなる母材を圧延することによって作製される。金属板をより薄く圧延するほど、得られるメタルマスクの貫通孔の寸法精度が向上する。しかし、その一方で、圧延により少なからず金属板に波打ち形状が現れる。このような波打ち形状が現れると、金属板に形成される貫通孔の寸法精度が低下するおそれがある。
【0007】
そのため、金属板の波打ち形状の評価は、金属板の品質保証の観点から重要となる。一方で、圧延して得られる金属板は非常に長尺なものとなる。そのため、金属板全体の品質保証という観点からは、金属板の波打ち形状の評価はより広範囲において実施されることが好ましい。
【0008】
しかしながら、従来の金属板の波打ち形状を評価するための測定装置は、金属板から切り出した測定サンプルを枚葉式に測定するものである。そのため、広範囲において金属板の波打ち形状の評価を実施することは困難である。また、長尺な金属板には波打ち形状がほとんど見られない箇所もあれば波打ち形状がみられるところもある。したがって、枚葉式の測定で波打ち形状が少ない結果が得られるとしても、それは部分的な結果であり、長尺な金属板の全体にわたって波打ち形状が少ないということにはならない。
【0009】
また、フォトリソグラフィー技術を用いたエッチングプロセスを金属板のロールから行う場合には、金属板のロールの中間部分から測定サンプルを切り出すと、ロール自体が分断されてしまいエッチングプロセスへの影響が大きい。そのため、この場合には、金属板のロールの先端から測定サンプルを切り出すことになる。したがって、従来の枚葉式の測定装置では、金属板のロールの中間部分を含む広範囲の波打ち形状を評価することは困難であった。
【0010】
本発明は、上記問題点に鑑みてなされたものであり、より広範囲にわたり均質性が高い長尺の金属板及びその製造方法、並びに、当該金属板を用いたメタルマスクの製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ