TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041524
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2024112590
出願日
2024-07-12
発明の名称
歪み耐性溝を有するバリアコーティングを用いた熱保護方法
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
F02C
7/00 20060101AFI20250318BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】タービンエンジン部品の全体的な熱保護の向上に資するため、遮熱コーティングの歪み耐性溝に追加の材料を堆積させる方法を提供する。
【解決手段】
部品の形成方法は、部品への熱伝達を減少させるために部品に遮熱コーティングを施工することを含んでおり、遮熱コーティングは、1以上の遮熱層と、部品の外表面と接する金属結合コーティング層を含む。本方法は、遮熱コーティングの歪み耐性を増加させるために、遮熱コーティングの1以上の遮熱層に複数の溝を形成するステップも含んでおり、複数の溝の各々は、1以上の遮熱層内にある深さで延在する。本方法は、さらに、遮熱コーティングにおいて複数の溝が形成される領域での金属ボンドコート層の熱保護の量を増加させるために、複数の溝内に材料を堆積させることを含む。
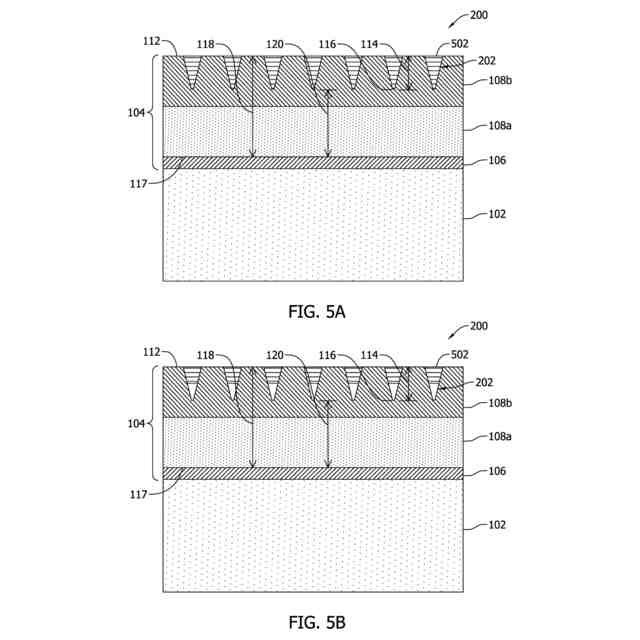
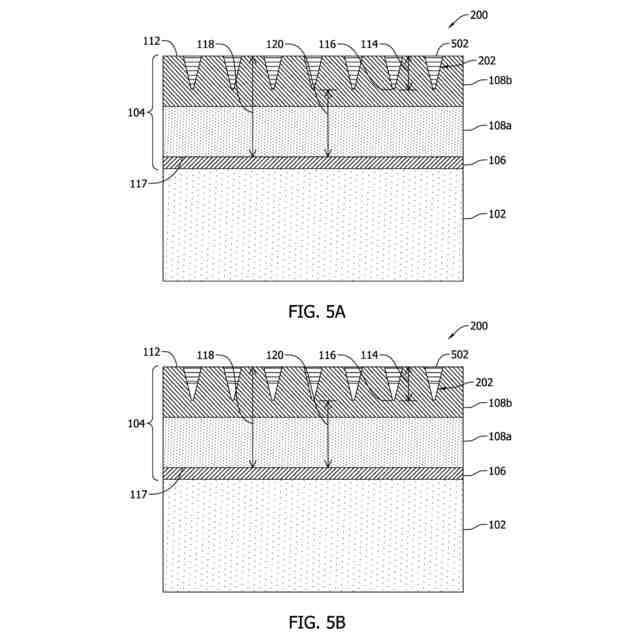
【選択図】図5
特許請求の範囲
【請求項1】
部品を形成する方法であって、当該方法が、
部品への熱伝達を減少させるために部品に遮熱コーティングを施工するステップであって、遮熱コーティングが1以上の遮熱層と金属ボンドコート層とを含んでおり、1以上の遮熱層が金属ボンドコート層上に延在し、金属ボンドコート層が部品の外表面と接している、ステップと、
遮熱コーティングの歪み耐性を増加させるために遮熱コーティングの1以上の遮熱層に複数の溝を形成するステップであって、複数の溝の各々が1以上の遮熱層内にある深さで延在する、ステップと、
遮熱コーティングにおいて複数の溝が形成される領域での金属ボンドコート層の熱保護の量を増加させるために、複数の溝内に材料を堆積させるステップと
を含む、方法。
続きを表示(約 820 文字)
【請求項2】
複数の溝内に材料を堆積させるステップが、スラリーの形態の材料を堆積させることを含む、請求項1に記載の方法。
【請求項3】
複数の溝内に材料を堆積させるステップが、スプレーの形態の材料を堆積させることを含む、請求項1に記載の方法。
【請求項4】
部品に遮熱コーティングを施工するステップが、部品上に第1の遮熱層を施工すること、及び第1の遮熱層の少なくとも一部の上に第2の遮熱層を施工することを含む、請求項1に記載の方法。
【請求項5】
複数の溝を形成するステップが、複数の溝の少なくとも幾つかが第2の遮熱層内に延在するように複数の溝を形成することを含む、請求項4に記載の方法。
【請求項6】
複数の溝を形成するステップが、複数の溝の少なくとも幾つかが第2の遮熱層を貫通して少なくとも部分的に第1の遮熱層内に延在するように複数の溝を形成することを含む、請求項4に記載の方法。
【請求項7】
複数の溝を形成するステップが、複数の溝の少なくとも幾つかが第2及び第1の遮熱層を貫通して金属ボンドコート層と接するように複数の溝を形成することを含む、請求項4に記載の方法。
【請求項8】
複数の溝内に材料を堆積させるステップが、遮熱コーティングにおいて複数の溝を含む領域での部品の劣化の量を低減させるために複数の溝内に材料を堆積させることをさらに含む、請求項7に記載の方法。
【請求項9】
複数の溝内に材料を堆積させるステップが、複数の溝の各々を完全に充填するために材料を堆積させることをさらに含む、請求項1に記載の方法。
【請求項10】
複数の溝内に材料を堆積させるステップが、複数の溝の一部しか充填しないように材料を堆積させることをさらに含む、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、広義には、タービンエンジン部品で使用するための熱保護皮膜、さらに具体的には、タービンエンジン部品に施工される遮熱コーティングの歪み耐性溝に材料を堆積させる方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
ガスタービンエンジン及び/又は蒸気タービンエンジンのようなタービンエンジンは、産業及び発電事業で常用されている。公知のタービンエンジンは長時間高温に付されるので、時間の経過とともにタービンエンジンの部品の変形を招くおそれがある。部品を熱から保護するために、少なくとも幾つかの公知のタービンエンジン部品は、遮熱コーティングを含んでいる。通例、タービンエンジン部品の遮熱コーティングは、1以上の遮熱層だけでなく、部品の金属母材上に直接延在する金属ボンドコート層を含んでいる。
【0003】
コーティングの歪み耐性を向上させるために、少なくとも幾つかの公知の遮熱コーティングは、タービンエンジン部品上に延在する歪み耐性溝(strain tolerance grooves)と共に形成される。しかし、このような溝が存在すると、タービンエンジン部品に形成された各々の溝の位置で遮熱コーティングの厚さが減少してしまうおそれがある。そのため、これらの位置で高い作動温度に暴露されると、歪み耐性溝内又はその近傍で金属ボンドコート層の酸化及び劣化が起こり易くなりかねない。したがって、タービンエンジン部品の全体的な熱保護の向上に資するため、遮熱コーティングの歪み耐性溝に追加の材料を堆積させる方法が必要とされている。
【発明の概要】
【0004】
一態様では、部品を形成する方法を提供する。本方法は、部品への熱伝達を減少させるために部品に遮熱コーティングを施工するステップを含んでおり、遮熱コーティングは1以上の遮熱層と金属ボンドコート層とを含んでおり、1以上の遮熱層は金属ボンドコート層上に延在し、金属ボンドコート層は部品の外表面と接している。本方法は、遮熱コーティングの歪み耐性を増加させるために、遮熱コーティングの1以上の遮熱層に複数の溝を形成するステップも含んでおり、複数の溝の各々は、1以上の遮熱層内にある深さで延在する。本方法は、さらに、遮熱コーティングにおいて複数の溝が形成される領域での金属ボンドコート層の熱保護の量を増加させるために、複数の溝内に材料を堆積させるステップを含む。
【0005】
別の態様では、タービンエンジン部品を製造する方法を提供する。本方法は、部品への熱伝達を減少させるために部品に遮熱コーティングを施工するステップを含んでおり、遮熱コーティングは1以上の遮熱層と金属ボンドコート層とを含んでおり、1以上の遮熱層は金属ボンドコート層上に延在し、金属ボンドコート層は部品の外表面と接している。本方法は、遮熱コーティングの歪み耐性を増加させるために、施工した遮熱コーティングの1以上の遮熱層に複数の溝を形成するステップも含んでおり、複数の溝の各々は、金属ボンドコート層に垂直な線に沿って溝の底まで、1以上の遮熱層内にある深さで延在する。本方法は、さらに、複数の溝の各々の延長線に近接する金属ボンドコート層の熱保護の量を増加させるために、複数の溝内に材料を堆積させるステップを含む。
【図面の簡単な説明】
【0006】
遮熱コーティングを含む例示的なタービンエンジン部品の概略図。
遮熱コーティングの第1の層に複数の歪み耐性溝が形成された遮熱コーティングを含む例示的なタービンエンジン部品の概略図。
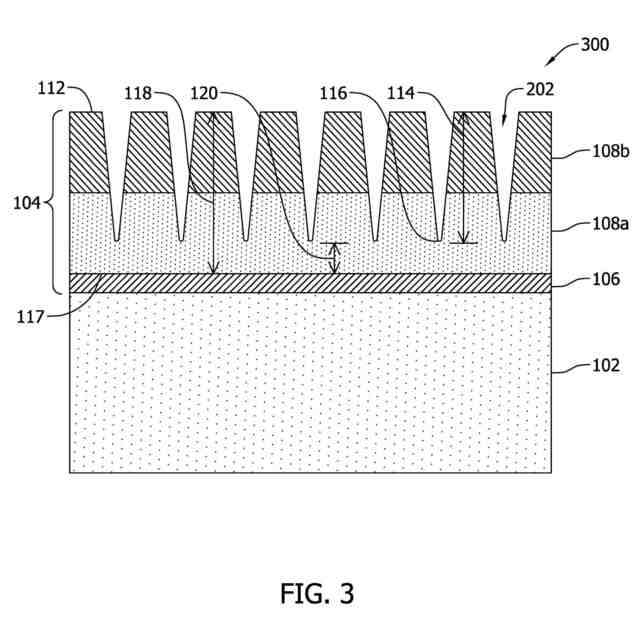
遮熱コーティングの第1の層及び第2の層に複数の歪み耐性溝が形成された遮熱コーティングを含む例示的なタービンエンジン部品の概略図。
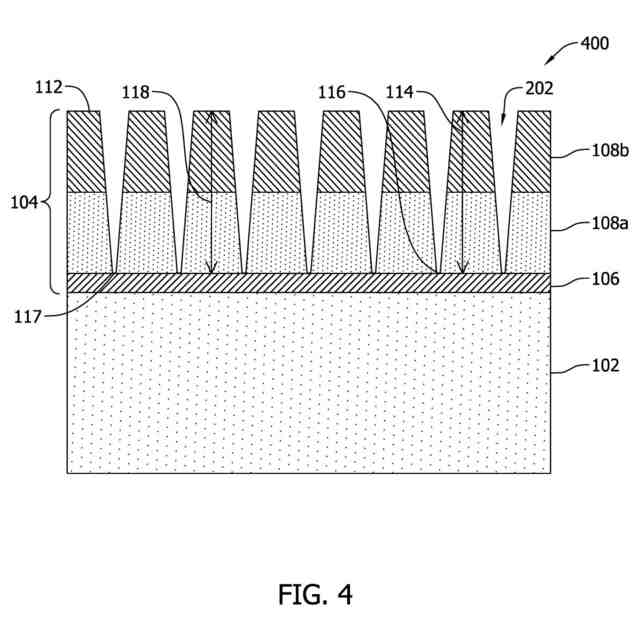
遮熱コーティングの金属ボンドコート層と接触する複数の歪み耐性溝が遮熱コーティングの第1層及び第2層に形成された遮熱コーティングを含む例示的なタービンエンジン部品の概略図。
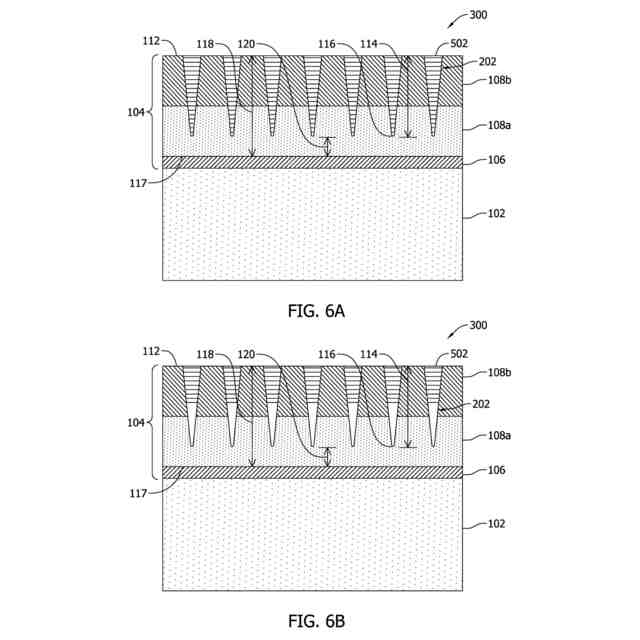
複数の歪み耐性溝内に堆積した材料を含む、図2のタービンエンジン部品の概略図。
複数の歪み耐性溝内に堆積した材料を含む、図3のタービンエンジン部品の概略図。
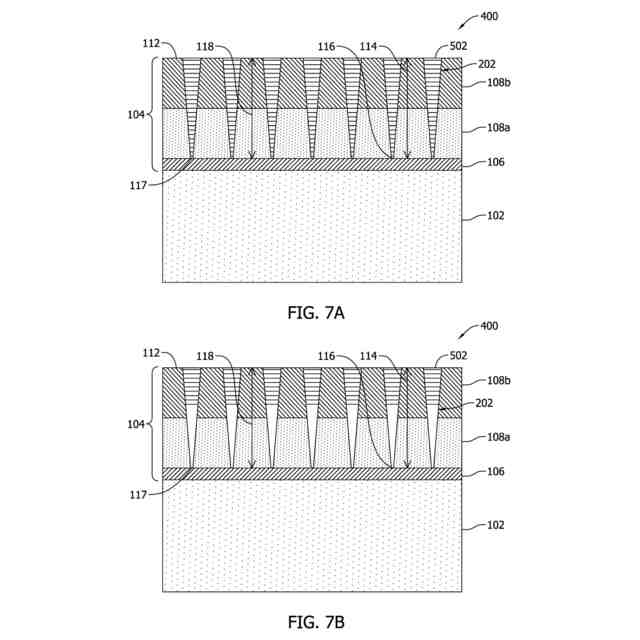
複数の歪み耐性溝内に堆積した材料を含む、図4のタービンエンジン部品の概略図。
【発明を実施するための形態】
【0007】
本願に記載の実施形態は、タービンエンジン部品の熱保護の向上に資するために、遮熱コーティングの歪み耐性溝に材料を堆積させるために使用する方法に関する。
【0008】
本願に記載の方法は、タービンエンジン部品の熱保護に資する。本願に記載の方法の利点としては、少なくとも、(i)部品を熱損傷から保護する遮熱コーティングによるタービンエンジン部品の熱保護が改善されること、(ii)遮熱コーティング内の溝によるタービンエンジン部品の遮熱コーティングの歪み耐性が改善されること、並びに(iii)歪み耐性溝の近傍での遮熱コーティングの金属ボンドコート層の酸化及び劣化を低減するための遮熱コーティングの歪み耐性溝内の材料の堆積によって、タービンエンジン部品の熱保護が改善されることが挙げられる。
【0009】
本願で開示する様々な実施形態の構成要素について紹介する際、単数形で記載したものは、その構成要素が1以上存在することを意味する。「備える」、「含む」及び「有する」という用語は、内包的なものであり、記載した構成要素以外の追加の構成要素が存在していてもよいことを意味する。
【0010】
別途記載されていない限り、本明細書で用いる「略」、「実質的に」及び「約」などの近似表現は、それらで修飾された用語が、絶対的又は厳密なものではなく、当業者に自明の近似的なものにすぎないことを示す。したがって、「約」、「略」及び「実質的に」のような用語で修飾された値はその厳密な数値に限定されるものではない。少なくとも幾つかの事例では、近似表現は、その値を測定する機器の精度に対応する。さらに、別段の記載がない限り、「第1」、「第2」などの用語は、本願では単なる付票にすぎず、それらが付されたものに、数的、位置的又は階層的要件を課すものではない。さらに、例えば「第2」という場合、例えば「第1」以下又は「第3」以上のものの存在を必要とするものでも、排除するものでもない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ