TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040975
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2024157973
出願日
2024-09-12
発明の名称
ツールホルダー及びツールを含む全体ツールの処理中の処理管理
出願人
フランツ・ハイマー・マシーネンバウ・カーゲー
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/4065 20060101AFI20250317BHJP(制御;調整)
要約
【課題】 ツールホルダー及びツールを含む全体ツールの処理中の処理管理を提供する。
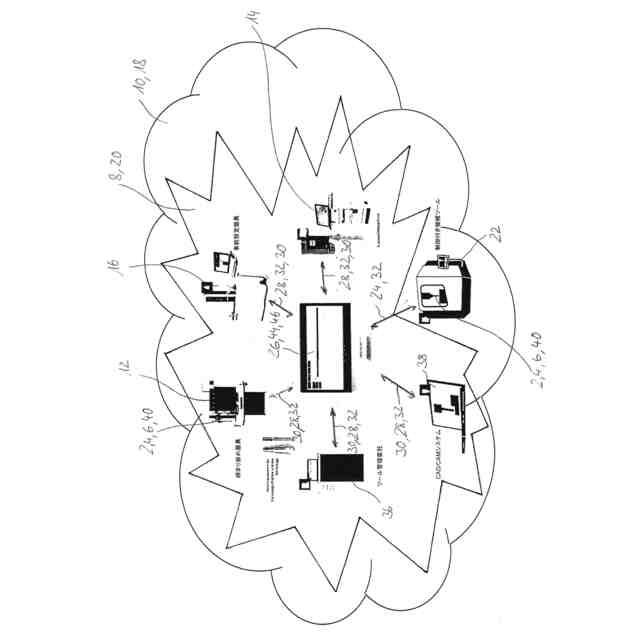
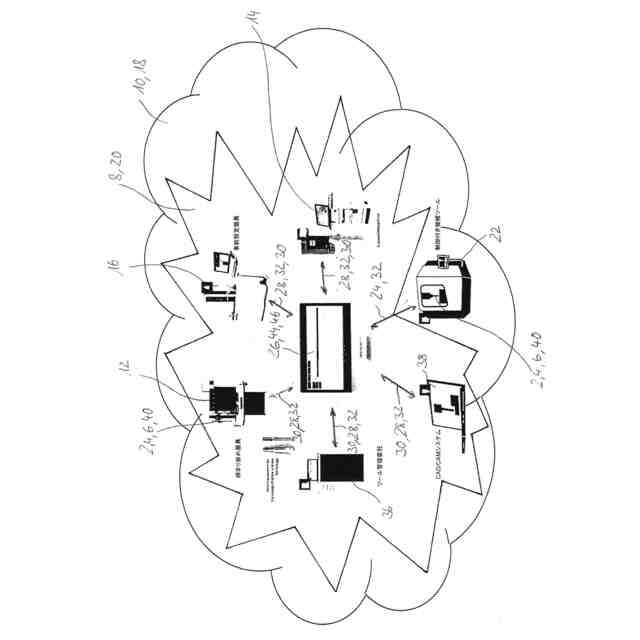
【解決手段】 本発明は、ツールホルダー及びツールを含む全体ツールの処理の制御中のデータ交換のための方法、そして処理管理システム、そしてまたデータ処理のための装置/システム、コンピュータプログラム[製品]及びコンピュータ可読(ストレージ)媒体に関する。集積化/リンク化処理環境内のツールホルダー及びツールを含む全体ツールの処理の制御中の、ツールをツールホルダー及び/又はバランス器具及び/又は事前設定器具内へ取り付けるための少なくとも1つの器具とのデータ交換のための方法は、「特に、部品を製造するための上位製造計画/制御が、全体ツールを処理するための処理データ(特にツールリスト及び/又はデバイスシート)を処理管理システムへ伝達する」ということを提供する。次に、処理管理システムは、処理データを使用することにより確認された作業指令/データを集積化/リンク化処理環境の器具へ伝達する。
【選択図】 図1
特許請求の範囲
【請求項1】
集積化/リンク化処理環境内のツールホルダー及びツールを含む全体ツールの処理の制御中の前記ツールを前記ツールホルダー(特に締まり嵌め器具)及び/又はバランス器具及び/又は事前設定器具内へ取り付けるための少なくとも1つの器具とのデータ交換のための方法であって、特に、集積化製造環境の任意選択的にさらなる機械及び自動化部品を有する全体ツールを使用することにより部品を製造するための特に自動化及び/又はディジタル化製造プロセスの文脈における方法において、
-特に、部品を製造するための上位製造計画/制御が、前記全体ツールを処理するための処理データ(特にツールリスト及び/又はデバイスシート)を処理管理システムへ伝達し、
-前記処理管理システムは、前記処理データを使用することにより確認された作業指令/データを前記集積化/リンク化処理環境の前記器具へ伝達する、方法。
続きを表示(約 3,900 文字)
【請求項2】
前記作業指令/データを使用することにより、前記集積化/リンク化処理環境の前記器具は、特に前記処理管理システムによる遠隔制御下で、監視及び/又は制御される、請求項1に記載の方法。
【請求項3】
特に取り付け器具(特に前記締まり嵌め器具)の作業データは以下の情報のうちの少なくとも1つ、特に以下の情報のうちの複数、特に以下の情報のうちのすべてを含む:
-前記ツールホルダーの(特に前記締まり嵌めチャックの)タイプ、(任意選択的にまた物品番号)、及び/又は前記ツールホルダーの(特に前記締まり嵌めチャックの)格納場所、
-前記ツールホルダー、特に前記締まり嵌めチャックの一意的識別(特に一意的数字)、
-前記ツール(特に切削機)のタイプ及び/又は前記ツール(特に前記切削機)の格納場所、
-特に、既に使用されたツール(特に前記切削機)が十分な残りの実行時間を依然として有する場合の前記ツール(特に前記切削機)の一意的識別(特に一意的数字)、及び/又は前記ツールホルダー(特に前記締まり嵌めチャック)の一意的識別(特に一意的数字)、
-製造される部品の計画ユニット量と前記ツール(特に前記切削機)の耐用年数とに特に依存して(特に、使用されるツール(特に前記切削機)の場合の残りの実行時間も考慮して)要求される同一ツールの数、
-公差を伴う前記全体ツールのターゲット長、
-(任意選択的に適合化もされる)許容差、
-前記ツールホルダー(特に前記締まり嵌めチャック)の取り付けサイクル(特に締まり嵌めサイクル)の数、請求項1又は2に記載の方法。
【請求項4】
前記作業指令(特に前記取り付け器具の、特に前記締まり嵌め器具の)は以下の情報の少なくとも1つ、特に以下の情報のうちの複数、特に以下の情報のうちのすべてを含む:
-ストレージからの所定ユニット量のツールホルダー(特に締まり嵌めチャック)及び/又はツール(特に切削機)の除去、
-前記ツールホルダー(特に特定締まり嵌めチャック)上の/の及び/又は前記ツール(特に前記切削機)上の/の一意的識別(特にデータ行列コード及び/又は数字)を読み取る(特に走査する)こと、
-特に許容差を伴う締まり嵌めパラメータの特に自動選択、
-すべての関連締まり嵌めパラメータ/データの表示、
-長さ止めを所定又は事前定義可能長へ駆動すること(恐らく自動的に、又は前記取り付け器具上(特に前記締まり嵌め器具上)のユーザガイダンスによる手動で)、
-粗設定の表示(特にカラー(特に赤色/緑色)表示による)、
-ターゲット寸法に近づくと密表示すること(特にカラー(特に赤色/緑色)表示により)、
-ツールホルダー(特に締まり嵌めチャック)を加熱すること、
-ツール(特に切削機)を挿入すること、
-長さ止めにおける枢動、
-ツール(特に切削機)を長さ止めまで上昇させること(手動で又は圧縮バネにより)、
-ツール(特に切削機)がクランプされるまでの待ち時間、
-ツールホルダー(特に締まり嵌めチャック)を冷却すること、
-冷却プロセスの監視、
-実際長を長さ止めにより制御すること、
-前記実際長をデータベース内に格納すること、
-前記全体ツールを前記ツールホルダーの(特に前記締まり嵌めチャックの)前記一意的数字により識別すること、
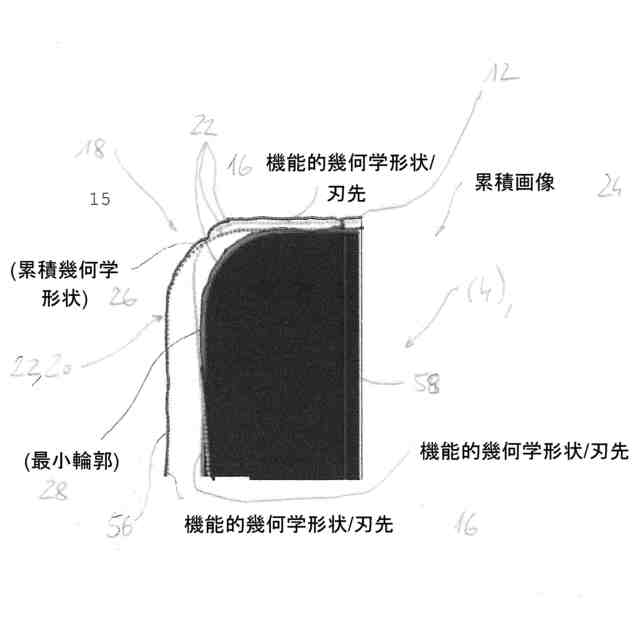
-特に、機械的クランプチャックの締まり嵌めの代替案として、ツールホルダーパラメータ(特に、技術的に適正な取り付けのための特にコレットチャック又は水力膨張チャックのために、及びまた滑りブロック、取り付け装置等々などの旋回板保持器のための関連アクセサリのために使用されるトルク)の自動表示、及びまた、特に前記その長さ公差と共に前記技術的に適正な取り付けを確認するための前記完全ツールの最終表現の自動表示、請求項1~3の何れか一項に記載の方法。
【請求項5】
前記作業データ(特に前記事前設定器具の)は以下の情報のうちの少なくとも1つ、特に以下の情報のうちの複数、特に以下の情報のすべてを含む:
-幾何学的情報、特に前記全体ツールの全体長及び/又は前記ツールの(特に前記切削機の)径、及び/又は前記ツールの(特に前記切削機の)コーナ半径、
-ツール耐用寿命(特に新しいツール当たり部品の形式での)又は分/時間での耐用寿命、請求項1~4の何れか一項に記載の方法。
【請求項6】
前記作業指令(特に前記事前設定器具の)は以下の情報のうちの少なくとも1つ、特に以下の情報のうちの複数、特に以下の情報のすべてを含む:
-全体ツールを測定スピンドル内へ挿入すること、
-自動測定実行を任意選択的に開始すること
-又は特に所定変数の手動測定の開始、
-実際寸法をデータベースへ読み込むこと及び/又は実際寸法を処理管理システム(又はそのデータベース)へ送信すること、
-追加的に-事前設定データを処理機へも送信すること、請求項1~5の何れか一項に記載の方法。
【請求項7】
前記作業データ(特に前記バランス器具の)は以下の情報のうちの少なくとも1つ、特に以下の情報のうちの複数、特に以下の情報のすべてを含む:
-データベースからのバランス公差、
-データベースからの全体長及び全重量などの別のパラメータ、
-測定法(例えば、単純/切り替え又は(自動)切り替えバランス/スピンドル補正による単純)
-質量が加算又は減算される必要があるバランス方法(例えば材料除去又は材料追加による又は質量の調節による非バランス補償)及び特に対応バランス面(高さ、径、…)、請求項1~6の何れか一項に記載の方法。
【請求項8】
前記作業指令(特に前記バランス器具の)は以下の情報のうちの少なくとも1つ、特に以下の情報のうちの複数、特に以下の情報のすべてを含む:
-全体ツールをバランススピンドル中へクランプすること、
-所定測定法に従う測定実行(例えば、単純/切り替え/スピンドル補正による単純)、
-所定方法に従う非バランス補償、
-バランス精度(テストラン)を照査し実際の非バランスをデータベース内へ読み込むこと、
-結果を処理管理システム(又はそのデータベース)へ送信すること、
-結果OKまでプロセスを任意選択的に繰り返すこと(したがってバランスのコースは前記処理管理システム内で追跡可能である)、請求項1~7の何れか一項に記載の方法。
【請求項9】
前記処理管理システムは:
-特にすべての器具の少なくとも1つの器具の状態(特にオンライン状態)を監視する、及び/又は
-少なくとも1つの器具(特にすべての器具の)のプロセスを文書化する、特にまたいくつかのプロセス内の介入(特に手動介入)を文書化する、
-及び/又は、少なくとも1つの器具の(特にすべての器具の)前記プロセス中の所定の又は事前定義可能な公差への遵守を監視する、及び/又は
-変化(特に、器具状態の、作業指令/データの、値の、公差及び/又は他の情報の)を監視及び/又は文書化する、及び/又は
-特に前記ツールホルダーの及び/又は前記ツールの前記一意的識別を参照してプロセス反復を計数及び/又は文書化する、及び/又は
-作業指示/データを更新する、及び/又は
-望まれない状態(特に、故障状態及び/又は欠陥プロセス又は誤って実施されたプロセス)の場合に作業指示/データを生成する、及び/又は
-前記作業指示からジョブリストを生成し、特に、前記ジョブリストを利用可能にする又は前記処理環境の前記器具へ伝達する(これは、「ジョブ」として前記処理管理システムにより前もって機械へ送信され得る、又は、実施の時に前記機械により前記処理管理システムから要求され得る)、及び/又は
-処理プロセス(特に前記全体ツールを生成する際に特に前記処理環境の前記器具上で実施されるもの)を計数及び文書化する、及び/又は
-前記処理環境内で若しくはそれと又は前記処理環境の前記器具内で若しくはそれと双方向に通信する、及び/又は
-前記環境内へ集積化された器具の状態(状態:オンライン/オフライン;状態:ジョブフィードバック(良い/悪い))を「追跡する」(ライブで)、
-1対1識別から前記最後に実施されたジョブを照査する(前記実施されたジョブの最終結果は前記1対1識別上に表示される-すべての必要な工程もまた実施されたということがこうして保証され得る)
-間隙無く、前記機械上で前記実施された作業の履歴を記録し、前記機械上で前記実施された作業を文書化する、請求項1~8の何れか一項に記載の方法。
【請求項10】
前記作業指令/データはOPC-UAインターフェース及び/又は顧客インターフェース又はMQTTインターフェースを介し伝達される、請求項1~9の何れか一項に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、集積化/リンク化又はネットワーク化処理環境内のツールホルダー及びツールを含む全体ツールの処理の制御中のデータ交換のための方法、そして処理管理システム、そしてまたデータ処理のための装置/システム、コンピュータプログラム[製品]及びコンピュータ可読(ストレージ)媒体に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
部品の製造中の自動化及び/又はディジタル化製造プロセス(第4次産業)の文脈では、機械ツール及び他の製造器具などの集積化/リンク化器具との集積化又はネットワーク化製造環境を使用することが知られている。
【0003】
この場合、このような製造環境内で集積化された器具は-その中での制御の文脈では-交換又は転送される処理のための重要データ(すなわち処理データ)を(通常定義される)インターフェース(器具上に実装される)を介し互いに通信する。
【0004】
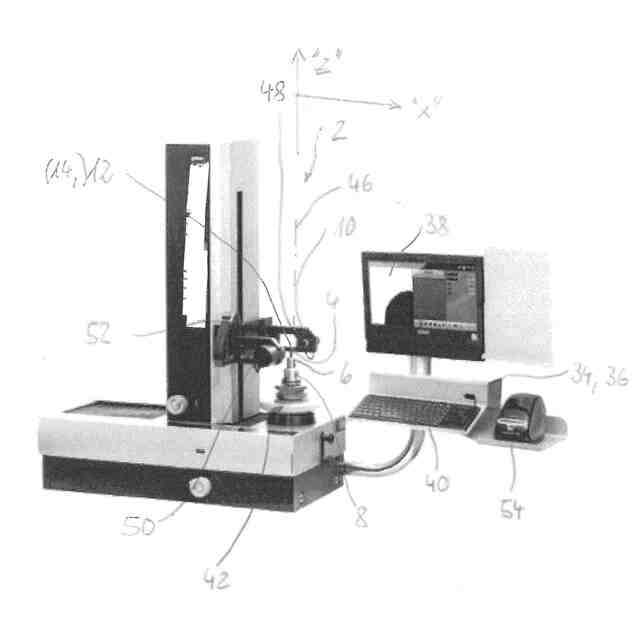
部品製造中の製造プロセス中、また知られているように、部品を製造するためのプロセスは所謂全体ツール(ツールホルダー(例えば締まり嵌めチャックのようなクランプチャック)そしてまたこのようなツールホルダー内に挿入されるツール又はそこでクランプされて保持されるツール(例えば切削機などの回転ツール)を意味するものと理解される用語)により達成される。
【0005】
部品製造が、例えばCNC(切削)機などの機械ツールにより-このような全体ツールを使用することにより-達成され、そして摩耗が部品製造中にツール上に発生すれば、これは、全体ツールの取り付け又は全体ツール内の1ツールの交換を必要とする。
【0006】
この目的のため、特に(ツールをツールホルダー内に取り付けるための)取り付け器具のような既知の器具(例えば締まり嵌め器具)が、利用可能であり、そして、したがって、これらもまた集積化又はネットワーク化(部品)製造環境の一部である/あり得る。
【0007】
このような製造環境の自動化の程度とまたこのような製造環境内で製造される部品の品質は、このような製造環境内のプロセスがどれくらいうまくコーディネート、監視、及び制御され得るか、特にまたどんなデータが利用可能であるか-そしてまたどれくらいうまく且つ確実にデータが個々の器具において利用可能であるかに決定的に依存する。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、部品製造中の自動化の程度(特にまた高い製造効率及び有効性と併せて)を増加することを可能にすることである。更に、本発明の目的は、部品製造が高精度にしかしまた迅速に実施されることができることを可能にすることである。
【課題を解決するための手段】
【0009】
この目的は、それぞれの独立請求項の特徴を有するツールホルダー及びツールを含む全体ツールの処理の制御中のデータ交換のための方法、そしてデータ処理のための処理管理システム及びまた装置/システム、コンピュータプログラム[製品]及びコンピュータ可読(ストレージ)媒体により達成される。
【0010】
本発明の有利な展開は、従属請求項及び以下の明細書の主題であり、-そして本方法と、装置/システム、コンピュータプログラム[製品]及びコンピュータ可読(ストレージ)媒体及びシステムとの両方に関する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ