TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025039411
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2023146487
出願日
2023-09-08
発明の名称
連続鋳造機モールド内湯面レベル制御方法およびそれを用いた鋼の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
11/16 20060101AFI20250313BHJP(鋳造;粉末冶金)
要約
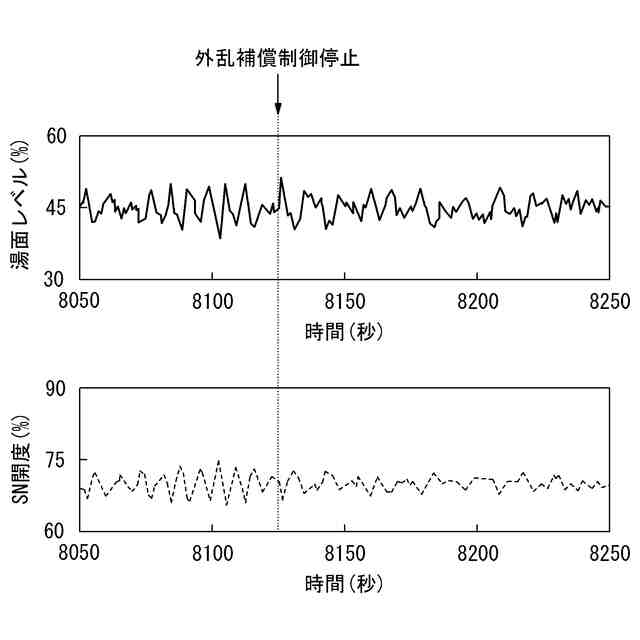
【課題】外乱補償が有効となる湯面変動が発生していない場合、および一度外乱補償が有効となる湯面変動が発生したものの収まった場合、いずれの場合であっても、バルジング性湯面変動を効果的に抑制することができる連続鋳造機モールド内湯面レベル制御方法を提供する。
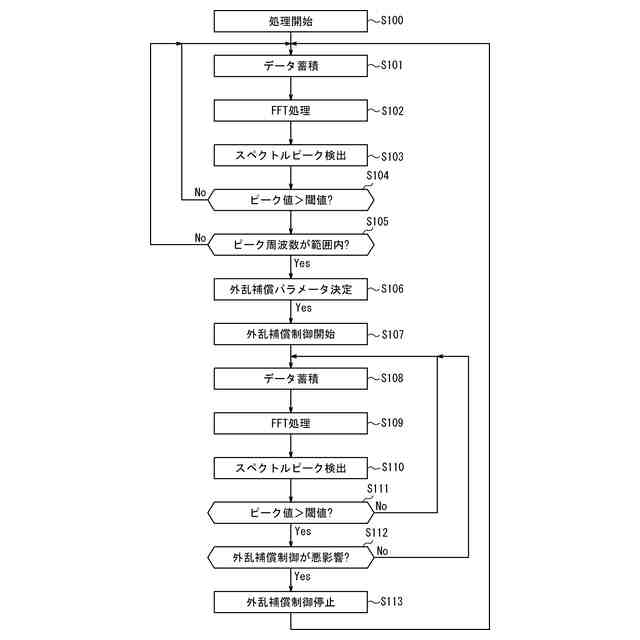
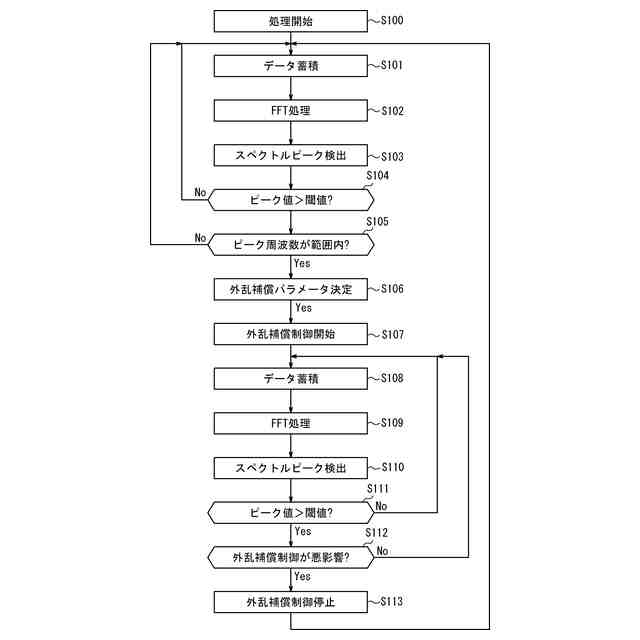
【解決手段】湯面レベル信号の周波数解析によるスペクトルピーク検出に基づいて、前記外乱補償分の加算を停止するまたは継続する、との決定を行う。
【選択図】図3
特許請求の範囲
【請求項1】
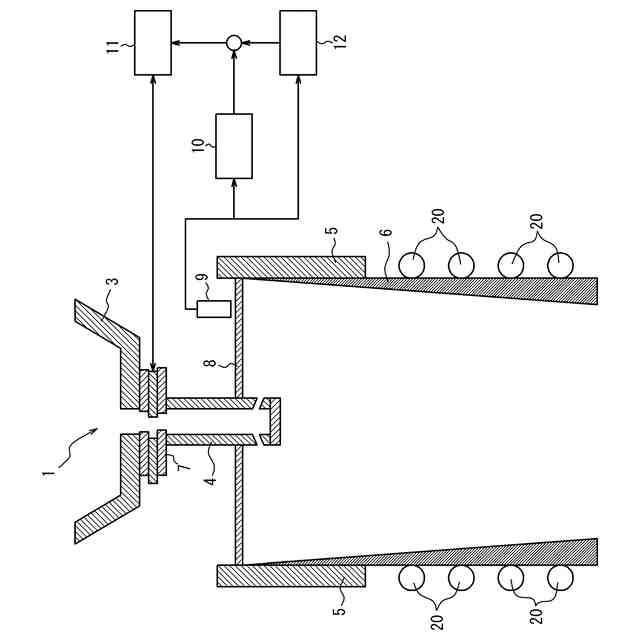
連続鋳造機のモールド内溶融金属の湯面レベルを検出し、かかる検出された湯面レベル信号に基づき、PI制御によりタンディッシュに設けられたスライディングノズル開度指令を出力し、かかる出力にバルジング性外乱補償分を加算して、溶融金属のモールド内への流入量を調整することによって溶融金属の湯面レベルを制御するに際し、
前記湯面レベル信号の周波数解析によるスペクトルピーク検出に基づいて、前記外乱補償分の加算を停止するまたは継続する、との決定を行う連続鋳造機モールド内湯面レベル制御方法。
続きを表示(約 460 文字)
【請求項2】
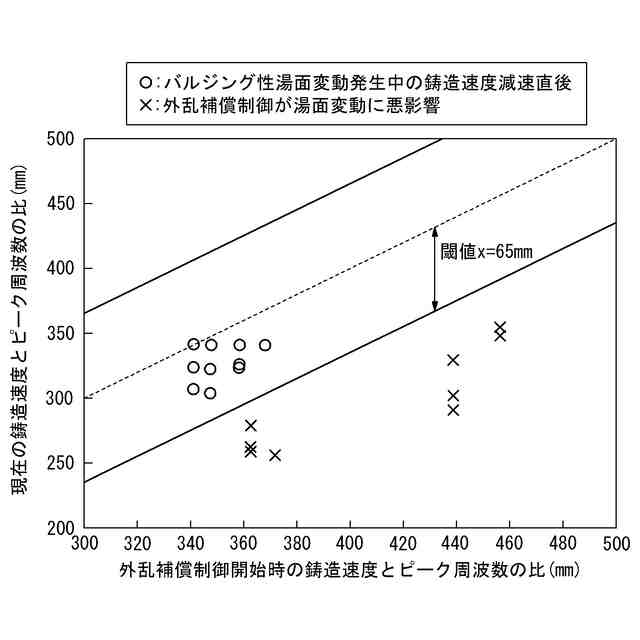
前記外乱補償分の加算を停止する、との決定は、前記スペクトルピーク検出により検出されたピーク値が第1の閾値Aを超え、且つ、鋳造速度と前記スペクトルピーク検出により検出されたピーク周波数の比に対する前記外乱補償分を加算し始めたときの鋳造速度とピーク周波数の比の差が第2の閾値Xを超えたときである請求項1に記載の連続鋳造機モールド内湯面レベル制御方法。
【請求項3】
前記閾値Xを、バルジング性湯面変動が起こりうるロールピッチ:d(mm)、鋳造速度の加速度:ΔVc( m/分
2
)、鋳造速度:Vc( m/分)、周波数解析の観測時間:T(分)を用いて以下の式1により与えられるX(mm)とする請求項2に記載の連続鋳造機モールド内湯面レベル制御方法。
X = ( d × ΔVc × T ) ÷ ( 2 × Vc ) ・・・式1
【請求項4】
請求項1~3のいずれか1項に記載の連続鋳造機モールド内湯面レベル制御方法を用いて溶鉄を鋳造する鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続鋳造機におけるモールド内の溶融金属の湯面レベルを制御する制御方法およびそれを用いた鋼の製造方法に関するものである。特に、定常鋳込み中のバルジング性湯面変動を低減できるようにした連続鋳造機モールド内湯面レベル制御方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
一般に、連続鋳造機におけるモールド内の溶融金属(以下、溶鋼とも称する)の湯面レベルの制御を行うことは、安定操業のみならず、鋳片の品質確保上からも重要なことである。
【0003】
従来から、この種の連続鋳造機のモールド内湯面レベル制御としては、一般にPI制御が多く用いられている。この場合、制御系は、凝固しつつ鋳型から引き抜かれていく溶鋼と、スライディングノズルの開度に依存して鋳型に供給される溶鋼のマスバランスとを平衡させることを目的として構成される。
【0004】
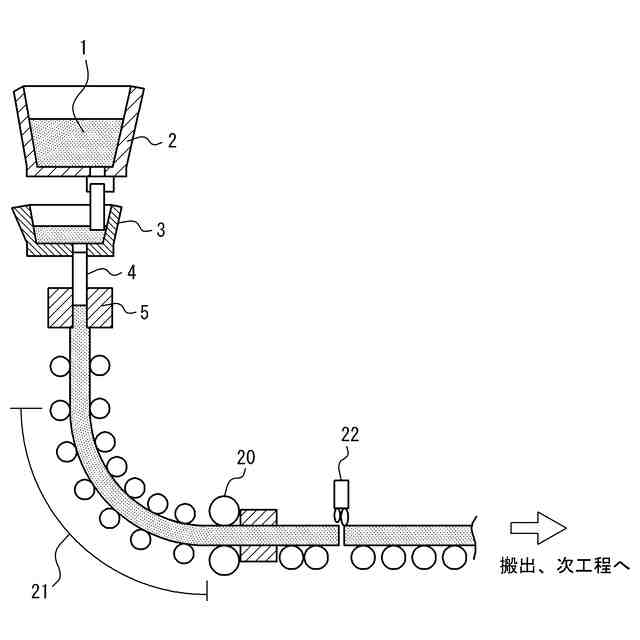
鋳型内の湯面変動は、このマスバランスの乱れを十分に補償できないときに発生し、主たる原因は引抜きの流動変動にあると考えられている。そして、この引抜きの流動変動の最も大きなものが、周期性の強いバルジング性湯面変動と称されるもので、引抜きピンチロールの間の鋳片の凝固シェルが振動することによって発生すると言われている。また、かかるバルジング性湯面変動は、ピンチロールの引抜き速度(鋳造速度)とピンチロールの間隔(ロールピッチ)とで決まる周波数を有することが知られている。
【0005】
このバルジング性湯面変動を抑制する技術として、例えば、特許文献1に開示された技術がある。この技術は、外乱補償器を設置し、湯面レベル信号からバルジング性湯面変動を取り出し、位相を進めた信号を作成し、制御に使用するものである。
【0006】
また、特許文献2では、湯面レベル信号の周波数解析によるスペクトルピーク検出により検出されたピーク値が閾値を超えた場合のみ外乱補償を実施し、外乱補償中にピーク値に対応するピーク周波数が変化した場合には外乱補償器のパラメータを変更する技術が開示されている。
【0007】
さらに、特許文献3では、定在波のモデルを用い、湯面レベル信号から1次定在波および2次定在波の影響を除去した上でバルジング性湯面変動に対する外乱補償器を用いる技術が開示されている。
【先行技術文献】
【特許文献】
【0008】
特開平10-314911号公報
特開2007-253170号公報
特開2012-170999号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1で示された技術では、外乱補償により湯面変動を抑制するために、外乱補償が有効である湯面変動が発生している状況が必要であり、外乱補償が有効となる湯面変動が発生していない場合には、逆に悪影響を与えて湯面変動が悪化するという問題がある。
【0010】
また、特許文献2で示された技術では、外乱補償が有効である湯面変動が発生し始めるまでは外乱補償を実施しないため、湯面変動が悪化することはない。ところが、一旦、外乱補償が有効である湯面変動が発生し始めた後は、現在の湯面変動の原因を外乱補償が有効である湯面変動なのか、もしくは外乱補償により逆に湯面変動を悪化させた結果なのかを判別することができない。そのため、一旦、外乱補償が有効である湯面変動が発生すると、その後、途中で外乱補償が有効である湯面変動が収まった場合であっても、外乱補償が続くため、かかる外乱補償が湯面変動に悪影響を与えて湯面変動が悪化するという問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ