TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038596
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145313
出願日
2023-09-07
発明の名称
自動車用内装材の製造方法
出願人
前田工繊株式会社
,
中本パックス株式会社
代理人
個人
,
個人
,
個人
主分類
D06N
7/00 20060101AFI20250312BHJP(繊維または類似のものの処理;洗濯;他に分類されない可とう性材料)
要約
【課題】高い品質を確保しつつ従来技術と比較して大幅な軽量化かつ低コストを達成可能な自動車用内装材及び自動車用内装材の製造方法を提供すること。
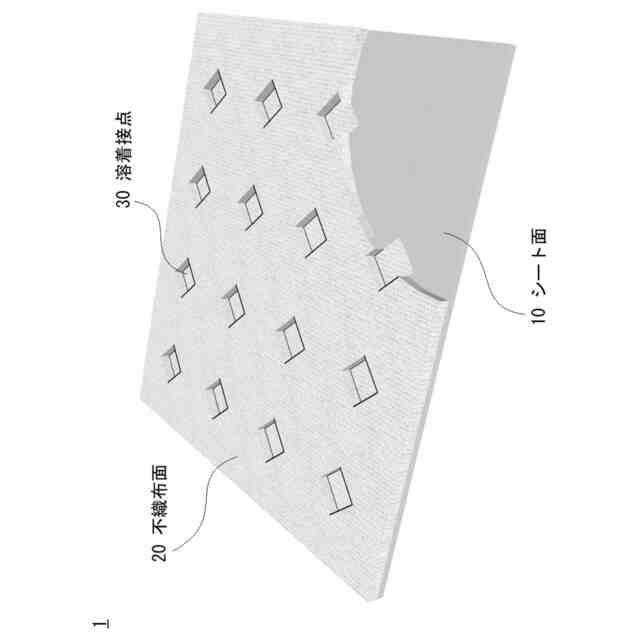
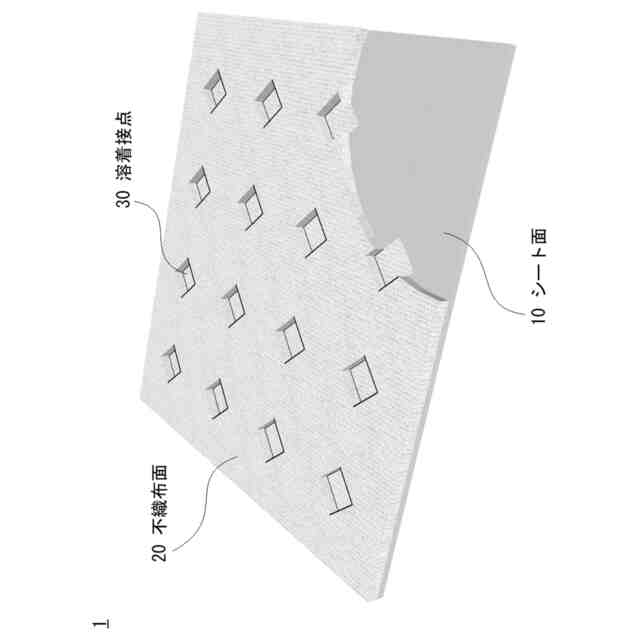
【解決手段】自動車用内装材1は、熱可塑性プラスチックからなるフィルム面10と、フィルム面10の反対面である不織布面20と、を備え、フィルム面10と不織布面20とが、規則的間隔で配列する複数の溶着接点30を介して一体化している。自動車用内装材の製造方法は、合成樹脂製繊維を積層してウェブを形成し、熱可塑性プラスチックからなるフィルム面10上にウェブを積層し、フィルム面10とウェブを一対の熱ロール間に通して、フィルム面10上に不織布面20を生成する。一対の熱ロールの内少なくとも一方は、周面に規則的間隔で配列するエンボス凸部を有し、熱ロール工程において、フィルム面10と不織布面20とを、エンボス凸部によって形成した複数の溶着接点30を介して一体化させる。
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性プラスチックからなるフィルム面と、
前記フィルム面の反対面である不織布面と、を備え、
前記フィルム面と前記不織布面とが、規則的間隔で配列する複数の溶着接点を介して一体化していることを特徴とする、
自動車用内装材。
続きを表示(約 760 文字)
【請求項2】
前記不織布面の坪量が、30g/m
2
以下であることを特徴とする、
請求項1に記載の自動車用内装材。
【請求項3】
前記フィルム面の厚さが、40μm以下であることを特徴とする、
請求項1に記載の自動車用内装材。
【請求項4】
合成樹脂製繊維を積層してウェブを形成する、ウェブ形成工程と、
熱可塑性プラスチックからなるフィルム面上に前記ウェブを積層する、積層工程と、
前記フィルム面と前記ウェブを一対の熱ロール間に通して、前記フィルム面上に不織布面を生成する、熱ロール工程と、を備え、
前記一対の熱ロールの内少なくとも一方が、周面に規則的間隔で配列するエンボス凸部を有し、
前記熱ロール工程において、前記フィルム面と前記不織布面とを、前記エンボス凸部によって形成した複数の溶着接点を介して一体化させたことを特徴とする、
自動車用内装材の製造方法。
【請求項5】
前記ウェブ形成工程において、スパンボンド法によってコンベア上に前記合成樹脂製繊維を積層して前記ウェブを形成し、
前記積層工程において、前記コンベアの先端から、ロール状から展開した前記フィルム面上に前記ウェブを載せ替えることを特徴とする、
請求項4に記載の自動車用内装材の製造方法。
【請求項6】
前記不織布面の坪量が、30g/m
2
以下であることを特徴とする、
請求項4又は5に記載の自動車用内装材の製造方法。
【請求項7】
前記フィルム面の厚さが、40μm以下であることを特徴とする、
請求項4又は5に記載の自動車用内装材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は自動車用内装材及び自動車用内装材の製造方法に関し、特に高い品質を確保しつつ、従来技術と比較して大幅な軽量化かつ低コストを達成可能な自動車用内装材及び自動車用内装材の製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
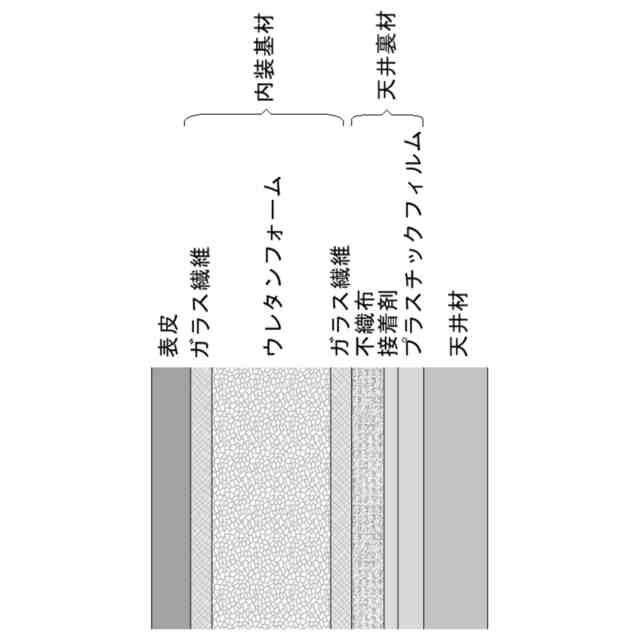
自動車の製造工程において、天井材の内面に内装天井を設置する。内装天井は、天井板側の内層基材と、室内側の表皮と、からなり、内層基材は主としてウレタンフォームから構成する(図4、5)。
自動車の天井材はガラス繊維から構成することが多いが、ガラス繊維は飛散すると皮膚に刺さって痒みを引き起こすケースがあるため、ガラス繊維の飛散を防ぐため、内層基材の天井材側に天井裏材と呼ばれるシート体を配置して天井材の内面を被覆する。
天井裏材はポリエステル繊維、レーヨン繊維、ポリプロピレン繊維を原料とする不織布の一面に、ポリエステル、ポリプロピレン、ナイロン、ポリエチレンなどを主原料とするプラスチックフィルムを貼り合わせて構成する。詳細には、例えば不織布とプラスチックフィルムの間に、溶融したオレフィン系樹脂を流し込んで圧着することで一体化する押出しラミネート法によって製造する。
特許文献1には、目付け15~40g/m
2
程度のPETとPE繊維よりなる不織布により形成された裏面層と、裏面層の下面に積層された通気止めフィルム層よりなり、通気止めフィルム層が、厚さが70~90μm程度のオレフィン系樹脂フィルム又はウレタン樹脂フィルムを2層または3層に重ねてなる、熱可塑性フィルムが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2008-150005号公報
特開2000-318540号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来技術には、下記のような問題点がある。
<1>軽量化の問題
近年は、エネルギー効率の向上による環境負荷低減のため、自動車部品の軽量化が追求されており、天井裏材にも大幅な軽量化が求められている。
然るに、従来技術の押出しラミネート工法は、材料が不織布層、プラスチックフィルム層、及び接着剤層の3層構造となり、かつ各層の厚みに下限があるため、全体の軽量化に限界がある。
例えば、坪量(1m
2
あたりの重量g/m
2
)15g/m
2
~35g/m
2
の不織布と、20μm~30μm(坪量18g/m
2
~27g/m
2
)のプラスチックフィルムを、溶融したポリプロピレン樹脂(坪量13.5g/m
2
~22.5g/m
2
で接着する場合、全体の坪量は46.5g/m
2
~84.5g/m
2
となり、接着剤としてのポリプロピレン樹脂が全体重量の約25~30%を占めるため、大幅な軽量化を図ることが難しい。
<2>コストの問題
押出ラミネート法は、不織布の製造、プラスチックフィルムの製造、不織布とプラスチックフィルムのラミネート圧着加工、の3工程からなり、各工程に別個の製造設備と加工設備を必要とするため、製造コストがかさむ。
<3>品質上の問題
内装天井は、サイドエアバッグの展開しやすさのような機能性や、意匠上のデザイン性を向上するため、深絞り形状が求められる。このため、内装天井の成形時に型枠の形状に柔軟に追従するよう、天井裏材には高い伸縮性や柔軟性などの高品質が求められる。
然るに、押出ラミネート法の接着工程では、プラスチックフィルムの全面が190℃以上のオレフィン系樹脂と接触し、再加熱された状態で送り出し/巻取りのために一方向に引張(ドラフト)されるため、プラスチックフィルムの結晶が引張方向に配向することで、プラスチックフィルムが脆化し、加工方向で伸び性が低下したり、クロス方向で裂けやすくなる。
また、不織布の繊維間に溶融したオレフィン樹脂が入り込むことにより、不織布の柔軟性が失われて品質が損なわれたり、ドラフトにより幅が縮小しマシン方向の伸び性が低下するおそれがある。
<4>離型性の問題
不織布とプラスチックフィルムを、面状に圧着する構成であるため、圧着時に、溶融したオレフィン系樹脂が不織布を透過して表面に滲出することがある。この場合、離型時に不織布が型枠に貼り付くことで、作業ラインを停止させて、歩留まりを悪化させるおそれがある。
<5>設備の問題
不織布とプラスチックフィルムを送り出しながら間に溶融樹脂を挟んで圧着する設備は、機構が複雑で高価であり、維持管理に高いコストがかかる。
【0005】
本発明は、上記のような課題を解決するための自動車用内装材及び自動車用内装材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の自動車用内装材は、熱可塑性プラスチックからなるフィルム面と、フィルム面の反対面である不織布面と、を備え、フィルム面と不織布面とが、規則的間隔で配列する複数の溶着接点を介して一体化していることを特徴とする。
【0007】
本発明の自動車用内装材は、不織布面の坪量が、30g/m
2
以下であってもよい。
【0008】
本発明の自動車用内装材は、フィルム面の厚さが、40μm以下であってもよい。
【0009】
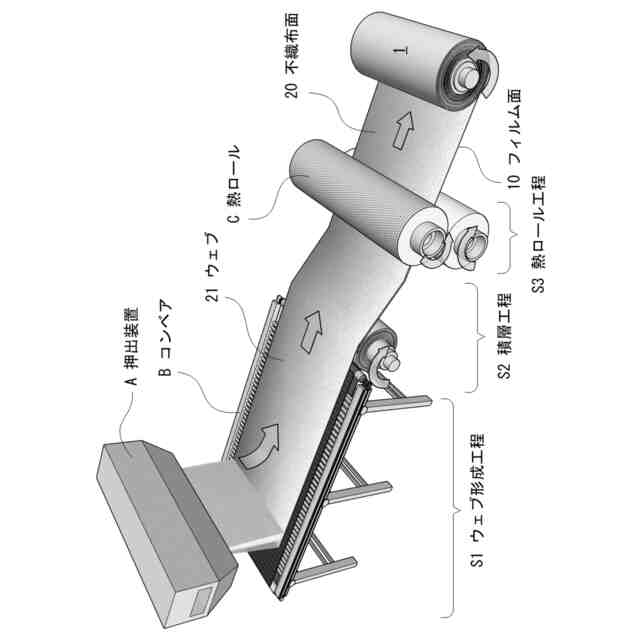
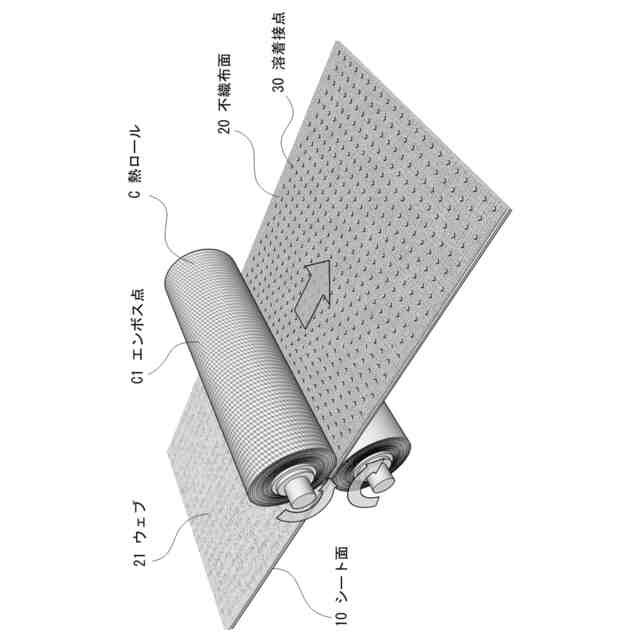
本発明の自動車用内装材の製造方法は、合成樹脂製繊維を積層してウェブを形成する、ウェブ形成工程と、熱可塑性プラスチックからなるフィルム面上にウェブを積層する、積層工程と、フィルム面とウェブを一対の熱ロール間に通して、フィルム面上に不織布面を生成する、熱ロール工程と、を備え、一対の熱ロールの内少なくとも一方が、周面に規則的間隔で配列するエンボス凸部を有し、熱ロール工程において、フィルム面と不織布面とを、エンボス凸部によって形成した複数の溶着接点を介して一体化させたことを特徴とする。
【0010】
本発明の自動車用内装材の製造方法は、ウェブ形成工程において、スパンボンド法によってコンベア上に合成樹脂製繊維を積層してウェブを形成し、積層工程において、コンベアの先端から、ロール状から展開したフィルム面上にウェブを載せ替えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ