TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025038538
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145211
出願日
2023-09-07
発明の名称
切削工具
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/22 20060101AFI20250312BHJP(工作機械;他に分類されない金属加工)
要約
【課題】低切込み時の切屑処理性を安定して高めることができる切削工具を提供する。
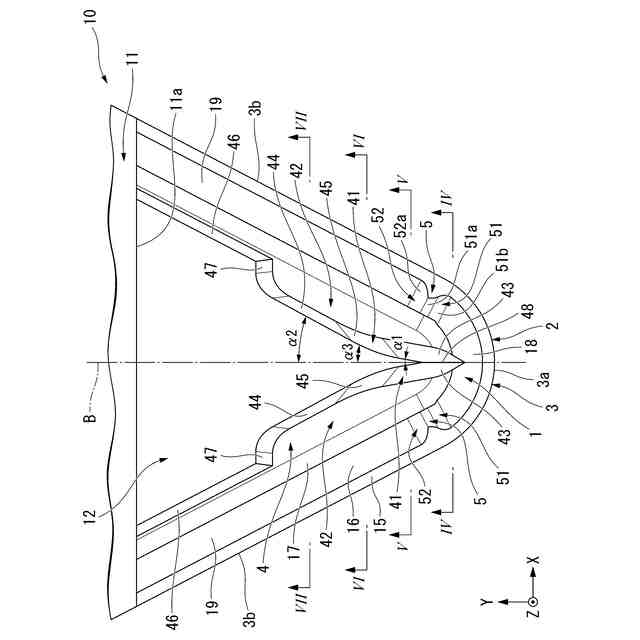
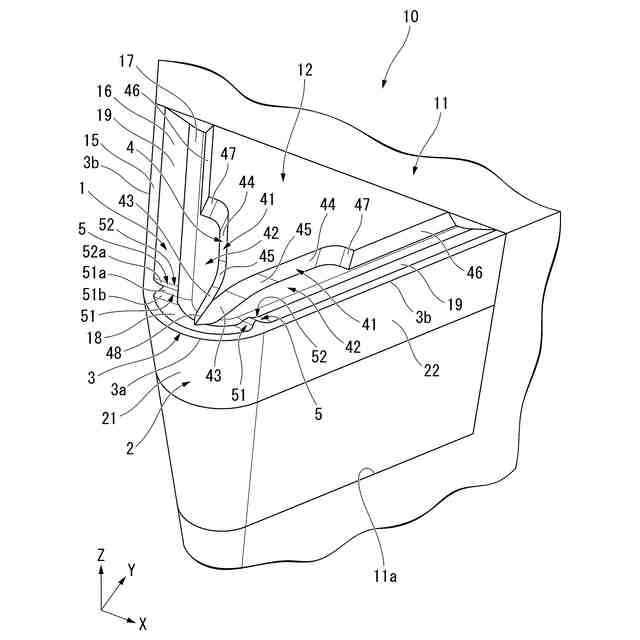
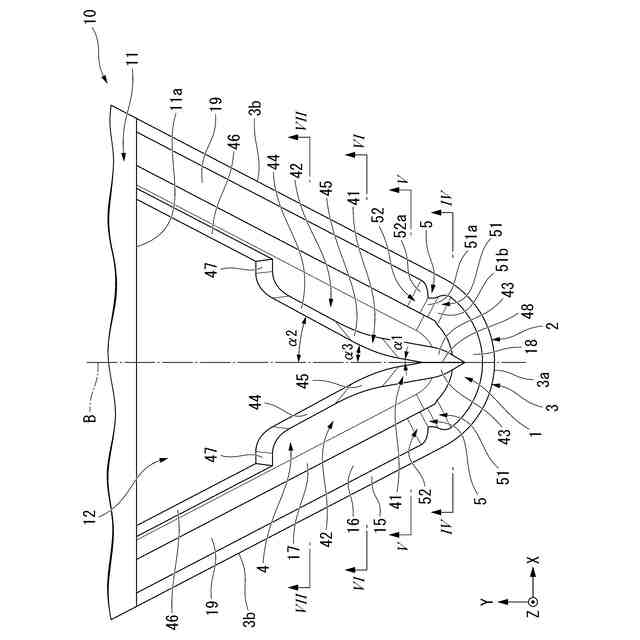
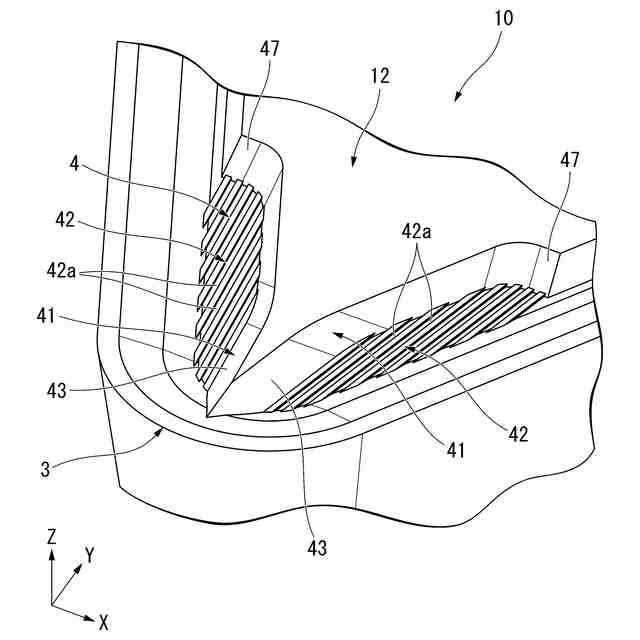
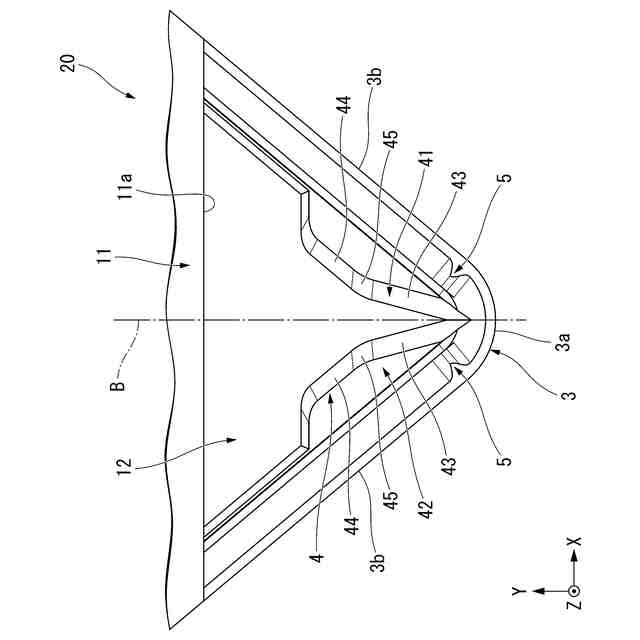
【解決手段】すくい面1と、逃げ面と、すくい面1を正面に見た平面視でV字状をなす切刃3と、チップブレーカ4と、すくい面1から突出する突起5と、を備え、切刃3は、コーナ刃3aと、一対の直線刃3bと、を有し、すくい面1は、コーナ刃3aに接続されるコーナすくい面18と、一対の直線刃3bに接続される一対の直線すくい面19と、を有し、チップブレーカ4は、前後方向に延びており、突起5は、平面視で2等分線Bの左側と右側に少なくとも一対設けられ、各突起5は、コーナすくい面18、及び、直線すくい面19の前端部のうち少なくとも一方に配置され、平面視で切刃3と交差する方向に延び、平面視で突起5の延在方向と交差する方向を向く一対の突起側面51,52のうち、一方の突起側面51は凸曲面51aを有し、他方の突起側面52は凹曲面52aを有する。
【選択図】図3
特許請求の範囲
【請求項1】
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面とが接続される稜線部に配置され、前記すくい面を正面に見た平面視でV字状をなす切刃と、
前記平面視で前記すくい面の内側に配置されるチップブレーカと、
前記すくい面に配置され、前記すくい面から突出する突起と、を備え、
前記切刃は、
凸曲線状をなすコーナ刃と、
前記コーナ刃の両端に接続され、それぞれ直線状に延びる一対の直線刃と、を有し、
前記平面視において前記一対の直線刃の2等分線が延びる方向を前後方向とし、前記平面視において前記2等分線と直交する方向を左右方向とし、前記前後方向及び前記左右方向と直交する方向を上下方向として、
前記すくい面は、
前記コーナ刃に接続されるコーナすくい面と、
前記一対の直線刃に接続される一対の直線すくい面と、を有し、
前記チップブレーカは、前記平面視で前記2等分線上に配置され、前記前後方向に延びており、
前記突起は、前記平面視で前記2等分線の左側と右側に少なくとも一対設けられ、
各前記突起は、前記コーナすくい面、及び、前記直線すくい面の前端部のうち少なくとも一方に配置され、前記平面視で前記切刃と交差する方向に延び、
前記平面視で前記突起の延在方向と交差する方向を向く一対の突起側面のうち、一方の突起側面は凸曲面を有し、他方の突起側面は凹曲面を有する、
切削工具。
続きを表示(約 1,500 文字)
【請求項2】
前記一方の突起側面は、前側を向き、
前記他方の突起側面は、後側を向く、
請求項1に記載の切削工具。
【請求項3】
前記一方の突起側面は、さらに、前記凸曲面と前記すくい面とを滑らかに接続する接続凹曲面を有する、
請求項1または2に記載の切削工具。
【請求項4】
前記すくい面は、前記切刃に接続されて前記切刃に沿って延び、前記平面視でV字状をなすランドを有し、
前記突起の前記延在方向に沿う外側の端部は、前記ランドに接続される、
請求項1または2に記載の切削工具。
【請求項5】
前記突起の前記延在方向に沿う内側の端部は、前記チップブレーカから離れて配置される、
請求項1または2に記載の切削工具。
【請求項6】
前記チップブレーカは、
前記左右方向において外側を向くブレーカ壁面と、
前記ブレーカ壁面と前記すくい面との間に配置されるブレーカ底面と、を有し、
前記ブレーカ壁面は、
後側へ向かうに従い前記左右方向において外側に延びる第1壁面と、
前記第1壁面よりも後側に配置され、後側へ向かうに従い前記左右方向において外側に延びる第2壁面と、を有し、
前記平面視で、前記第1壁面と前記2等分線との間に形成される第1開き角に対して、前記第2壁面と前記2等分線との間に形成される第2開き角が大きくされ、
前記平面視で、前記突起の延在方向は、前記第1壁面または前記第2壁面に対して垂直である、
請求項1または2に記載の切削工具。
【請求項7】
前記チップブレーカは、
前記左右方向において外側を向くブレーカ壁面と、
前記ブレーカ壁面と前記すくい面との間に配置されるブレーカ底面と、を有し、
前記ブレーカ壁面は、
後側へ向かうに従い前記左右方向において外側に延びる第1壁面と、
前記第1壁面よりも後側に配置され、後側へ向かうに従い前記左右方向において外側に延びる第2壁面と、を有し、
前記平面視で、前記第1壁面と前記2等分線との間に形成される第1開き角に対して、前記第2壁面と前記2等分線との間に形成される第2開き角が大きくされ、
前記平面視で、前記第2壁面と直交する仮想直線と前記2等分線との間に形成される角度に比べて、前記突起の延在方向と前記2等分線との間に形成される角度が小さくされている、
請求項1または2に記載の切削工具。
【請求項8】
前記2等分線の左側と右側に設けられる一対の前記突起間に、前記チップブレーカの前端部が配置される、
請求項1または2に記載の切削工具。
【請求項9】
前記突起は、前記平面視で前記2等分線の左側または右側に、前記切刃が延びる刃長方向に沿って並んで複数設けられる、
請求項1または2に記載の切削工具。
【請求項10】
前記チップブレーカは、
前記左右方向において外側を向くブレーカ壁面と、
前記ブレーカ壁面と前記すくい面との間に配置されるブレーカ底面と、を有し、
前記ブレーカ底面は、前記ブレーカ底面上を延びる複数のクーラント溝を有し、
前記複数のクーラント溝は、前記平面視で、前記左右方向と交差する向きに延びる、
請求項1または2に記載の切削工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、金属などの被削材を旋削加工(ターニング加工)する際に用いられる切削インサート等の切削工具が知られている(例えば、特許文献1、2)。
この種の切削工具は、すくい面と、逃げ面と、すくい面と逃げ面とが接続される稜線部に配置され、すくい面を正面に見た平面視でV字状をなす切刃と、平面視ですくい面の内側に配置されるチップブレーカと、を備えている。チップブレーカの形状を工夫することにより、切屑の分断性や排出性など(以下、切屑処理性と呼ぶ)を良好なものとする試みがなされている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2016/035490号
特許第7094501号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の切削工具では、切込み量が小さい場合に切屑が不規則な形状で伸びやすくなり、旋盤のチャック等に絡まることがあった。このため、特に低切込み時の切屑処理性をより安定して高める点に、改善の余地があった。
【0005】
本発明は、低切込み時の切屑処理性を安定して高めることができる切削工具を提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
本発明は、上記課題を解決するため、以下の手段を提供する。
【0007】
〔本発明の態様1〕
すくい面と、逃げ面と、前記すくい面と前記逃げ面とが接続される稜線部に配置され、前記すくい面を正面に見た平面視でV字状をなす切刃と、前記平面視で前記すくい面の内側に配置されるチップブレーカと、前記すくい面に配置され、前記すくい面から突出する突起と、を備え、前記切刃は、凸曲線状をなすコーナ刃と、前記コーナ刃の両端に接続され、それぞれ直線状に延びる一対の直線刃と、を有し、前記平面視において前記一対の直線刃の2等分線が延びる方向を前後方向とし、前記平面視において前記2等分線と直交する方向を左右方向とし、前記前後方向及び前記左右方向と直交する方向を上下方向として、前記すくい面は、前記コーナ刃に接続されるコーナすくい面と、前記一対の直線刃に接続される一対の直線すくい面と、を有し、前記チップブレーカは、前記平面視で前記2等分線上に配置され、前記前後方向に延びており、前記突起は、前記平面視で前記2等分線の左側と右側に少なくとも一対設けられ、各前記突起は、前記コーナすくい面、及び、前記直線すくい面の前端部のうち少なくとも一方に配置され、前記平面視で前記切刃と交差する方向に延び、前記平面視で前記突起の延在方向と交差する方向を向く一対の突起側面のうち、一方の突起側面は凸曲面を有し、他方の突起側面は凹曲面を有する、切削工具。
【0008】
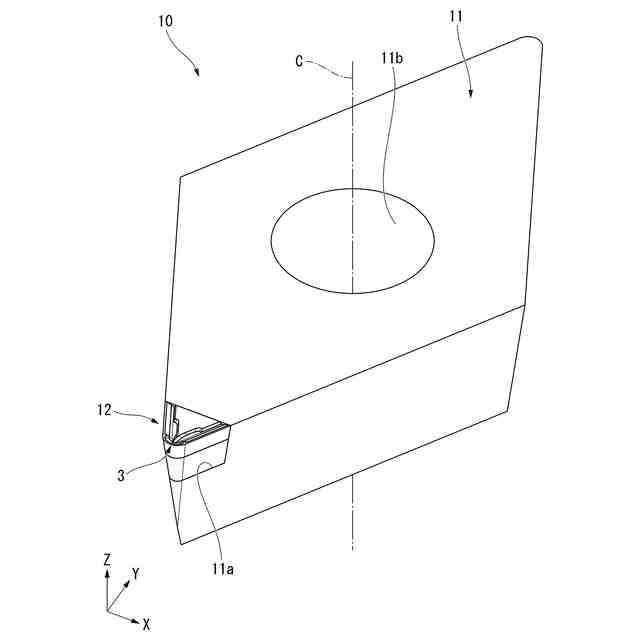
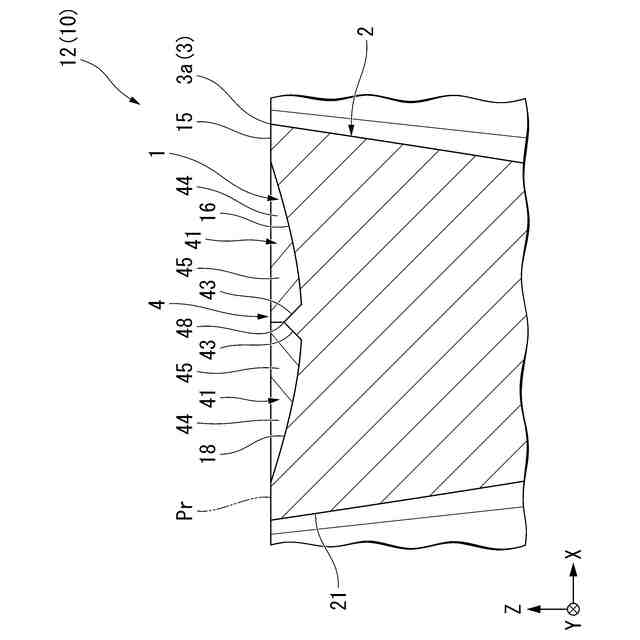
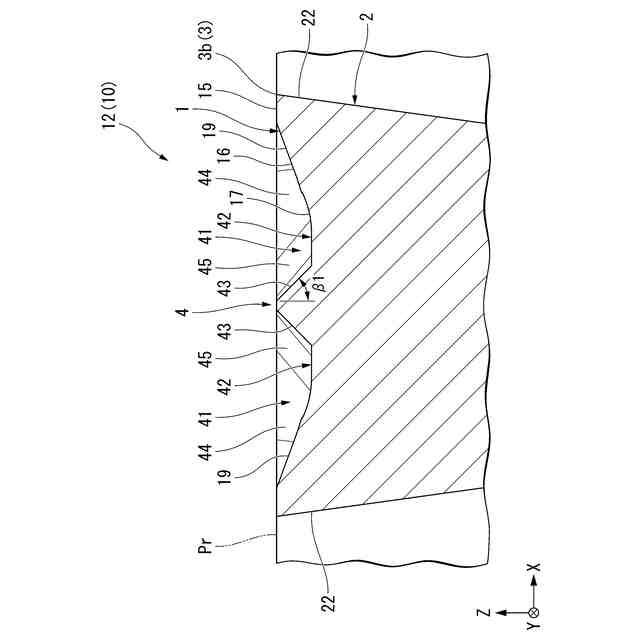
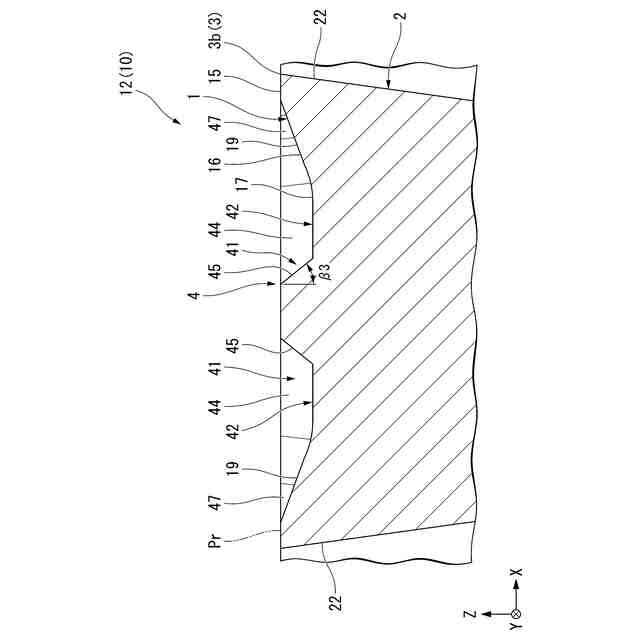
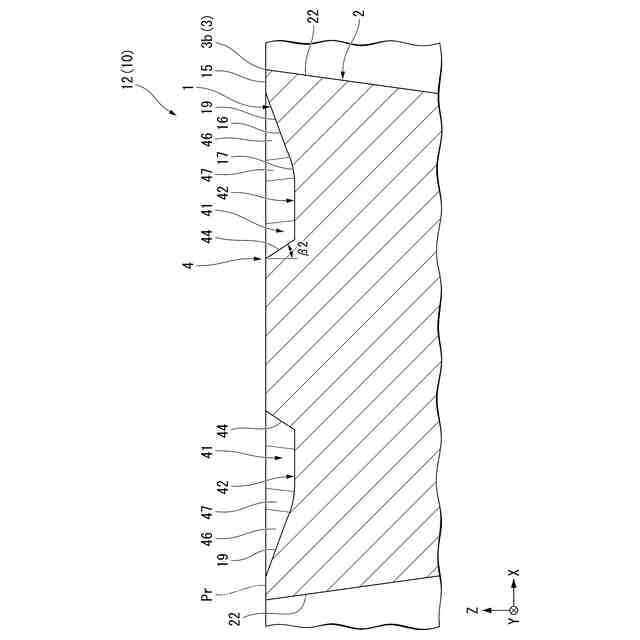
本発明の切削工具は、例えばターニング(旋削)加工に用いられる刃先交換式バイトの切削インサート等である。この切削工具では、すくい面の内側にチップブレーカが配置され、すくい面上には少なくとも一対の突起が配置されている。具体的に、各突起は、すくい面のうちコーナすくい面、及び、直線すくい面の前端部のうち少なくともいずれかに配置されていて、ノーズRを含む工具先端部に位置している。
【0009】
この切削工具を用いて被削材を旋削加工する際、切込み量が大きい高切込み時においては、切屑がチップブレーカに接触することにより、安定して分断される。具体的に、本明細書において「切込み量が大きい」とは、例えば、切込み量apが0.5mm以上であることを意味する。
【0010】
一方、切込み量が小さい低切込み時においては、切屑が、平面視で2等分線上を延びるチップブレーカには接触しにくくなる。そこで本発明では、低切込み時においては、切屑をノーズR近傍の突起に接触させるようにした。切屑は、突起に接触することにより安定して分断され、あるいは分断されない場合でも、規則的な螺旋形状等にカールされて、良好に切屑処理される。具体的に、本明細書において「切込み量が小さい」とは、例えば、切込み量apが0.1mm程度であることを意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ