TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038050
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2024216865,2023114528
出願日
2024-12-11,2019-12-27
発明の名称
結晶材料を切り分けるためのレーザ・アシスト法
出願人
ウルフスピード インコーポレイテッド
,
WOLFSPEED,INC.
代理人
名古屋国際弁理士法人
主分類
C30B
29/36 20060101AFI20250311BHJP(結晶成長)
要約
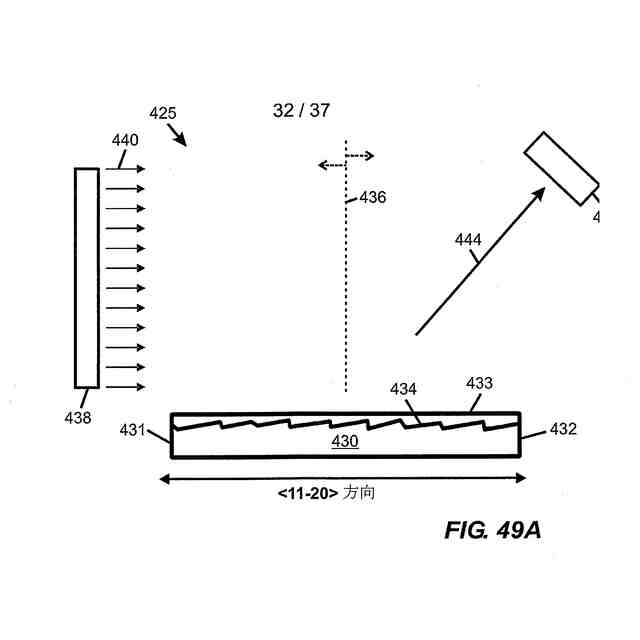
【課題】ブールまたはウエハなどの基板から結晶材料の比較的薄い層を切り分けるまたは除去するための、改善されたレーザ・アシスト法および装置を提供する。
【解決手段】結晶材料加工方法は、基板内部に少なくとも1つの表面下レーザ・ダメージ・パターンから外向きに伝播するクラックを形成するために、第1の平均深さ位置に表面下レーザ・ダメージを形成することと、その後で基板頂面撮像することと、基板内のクラックのない領域の存在を示す条件を特定するために画像を分析することと、分析することに応答して1つまたは複数の処置を行うことと、を含む。ある処置は、第1の深さ位置に追加のダメージを必ずしも形成することなく、(第2のまたは次の平均深さ位置における)次のレーザ・ダメージ形成を行わせるための命令セットを変更することを含む。別の処置は、第1の深さ位置に追加の表面下レーザ・ダメージを形成することを含む。
【選択図】図49A
特許請求の範囲
【請求項1】
少なくとも1つの表面下レーザ・ダメージ・パターンを有する表面下レーザ・ダメージを形成するために、基板の結晶材料の内部の第1の平均深さ位置に沿って集束されるレーザの放射を供給し、前記レーザと前記基板の間の横方向相対移動を実行させることであって、前記少なくとも1つの表面下レーザ・ダメージ・パターンは、前記少なくとも1つの表面下レーザ・ダメージ・パターンから外向きに伝播する、前記基板の前記内部における少なくとも1群の複数のクラックの形成を促進するように構成されている、供給し実行させることと、
前記少なくとも1つの表面下レーザ・ダメージ・パターンの形成後に、前記基板の頂面の少なくとも1つの画像を生成することと、
前記基板の前記内部におけるクラックのない領域の存在を示す条件を特定するために、前記少なくとも1つの画像を分析することであって、前記分析することは、前記基板の前記内部における1つまたは複数のクラックのない領域の頂部面積特性を定量化し、前記頂部面積特性を少なくとも1つの所定の閾値面積特性と比較することを含む、分析することと、
前記分析することに応答して、以下のステップ(i)または(ii):
(i)前記基板の第1の厚さ低減部分を形成する目的で、前記少なくとも1つの表面下レーザ・ダメージ・パターンを補助するための補助的な表面下レーザ・ダメージを形成し、前記第1の平均深さ位置に沿ったまたは近接した前記クラックのない領域における追加のクラックの形成を促進するために、少なくとも前記クラックのない領域において前記基板の前記内部に集束される前記レーザの放射を供給しながら、前記レーザと前記基板の間で相対移動を実行させるステップ、
(ii)前記基板の少なくとも1つの追加の厚さ低減部分を形成する目的で、前記基板における第2の平均深さ位置および続く任意の平均深さ位置に表面下レーザ・ダメージ・パターンを作り出すときに、表面下レーザ・ダメージを形成するための前記基板と関連付けられた命令セットを変更するステップ、の少なくとも一方を実行することと、
を含む、結晶材料加工方法。
続きを表示(約 1,800 文字)
【請求項2】
前記少なくとも1つの所定の閾値面積特性は第1の所定の閾値面積特性および第2の所定の閾値面積特性を含み、前記第2の所定の閾値面積特性は前記第1の所定の閾値面積特性よりも大きく、
前記頂部面積特性が前記第1の所定の閾値面積特性と少なくとも同じ大きさである場合にステップ(i)を実行し、その後でステップ(ii)を実行することと、
前記頂部面積特性が前記第2の所定の閾値面積特性と少なくとも同じ大きさである場合にステップ(i)を実行することと、を含む、請求項1に記載の結晶材料加工方法。
【請求項3】
前記分析することに応答してステップ(i)および(ii)の両方を実行することを含む、請求項1に記載の結晶材料加工方法。
【請求項4】
ステップ(ii)は、前記基板における前記第2の平均深さ位置および続く任意の平均深さ位置に表面下レーザ・ダメージ・パターンを作り出すときに、(a)平均レーザ出力、(b)前記基板の露出した表面に対するレーザ集束深さ、または(c)レーザ・ダメージ形成行程の数のうちの、少なくとも1つを調節することを含む、請求項1から3のいずれか一項に記載の結晶材料加工方法。
【請求項5】
ステップ(ii)に従って前記命令セットを前記変更することは、平均レーザ出力を0.15から0.35ワットまでの範囲内の値だけ上げることを含む、請求項4に記載の結晶材料加工方法。
【請求項6】
ステップ(i)は、前記少なくとも1つの表面下レーザ・ダメージ・パターンを補助し前記第1の平均深さ位置に沿ったまたは近接した前記クラックのない領域における追加のクラックの形成を促進するための、前記補助的な表面下レーザ・ダメージを作り出すときに、(a)平均レーザ出力、または(b)前記基板の露出した表面に対するレーザ集束深さ、のうちの少なくとも一方を調節することを含む、請求項1から5のいずれか一項に記載の結晶材料加工方法。
【請求項7】
前記基板はプライマリ・フラットを有する略円形のエッジを備え、前記少なくとも1つの画像を前記生成することは、(a)前記基板の第1の横方向側に配置されておりかつ前記プライマリ・フラットに対して実質的に垂直に配置されている散乱光源によって生成される散乱光で前記頂面を照射することと、(b)前記基板の反対側の第2の横方向側に配置されている撮像デバイスを用いて前記少なくとも1つの画像を取り込むことと、を含む、請求項1から6のいずれか一項に記載の結晶材料加工方法。
【請求項8】
前記結晶材料は六方晶構造を備え、
前記少なくとも1つの画像を前記生成することは、(a)前記基板の第1の横方向側に配置されておりかつ前記六方晶構造の<11-20>方向に対する垂直方向から±5度以内に配置されている散乱光源によって生成される散乱光で前記頂面を照射することと、(b)前記第1の横方向側の反対側の前記基板の第2の横方向側に配置されている撮像デバイスを用いて前記少なくとも1つの画像を取り込むことと、を含む、
請求項1から6のいずれか一項に記載の結晶材料加工方法。
【請求項9】
前記少なくとも1つの表面下レーザ・ダメージ・パターンは、第1の表面下レーザ・ダメージ・パターンと前記第1の表面下レーザ・ダメージ・パターンの後で形成される第2の表面下レーザ・ダメージ・パターンとを含み、
前記第1の表面下レーザ・ダメージ・パターンは第1の複数の実質的に平行な線を含み、前記第2の表面下レーザ・ダメージ・パターンは第2の複数の実質的に平行な線を含み、
前記第2の複数の実質的に平行な線の線は前記第1の複数の実質的に平行な線の線同士の間に分散されており、
前記第2の複数の実質的に平行な線のうちの少なくともいくつかの線は、前記第1の複数の実質的に平行な線のうちのどの線とも交差しない、
請求項1から8のいずれか一項に記載の結晶材料加工方法。
【請求項10】
前記第2の複数の実質的に平行な線の各線は、前記第1の複数の実質的に平行な線のうちの隣り合う線の異なる対の間に配置される、
請求項9に記載の結晶材料加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【発明の詳細な説明】
【0001】
[関連出願の記載]
本願は、2019年5月13日に出願された米国特許出願第16/410,487号、2019年2月8日に出願された米国仮特許出願第62/803,340号、2019年2月12日に出願された米国特許出願第16/274,064号、および2018年12月29日に出願された米国仮特許出願第62/786,333号に対する優先権を主張し、上記出願の開示の全体がこれにより参照によって本明細書に組み込まれる。本願にはまた、2019年2月12日に出願された米国特許出願第16/274,045号の開示の全体が参照により組み込まれる。
続きを表示(約 3,500 文字)
【0002】
[技術分野]
本開示は結晶材料を加工するための方法に関し、より詳細には、ブールまたはウエハなどの基板から結晶材料の比較的薄い層を切り分けるまたは除去するための、レーザ・アシスト法に関する。
【0003】
[背景]
マイクロ電子、光電子、およびマイクロ加工の様々な用途において、様々な有用なシステムを製作するための開始構造として結晶材料の薄層が必要とされている。結晶材料の大径の結晶インゴットから薄層(例えば、ウエハ)を切り出すための従来の方法には、ワイヤ・ソーの使用が含まれている。ワイヤ・ソーイング技術は、シリコン、サファイア、および炭化ケイ素などの様々な結晶材料に適用されている。ワイヤ・ソー・ツールは、1つまたは多数のガイド・ローラの溝に通される極細の鋼線(典型的には直径0.2mm以下)を含む。2つのスライシング方法が存在する、すなわち、遊離砥粒スライシングと固定砥粒スライシングである。遊離砥粒スライシングは高速移動中の鋼線にスラリー(典型的には油中に砥粒を懸濁させたもの)を付着させることを含み、ワイヤと被加工物の間で砥粒が転動する結果インゴットが切断される。残念ながらスラリーの環境的影響は無視できない。そのような影響を低減するために、固定砥粒スライシング法としてダイヤモンド砥粒を固定したワイヤを使用する場合があるが、これには水溶性冷却液(スラリーではない)しか必要とされない。高効率の平行スライシングによって、単一のスライシング手順で多数のウエハを生産することが可能になる。図1は、ローラ4A~4Cの間に延び、インゴット2をインゴット2の端面6と略平行な面を各々有する複数の薄い切片(例えば、ウエハ8A~8G)へと同時にソーイングするように配置されている、平行なワイヤ区域3を含む、従来のワイヤ・ソー・ツール1を示す。ソーイング工程中、ローラ4A~4Cによって支持されたワイヤ区域3を、インゴット2の下にあるホルダ7に向かって下向き方向5に押すことができる。端面6がインゴット2の結晶学上のc面と平行であり、ワイヤ区域3がインゴット2を端面6と平行にソーイングした場合、結果的に得られる各ウエハ8A~8Gは、結晶学上のc面と平行な「オンアクシス(on-axis)」端面6’を有することになる。
【0004】
結晶学上のc面と平行ではない端面を有する、微斜面(オフカットまたは「オフアクシス(off-axis)」としても知られる)ウエハを作り出すこともまた可能である。他の材料(例えば、AlNおよび他の第III族窒化物)の高品質な物理的気相輸送成長およびエピタキシャル成長のための成長基板として、4度のオフカットを有する(例えば、SiCの)微斜面ウエハが多くの場合採用される。微斜面ウエハの生産は、インゴットをc軸から離れる方向に成長させ(例えば、微斜面種材料の上に成長させ)このインゴットをインゴット側壁)に対して垂直にソーイングすることによって、または、インゴットをオンアクシス種材料から開始して成長させこのインゴットをインゴット側壁に対して垂
直な方向から離れていく角度でソーイングすることによって、のいずれかで行うことができる。
【0005】
半導体材料のワイヤ・ソーイングには様々な限界が存在している。切断ごとの除去された材料の幅に基づくカーフ・ロスはソー切断において不可避のものであり、これは半導体材料のかなりの損失を表している。ワイヤ・ソー切断がウエハに加える応力は比較的高く、その結果ボウおよびワープ特性はゼロではなくなる。単一のブール(またはインゴット)の加工時間は非常に長く、またワイヤ破断などの事象によって加工時間が延びる、かつ望まれない材料損失につながる可能性がある。ウエハの切断表面上のチッピングおよびクラッキングによって、ウエハ強度が低下する可能性がある。ワイヤ・ソーイング工程の終了時には、得られたウエハからデブリを取り除かなければならない。
【0006】
高い摩耗耐性(ならびにダイヤモンドおよび窒化ホウ素と同程度の硬度)を有する炭化ケイ素(SiC)の場合、ワイヤ・ソーイングにはかなりの時間およびリソースが必要となる場合があり、このためかなりの製造コストが生じ得る。SiC基板は、望ましいパワー・エレクトロニクス・デバイス、無線周波デバイス、および光電子デバイスの製作を可能にする。SiCはポリタイプと呼ばれる異なる多くの結晶構造で現れ、特定のポリタイプ(例えば、4H-SiCおよび6H-SIC)は六方晶構造を有する。
【0007】
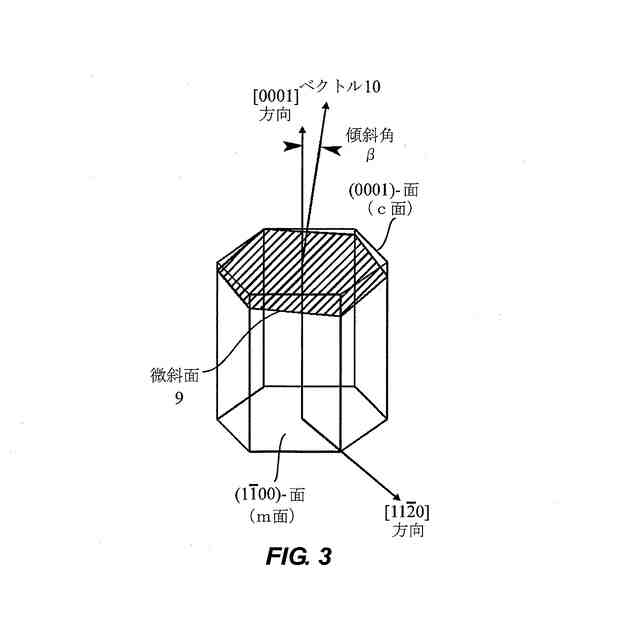
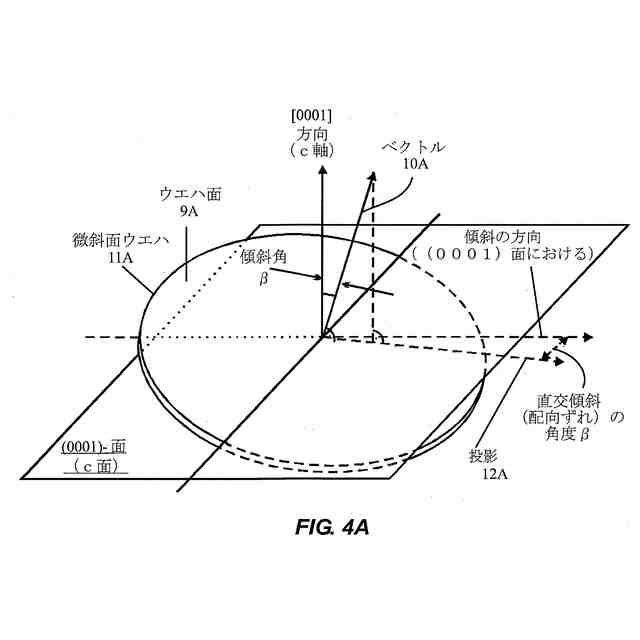
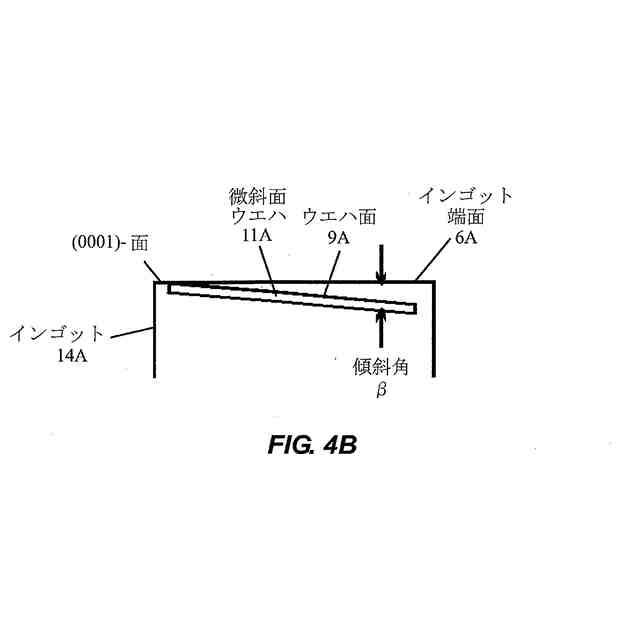
図2は、4H-SiCなどの六方晶用の座標系を示す斜視結晶面図であり、c面(結晶成長の[0001](垂直)方向に対応する(0001)面)はm面((1-100)面)およびa面((11-20)面)の両方に対して垂直であり、(1-100)面は[1-100]方向に対して垂直であり、(11-20)面は[11-20]方向に対して垂直である。図3は、c面と非平行な微斜面9を示す、六方晶の第2の斜視結晶面図であり、(微斜面9と直交する)ベクトル10が、[0001]方向から離れる方に傾斜角βだけ傾斜しており、傾斜角βは[11-20]方向に向かって(僅かに)傾斜している。図4Aは、c面((0001)面)に対する微斜面ウエハ11Aの配向を示す斜視ウエハ配向図であり、(ウエハ面9Aと直交する)ベクトル10Aは[0001]方向から離れる方に傾斜角βだけ傾斜している。この傾斜角βは、(0001)平面とウエハ面9Aの投影12Aの間に跨る直交傾斜(orthogonal tilt)(または配向ずれの角度)βと等しい。図4Bは、微斜面ウエハ11Aを画成する元になったインゴット14A(例えば、(0001)面と平行な端面6Aを有するオンアクシス・インゴット)の一部に重ね合わせた、微斜面ウエハ11Aの簡略化した断面図である。図4Bは、微斜面ウエハ11Aのウエハ面9Aのアライメントが(0001)面から傾斜角βだけずれていることを示す。
【0008】
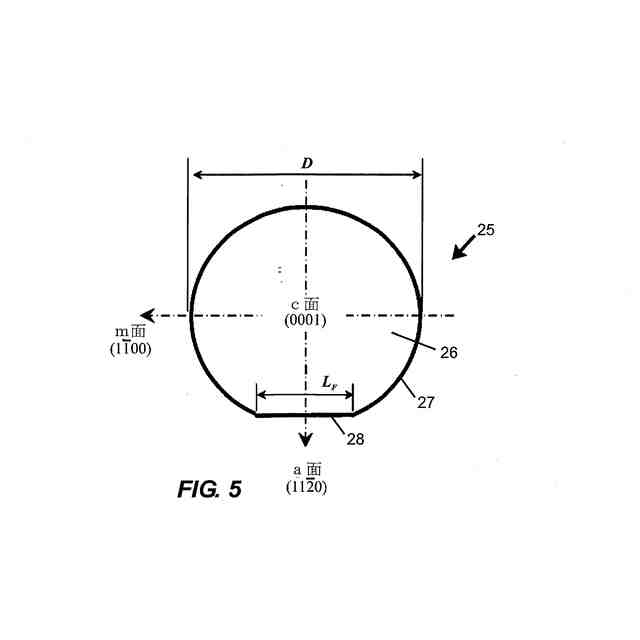
図5は、(例えば、(0001)面(c面)と平行で[0001]方向に対して垂直な)上面26を含み、(11-20)平面に対して垂直で[11-20]方向と平行な(長さL
F
を有する)プライマリ・フラット(primary flat)28を含む、(直径Dを有する)略円形のエッジ27を横方向の境界とする、例示のSiCウエハ25の上面平面図である。SiCウエハは、c面からアライメントがずれている(例えば、c面に対して斜角でオフアクシスの)外面を含み得る。
【0009】
SiCの作製および加工に関連する困難さに起因して、SiCデバイス・ウエハのコストは様々な他の半導体材料ウエハと比較して高い。SiCのワイヤ・ソーイングから生じる典型的なカーフ・ロスはウエハあたり約250ミクロン以上になる場合があり、ワイヤ・ソーイング工程から得られるウエハの厚さがおおよそ350ミクロンであり、これは、その後に最終用途に応じて約100から180ミクロンの最終厚さまで(研削によって)薄化されることを考慮すると、全く無視できないものである。ウエハを約350ミクロンよりも薄くスライスすることは、ワイヤ・ソーイングおよびデバイス製作の問題を考慮す
るとこれまで現実的ではなかった。
【0010】
ワイヤ・ソーイングに関連する限界に対処する試みとして、バルク結晶から半導体材料の薄層を除去するための代替の技法が開発されてきた。より大きい結晶からの炭化ケイ素の層の除去を含む1つの技法が、Kimら、「4H-SiC wafer slicing by using femtosecond laser double pulses」、Optical Materials Express 2450頁、vol.
7、no. 7(2017年)に記載されている。そのような技法は、レーザ・パルスを炭化ケイ素に衝突させて表面下ダメージを誘起し、続いてロック用治具に結晶を接着し引っ張り力を加えて表面下ダメージ・ゾーンに沿った破砕を生じさせることで、レーザ書き込みトラックを形成することを含む。レーザを使用して材料の特定のエリアを弱化し、続いてこれらのエリア間で破砕を行うことによって、レーザ走査時間が短くなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ