TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025027761
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2023132871
出願日
2023-08-17
発明の名称
更生用帯状部材及び既設管更生方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250220BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製管時における製管機への負荷を軽減するとともに、更生管の強度を確保できる更生用帯状部材及び既設管更生方法を提供する。
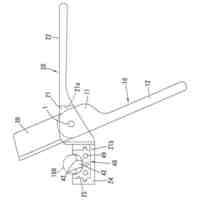
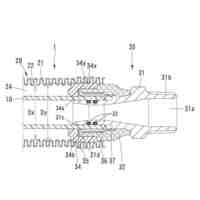
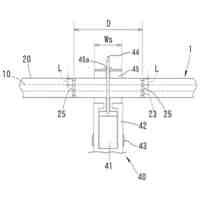
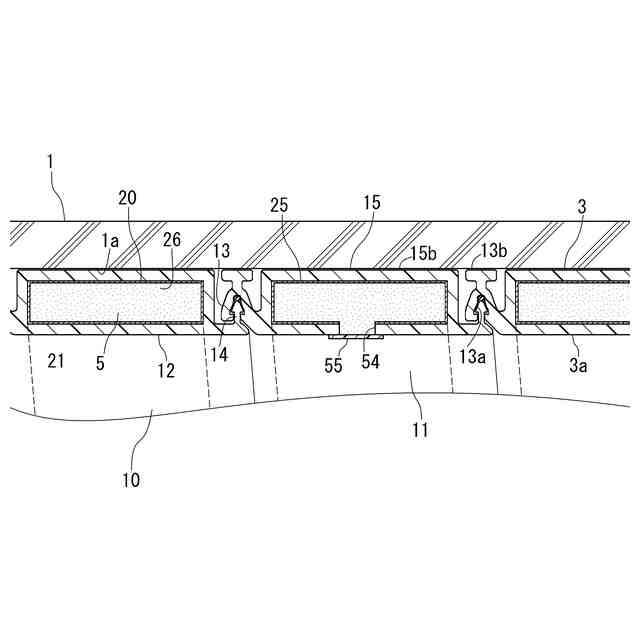
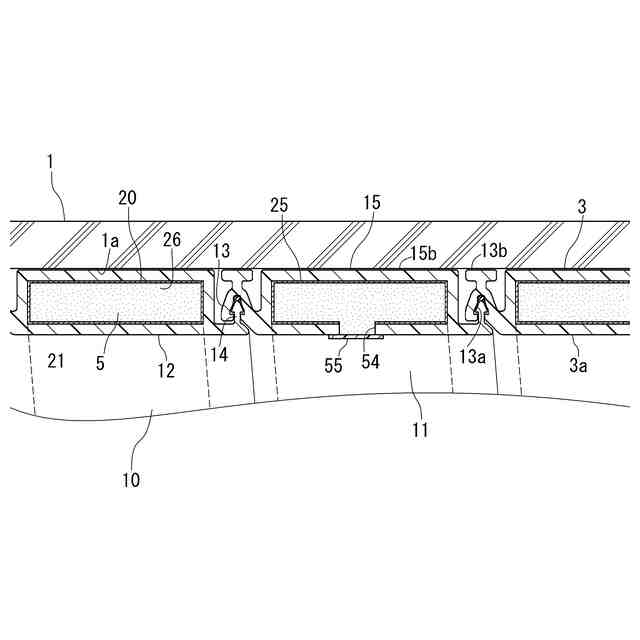
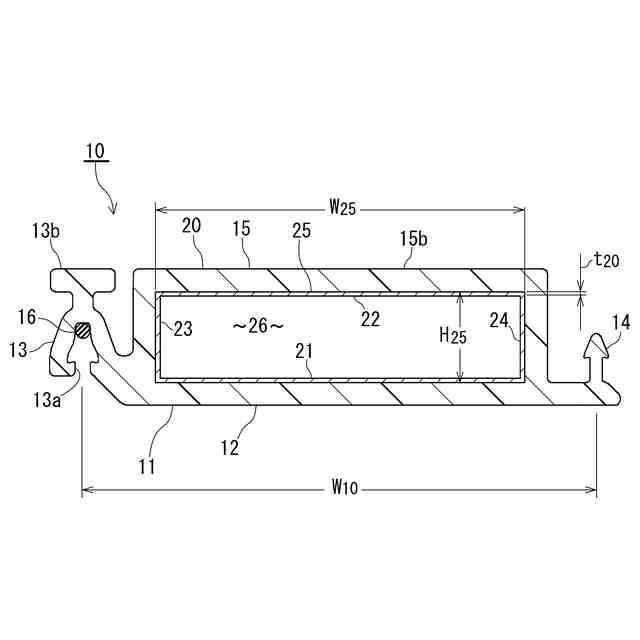
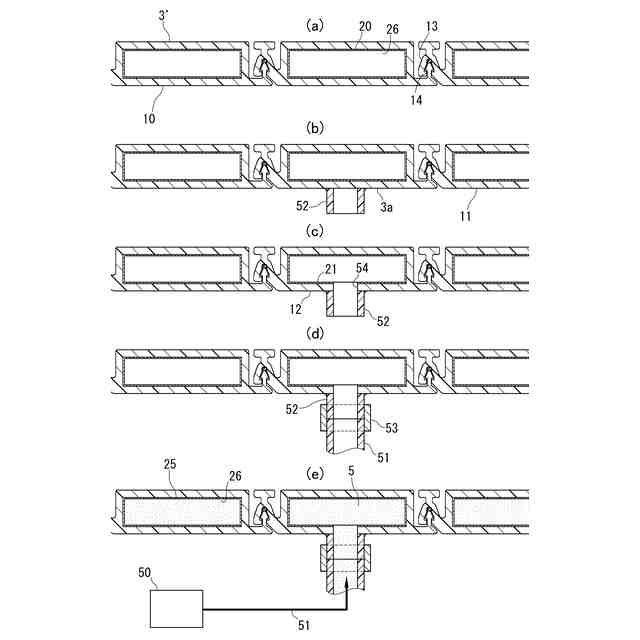
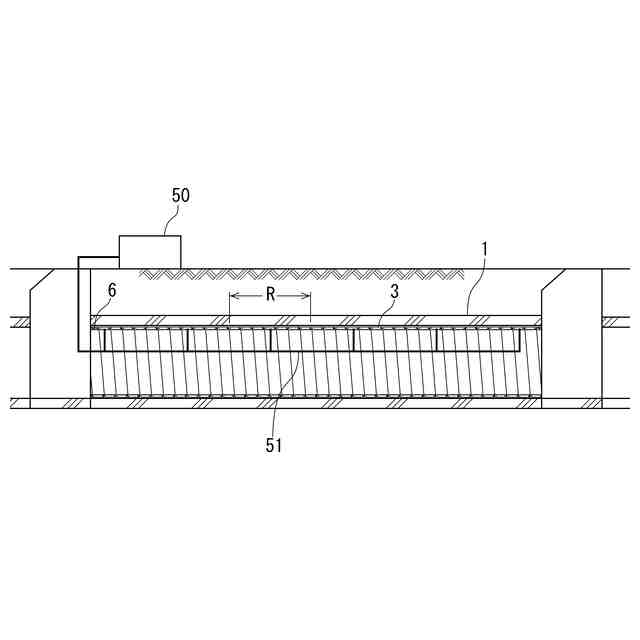
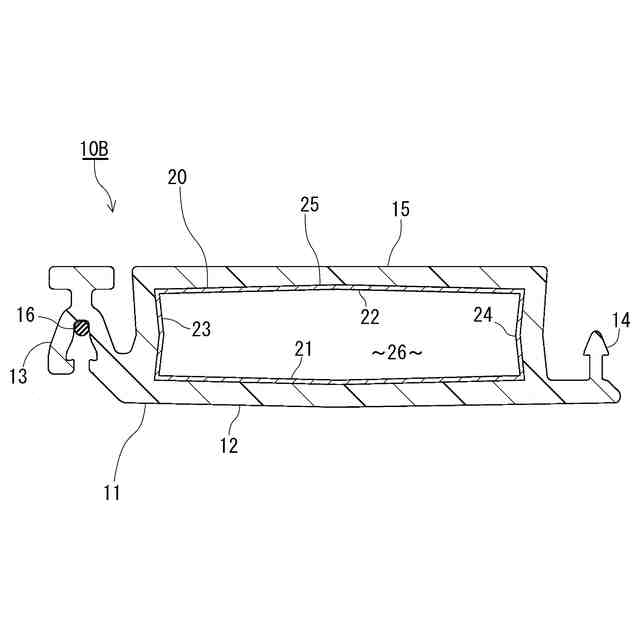
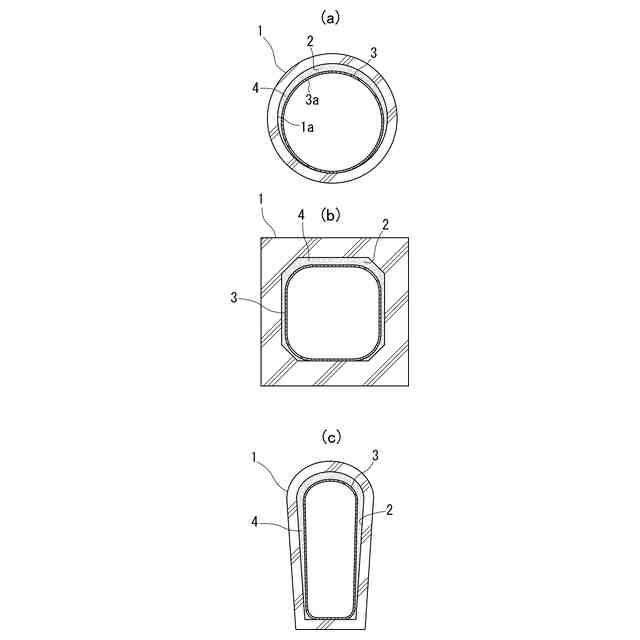
【解決手段】更生用帯状部材10は、内面帯部12及び一対の嵌合部13,14を含む合成樹脂からなる内面帯材11と、金属からなる中空帯材20を備えている。更生用帯状部材10を更生対象の既設管1の内壁1aに沿って螺旋状に巻回して、嵌合部13,14どうしを嵌合することによって螺旋管状の更生管3を製管する。内面帯部12によって、更生管3の内周面3aが構成される。中空帯材20は、長辺を帯幅方向へ向けた略矩形かつ中空の断面形状に形成された中空帯部25を有している。中空帯材20における更生管内を向く基板部21に内面帯部12が被さっている。中空帯部25の内部26に硬化性の充填材5が充填される。
【選択図】図3
特許請求の範囲
【請求項1】
更生対象の既設管の内壁に沿って螺旋状に巻回されて螺旋管状の更生管に製管される更生用帯状部材であって、
前記更生管の内周面を構成する内面帯部、及び前記内面帯部の帯幅方向の両端部に設けられた一対の嵌合部を有し、前記螺旋状に巻回されることによって前記一対の嵌合部どうしが嵌合される合成樹脂からなる内面帯材と、
長辺を前記帯幅方向へ向けた略矩形かつ中空の断面形状に形成され、内部に硬化性の充填材が充填可能な中空帯部を有する金属からなる中空帯材と、
を備え、前記中空帯材における前記更生管内を向く基板部に前記内面帯部が被さっていることを特徴とする更生用帯状部材。
続きを表示(約 660 文字)
【請求項2】
前記巻回前における前記中空帯部が、前記帯幅方向の中央部が帯厚方向に膨らみ、かつ前記帯厚方向の中央部が前記帯幅方向に狭まった略矩形かつ中空の断面形状に形成されている請求項1に記載の更生用帯状部材。
【請求項3】
前記内面帯材には、前記中空帯部を囲む保持部が一体に形成されている請求項1に記載の更生用帯状部材。
【請求項4】
前記内面帯材には、前記中空帯部の前記帯幅方向の両側部に被さるようにして前記中空帯部を保持する一対の保持部が一体に形成され、これら保持部どうしの間から前記中空帯部の一部が露出されている請求項1に記載の更生用帯状部材。
【請求項5】
前記中空帯部における前記基板部より前記内周面とは反対側の部分が、前記内面帯部から露出されており、
前記基板部には、前記中空帯部から前記帯幅方向へ突出して前記内面帯材の内部に埋め込まれた突片部が形成されている請求項1に記載の更生用帯状部材。
【請求項6】
請求項1~5の何れか1項に記載の更生用帯状部材を用いた既設管の更生方法であって、
前記更生用帯状部材を前記既設管の内壁に沿って螺旋状に巻回するとともに前記嵌合部どうしを嵌合させることによって、螺旋管状の更生管を製管し、
その後、前記中空帯部の内部に前記充填材を充填することを特徴とする既設管更生方法。
【請求項7】
前記内壁と前記更生管との間に裏込め材を充填する請求項6に記載の既設管更生方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば老朽化した下水道管等の既設管を更生するための帯状部材、及び該帯状部材を用いて既設管を更生する方法に関し、特に、既設管の内壁に沿って螺旋状に巻回されて螺旋管状の更生管となる更生用帯状部材、及び既設管更生方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
老朽化した下水道管等の既設管の内壁に更生管をライニングすることによって、既設管を更生することは公知である。更生管は、例えば帯状部材から製管された螺旋管によって構成されている。帯状部材は、ポリ塩化ビニル等の合成樹脂からなる。更に、合成樹脂製の主帯材にスチール等の補強材が組み込まれた帯状部材が知られている。製管機によって、帯状部材が既設管の内壁に沿って螺旋状に巻回されて更生管に製管される。既設管の内壁と更生管との間の隙間には裏込め材が充填される。
【先行技術文献】
【特許文献】
【0003】
特開2019-142181号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
スチール等の金属からなる補強材を有する帯状部材は剛性が高いため、製管機の負荷が大きい。帯状部材の剛性を更に高くしようとすると通常の製管機では対応できないため、帯状部材の高剛性化には限界がある。このため、例えば大口径の管渠などの、更生材の強度が必要な既設管を更生することが難しかった。
本発明は、かかる事情に鑑み、製管時における製管機への負荷を軽減するとともに、更生管の強度を確保できる更生用帯状部材及び既設管更生方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、前記課題を解決するために、更生対象の既設管の内壁に沿って螺旋状に巻回されて螺旋管状の更生管に製管される更生用帯状部材であって、
前記更生管の内周面を構成する内面帯部、及び前記内面帯部の帯幅方向の両端部に設けられた一対の嵌合部を有し、前記螺旋状に巻回されることによって前記一対の嵌合部どうしが嵌合される合成樹脂からなる内面帯材と、
長辺を前記帯幅方向へ向けた略矩形かつ中空の断面形状に形成され、内部に硬化性の充填材が充填可能な中空帯部を有する金属からなる中空帯材と、
を備え、前記中空帯材における前記更生管内を向く基板部に前記内面帯部が被さっていることを特徴とする。
【0006】
当該更生用帯状部材によれば、中空帯材の剛性を低くし、ひいては更生用帯状部材自体の剛性を低くしておくことによって、製管時における製管機の負荷を軽減できる。製管後、中空帯部の内部に充填材を充填する。充填材が硬化することによって、主に圧縮強度を担う。中空帯材は主に引張強度を担う。これによって、更生管の強度が高まる。ないしは、更生管の所要強度が発現される。したがって、大口径管渠等の更生材の強度が必要な既設管の更生にも適用可能である。
前記硬化性充填材としては、コンクリート、モルタル、セメントミルク等が挙げられる。
【0007】
好ましくは、前記巻回前における前記中空帯部が、前記帯幅方向の中央部が帯厚方向に膨らみ、かつ前記帯厚方向の中央部が前記帯幅方向に狭まった略矩形かつ中空の断面形状に形成されている。
この種の更生用帯状部材は、製管時の曲率付与によって、中空帯部が、帯幅方向の中央部が狭まるとともに帯厚方向の中央部が拡幅されるように変形される傾向がある。そこで、中空帯部の初期断面形状を、帯幅方向の中央部が膨らみ、帯厚方向の中央部が狭まるように形成しておくことで、製管時の変形によって、中空帯部がより長方形の断面に近づくようにできる。
【0008】
好ましくは、前記内面帯材には、前記中空帯部を囲む保持部が一体に形成されている。これによって、内面帯材に中空帯材を確実に保持させることができる。前記保持部は、前記内面帯部と協働して前記前記中空帯部を囲んでいてもよい。前記保持部は、好ましくは、前記中空帯部に合わせた略矩形の断面形状に形成されている。
【0009】
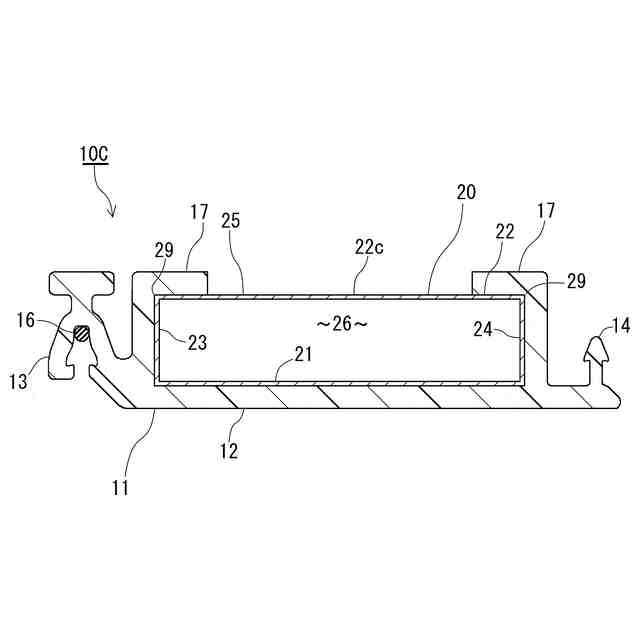
好ましくは、前記内面帯材には、前記中空帯部の前記帯幅方向の両側部に被さるようにして前記中空帯部を保持する一対の保持部が一体に形成され、これら保持部どうしの間から前記中空帯部の一部が露出されている。
一対の保持部によって中空帯材を保持できる。かつ、既設管と更生管との間に充填した裏込め材が、一対の保持部どうしの間を通して、中空帯部の露出部分と直接に付着する。これによって、既設管と更生管とを裏込め材を介して一体化され、複合管を構成できる。
【0010】
好ましくは、前記中空帯部における前記基板部より前記内周面とは反対側の部分が、前記内面帯部から露出されており、前記基板部には、前記中空帯部から前記帯幅方向へ突出して前記内面帯材の内部に埋め込まれた突片部が形成されている。前記反対側は、前記更生管の外周側と対応する。
これによって、既設管と更生管との間に充填した裏込め材が、中空帯部の露出部分と直接に接して付着することで、更生管と既設管とが裏込め材を介して一体化され、複合管を構成できる。かつ、突片部が内面帯材に埋め込まれることによって、中空帯材が内面帯材に安定的に定着される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
積水化学工業株式会社
切断工具
今日
積水化学工業株式会社
吸音構造
8日前
積水化学工業株式会社
被覆管及び複合管
今日
積水化学工業株式会社
波形被覆管及び複合管
今日
積水化学工業株式会社
樹脂組成物およびその成形体
8日前
積水化学工業株式会社
電子デバイス用硬化性樹脂組成物
11日前
積水化学工業株式会社
更生用帯状部材及び既設管更生方法
今日
積水化学工業株式会社
集合継手
2日前
積水化学工業株式会社
太陽光発電シートの管理システム、太陽光発電シートの管理方法及びプログラム
7日前
積水化学工業株式会社
ポリウレタンフォームの製造方法
今日
積水化学工業株式会社
合わせガラス用中間膜、ロール体及び合わせガラス
7日前
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
津田駒工業株式会社
連続成形機
11か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
帝人株式会社
成形体の製造方法
8か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社シロハチ
真空チャンバ
4か月前
株式会社FTS
成形装置
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
29日前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社神戸製鋼所
混練機
15日前
トヨタ自動車株式会社
真空成形装置
9か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ