TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025027462
公報種別
公開特許公報(A)
公開日
2025-02-27
出願番号
2024134940
出願日
2024-08-13
発明の名称
回転ボウルおよび磁気カップリング手段を備える回転式アトマイザ、ならびにかかるアトマイザの組立および/または分解方法
出願人
エクセル インダストリーズ
,
EXEL INDUSTRIES
代理人
個人
,
個人
,
個人
主分類
B05B
5/04 20060101AFI20250219BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】主要本体上への空気供給スカートおよびボウルの取付けが容易であり、自動化され得る、コーティング製品用の回転式アトマイザを提供する。
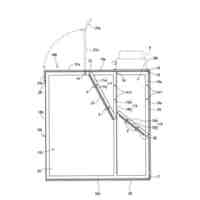
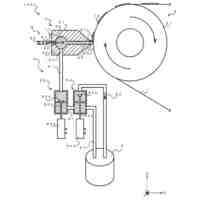
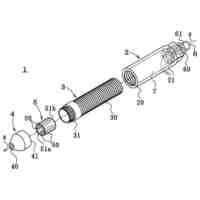
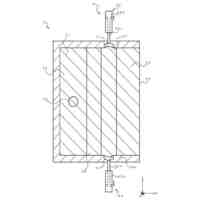
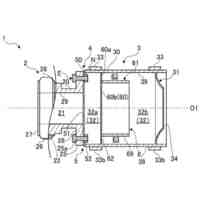
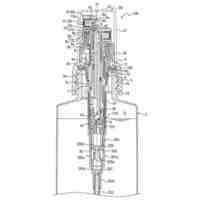
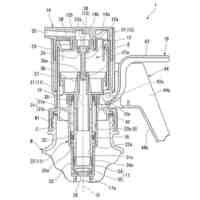
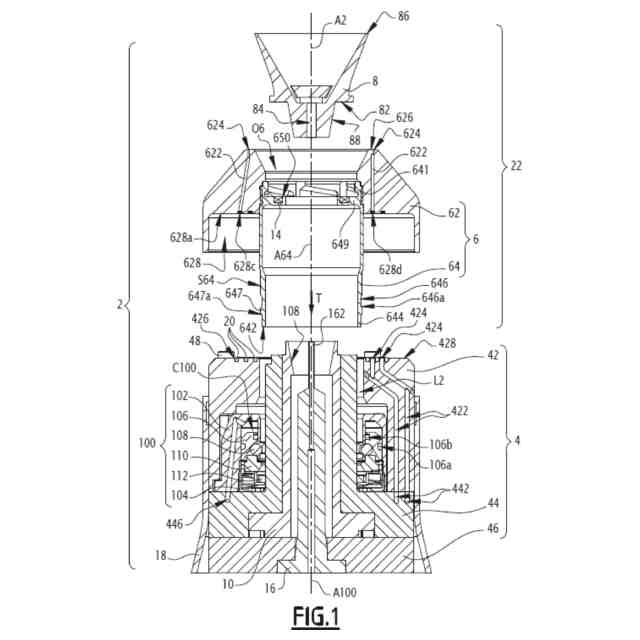
【解決手段】本発明のアトマイザ(2)は、主要本体(4)と、主要本体により規定される回転軸(A2)を中心として回転部材(10)により回転されるボウル(8)とを備える。ボウルは、第1の磁気カップリング手段(82)を備え、アトマイザ(2)の非回転部分(6)に対して固定された整合的な第2の磁気カップリング手段(14)と協働する傾向を有する。第1のカップリング手段および第2のカップリング手段は、ボウル(8)の回転軸(A2)に対して少なくとも部分的に軸方向を成す力を印加する傾向を有し、この力は、回転部材に対するボウルの回転カップリングを誘発する。第2の磁気カップリング手段(14)は、主要本体(4)上に直接的に取り付けられた空気供給スカート(6)により支持される。
【選択図】図1
特許請求の範囲
【請求項1】
コーティング製品(2)用の回転式アトマイザであって、主要本体(4)と、前記主要本体により規定される回転軸(A2)を中心として回転部材(10)によって回転されるボウル(8)とを備え、前記ボウルは、第1の磁気カップリング手段(82;14)を備え、前記第1の磁気カップリング手段(82;14)は、前記コーティング製品(2)用の前記アトマイザの非回転部分(6)に対して固定された整合的な第2の磁気カップリング手段(14;682)と協働する傾向を有し、前記第1のカップリング手段および前記第2のカップリング手段は、前記ボウル(8)の前記回転軸(A2)に対して少なくとも部分的に軸方向を成す力(E1)を印加する傾向を有し、前記力は、前記回転部材に対する前記ボウル(8)の回転カップリングを誘発する、コーティング製品(2)用の回転式アトマイザにおいて、
前記第2の磁気カップリング手段(14;682)は、前記主要本体(4)上に直接的に取り付けられた空気供給スカート(6)により支持されることを特徴とする、
コーティング製品(2)用の回転式アトマイザ。
続きを表示(約 1,900 文字)
【請求項2】
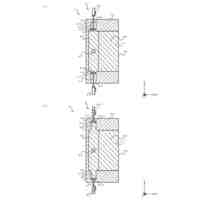
前記第2の磁気カップリング手段(14;682)は、前記空気供給スカート(6)の内部カラーフランジ(649)の上に取り付けられるかまたは前記内部カラーフランジ(649)により形成されて、前記主要本体(4)の前方面(428)を圧迫することを特徴とする、請求項1に記載のアトマイザ。
【請求項3】
前記第1の磁気カップリング手段(82)は、前記ボウルの強磁性部分(82;83)により形成され、前記第2の磁気カップリング手段は、少なくとも1つの永久磁石(14)により形成されることを特徴とする、請求項1に記載のアトマイザ。
【請求項4】
前記第1の磁気カップリング手段は、少なくとも1つの永久磁石(14)により形成され、前記第2の磁気カップリング手段は、前記空気供給スカート(6)の強磁性部分(682)により形成されることを特徴とする、請求項1に記載のアトマイザ。
【請求項5】
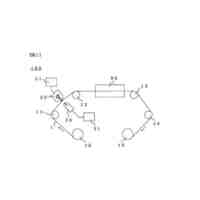
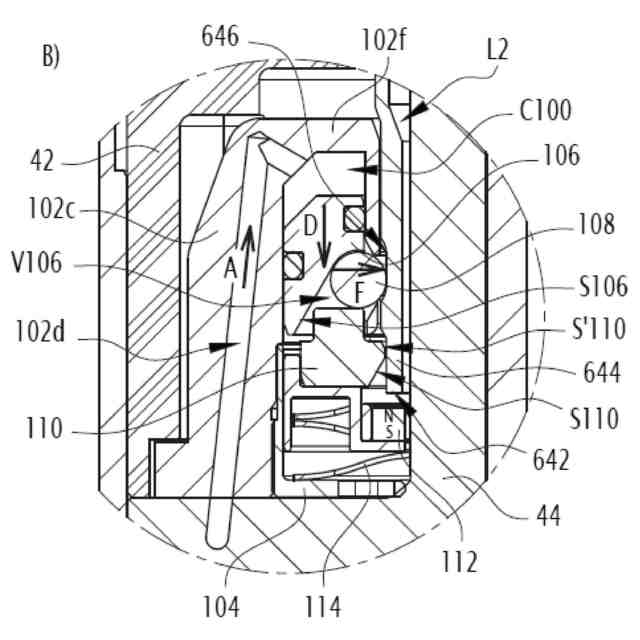
前記アトマイザは、磁気-空気圧システムまたは磁気-油圧システム(100)を備え、前記磁気-空気圧システムまたは前記磁気-油圧システムは、
前記主要本体(4)上に前記空気供給スカート(6)を掛止するための磁気デバイス(100A)と、
前記主要本体上に前記空気供給スカートをロックおよびクランプ固定するための空気圧機構または油圧機構(100B)と
を備えることを特徴とする、請求項1から4のいずれか一項に記載のアトマイザ。
【請求項6】
前記磁気掛止デバイス(100A)は、前記空気供給スカート(6)と前記主要本体(4)との間において前記アトマイザの長手方向軸(A2)に対して平行な軸方向磁力を第1の強度(I1)で印加するように構成されることと、前記空気圧クランプ固定機構または前記油圧クランプ固定機構(100B)は、前記空気供給スカートと前記主要本体との間において前記アトマイザの前記長手方向軸に対して平行な軸方向機械力を第2の強度(I2)で印加するように構成されることと、前記第2の強度は、前記第1の強度よりも厳密に高いこととを特徴とする、請求項5に記載のコーティング製品用のアトマイザ。
【請求項7】
前記アトマイザは、前記空気供給スカート(6)と前記主要本体(4)との間に配置されたシール(20)を備えることと、前記空気圧クランプ固定機構または前記油圧クランプ固定機構(100B)により印加される前記機械力によって圧縮された前記シールは、前記主要本体(4)内および前記空気供給スカート(6)の本体(62)内に設けられた形状づけ空気の循環用の導管(422、622)を前記アトマイザ(2)の外部から隔離することとを特徴とする、請求項6に記載のコーティング製品用のアトマイザ。
【請求項8】
前記空気供給スカート(6)は、前記主要本体(4)上に形成された整合的なレリーフ(421、423)に螺着するためのレリーフ(650、653)を備えることを特徴とする、請求項1から4のいずれか一項に記載のコーティング製品用のアトマイザ。
【請求項9】
前記空気供給スカート(6)は、前記主要本体(44)の一部(441)と前記空気供給スカートの一部(642)との間に印加される磁力により前記主要本体に対してクランプ固定されることを特徴とする、請求項1から4のいずれか一項に記載のコーティング製品用のアトマイザ。
【請求項10】
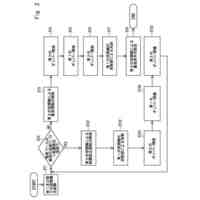
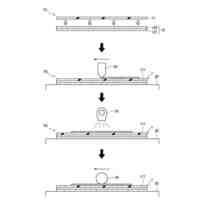
請求項1から9のいずれか一項に記載のコーティング製品用のアトマイザを組み立てるおよび/または分解する方法であって、
前記アトマイザを組み立てる場合には、
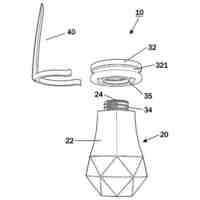
第1の組立ステップにおいて、前記空気供給スカート(6)および前記ボウル(8)が組み立てられ、前記第1の磁気カップリング手段(14、82)と前記第2の磁気カップリング手段(14、682)との間の磁力により共に保持され、
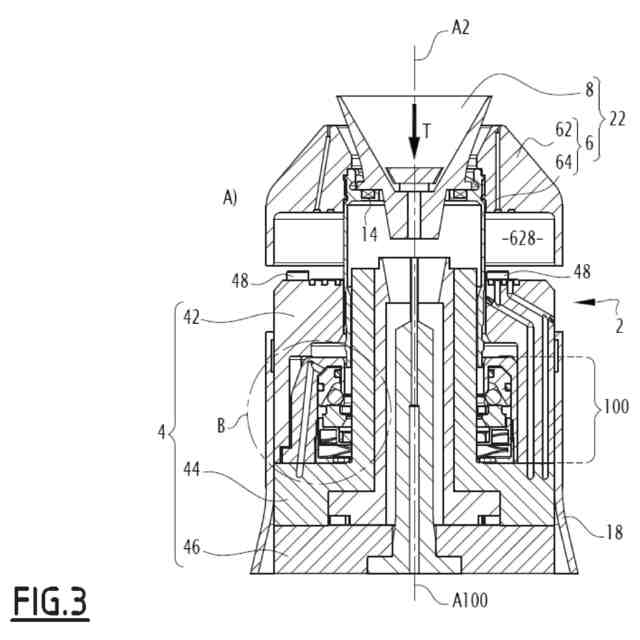
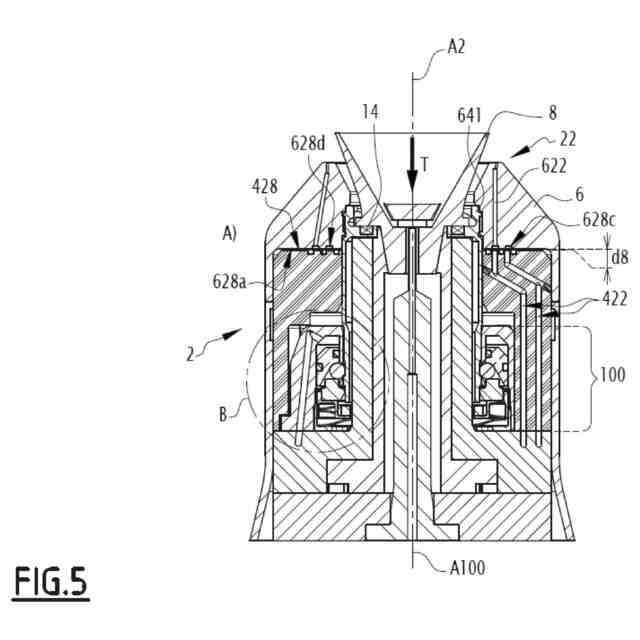
第2の組立ステップにおいて、前記空気供給スカート(6)および前記ボウル(8)により形成されたサブアセンブリ(22)が、1つの操作で前記主要本体(4)上に直接的に取り付けられ、
前記アトマイザを分解する場合には、
第1の分解ステップにおいて、前記空気供給スカート(6)および前記ボウル(8)により形成された前記サブアセンブリ(22)は、1つの操作で前記主要本体から分離され、
第2の分解ステップにおいて、前記空気供給スカート(6)および前記ボウル(8)は、前記第1の磁気カップリング手段(14、82)と前記第2の磁気カップリング手段(14、682)との間の前記磁力に対抗して相互から分離される、方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コーティング製品用の回転式アトマイザに関する。この回転式アトマイザは、主要本体と、この主要本体により規定される回転軸を中心として回転されるボウルとを備える。さらに、本発明は、かかるアトマイザの組立および/または分解を行う方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
WO2005/082542A1により、それぞれボウルおよびアトマイザの非回転部分に対して固定された第1の磁気カップリング手段および第2の磁気カップリング手段を関連付けることによって、回転式アトマイザの上にボウルを取り付けることが知られている。これにより、全体としての軸方向力を印加して、例えば、ボウルと例えばタービンのロータまたはかかるロータにより駆動されるシャフトなどの駆動部材との回転カップリングを誘発することなどが可能となる。かかる装置は、一般的には十分なものである。
【0003】
他方において、回転式アトマイザに空気供給スカートを設けることが知られている。この空気供給スカートは、ボウルのエッジから出るコーティング製品の液滴の雲を案内または形状づけするための空気流をボウルの付近に分配する役割を果たす。この場合に、第2の磁気カップリング手段は、しばしばアトマイザの主要本体の中央部分に配置されて、空気供給スカートの中央開口に対面する。ボウルは、回転手段と協働するようにこの中央開口に係合される。かかる場合に、空気供給スカートは、ボウルが定位置に設置される前に主要本体上に取り付けられる必要があり、第2の磁気カップリング手段の反対側に手で正確に位置決めされる必要がある。他方において、メンテナンス作業の最中に、ボウルは主要本体から分離される必要があり、次いでスカートは主要本体から分離される必要がある。これらの分離は、2つの連続的な手動作業の最中に行われる必要があるが、例えば塗装ブースなどのハンドリングにあまり適さない環境での実行が困難である。
【0004】
さらに、一部の用途においては、ボウルは比較的控えめのサイズを有し、手によるハンドリングを行う場合にボウルを落下させてしまうリスクを誘発するような細いグリップを有する。特にボウルおよび空気供給スカートを分解する場合に、オペレータがボウルの除去よりも前にスカートに対して作業しようとすると、ボウルを落下させる可能性が高く、これによりボウルのエッジを損傷させてしまう可能性がある。
【先行技術文献】
【特許文献】
【0005】
WO2005/082542A1
WO2005/082542A
【発明の概要】
【発明が解決しようとする課題】
【0006】
かかる装置では、ボウルと空気供給スカートとの組立および分解は、自動化が難しい複雑な作業である。
【0007】
より具体的には、本発明は、主要本体上への空気供給スカートおよびボウルの取付けが容易であり、かかる取付けがかなりの度合いにおいて自動化され得る、コーティング製品用の新規の回転式アトマイザを提案することによって、かかる短所を解決することを試みる。
【課題を解決するための手段】
【0008】
これを目的として、本発明の主題は、コーティング製品用の回転式アトマイザに関する。このアトマイザは、主要本体と、主要本体により規定される回転軸を中心として回転部材によって回転されるボウルとを備える。ボウルは、第1の磁気カップリング手段を備え、この第1の磁気カップリング手段は、コーティング製品用のアトマイザの非回転部分に対して固定された整合的な第2の磁気カップリング手段と協働する傾向を有する。第1のカップリング手段および第2のカップリング手段は、ボウルの回転軸に対して少なくとも部分的に軸方向を成す力を印加する傾向を有する。この力は、回転部材に対するボウルの回転カップリングを誘発する。このアトマイザは、第2の磁気カップリング手段が、主要本体上に直接的に取り付けられた空気供給スカートによって支持されることを特徴とする。
【0009】
本発明により、第1の磁気カップリング手段および第2の磁気カップリング手段によって、主要本体上への取付けの最中にまたはそれ自体の分解の最中にユニットとしてハンドリングすることの可能なサブアセンブリの形態へと空気供給スカートおよびボウルを組み立てることが可能となる。サブアセンブリのサイズは、ボウルのみのサイズよりも大きく、したがって把持がより容易である。サブアセンブリを落下させる可能性もより低くなる。さらに、第1のカップリング手段および第2のカップリング手段により、ボウルが空気供給スカートに対して正確に位置決めされるため、主要本体上にスカートを適切に取り付けることによって、ボウルが主要本体に対して、したがってボウルを回転させる回転部材に対して適切に位置決めされることが確保される。
【0010】
本発明の有利ではあるが必須ではない態様によれば、かかるアトマイザは、以下の特徴の中の1つまたは複数を個別にまたは技術的に許容される任意の組み合わせにおいて組み込むことが可能である。
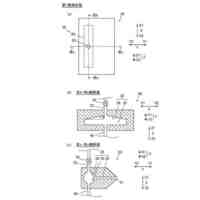
- 第2の磁気カップリング手段は、空気供給スカートの内部カラーフランジの上に取り付けられるかまたは内部カラーフランジにより形成されて、主要本体の前方面を圧迫する。
- 第1の磁気カップリング手段は、ボウルの強磁性部分により形成され、第2の磁気カップリング手段は、少なくとも1つの永久磁石により形成される。
- 第1の磁気カップリング手段は、少なくとも1つの永久磁石により形成され、第2の磁気カップリング手段は、空気供給スカートの強磁性部分により形成される。
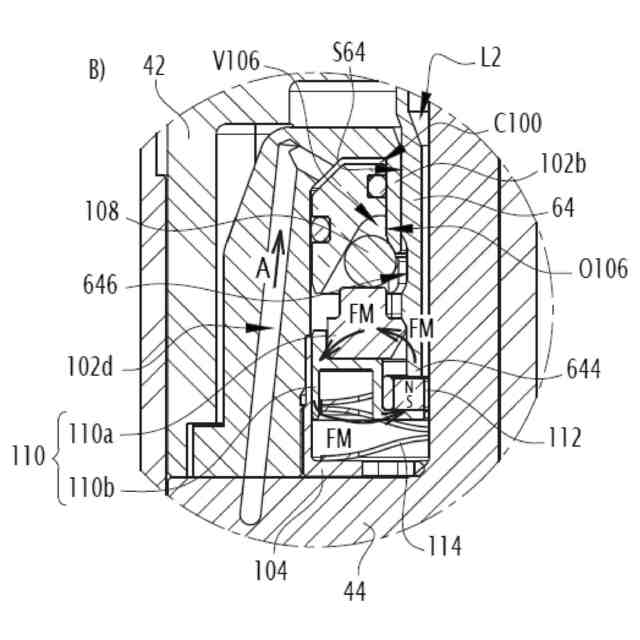
- アトマイザは、磁気-空気圧システムまたは磁気-油圧システムを備え、この磁気-空気圧システムまたは磁気-油圧システムは、
主要本体上に空気供給スカートを掛止するための磁気デバイスと、
主要本体上に空気供給スカートをロックおよびクランプ固定するための空気圧機構または油圧機構と
を備える。
- 磁気掛止デバイスは、空気供給スカートと主要本体との間においてアトマイザの長手方向軸に対して平行な軸方向磁力を第1の強度で印加するように構成され、空気圧クランプ固定機構または油圧クランプ固定機構は、空気供給スカートと主要本体との間においてアトマイザの長手方向軸に対して平行な軸方向機械力を第2の強度で印加するように構成され、第2の強度は、第1の強度よりも厳密に高い。
- アトマイザは、空気供給スカートと主要本体との間に配置されたシールを備え、空気圧クランプ固定機構または油圧クランプ固定機構により印加される機械力によって圧縮されたシールは、形状づけ空気の循環用の導管をアトマイザの外部から隔離する。
- 空気供給スカートは、主要本体上に形成された整合的なレリーフ上への螺着レリーフを備える。
- 空気供給スカートは、主要本体の一部と空気供給スカートの一部との間に印加される磁力により主要本体に対してクランプ固定される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
塗膜処理方法
4か月前
中国電力株式会社
塗装工具
4か月前
株式会社シロハチ
換気ブース
2か月前
中外炉工業株式会社
塗布装置
3か月前
個人
塗装ハンドル
1か月前
株式会社丸一
エアゾール製品の噴口構造
4か月前
トリニティ工業株式会社
塗装設備
4か月前
株式会社オンテックス
塗料塗布具
1か月前
大日本塗料株式会社
複層塗膜の形成方法
4か月前
東レエンジニアリング株式会社
塗布装置
1か月前
東レエンジニアリング株式会社
塗布装置
4か月前
株式会社タイショウ
ペンホルダー
5か月前
株式会社デュプロ
シート装飾方法
1か月前
東レエンジニアリング株式会社
塗布装置
4か月前
理想科学工業株式会社
液体吐出装置
4か月前
株式会社ワークス
高圧散水機
3か月前
有光工業株式会社
液体噴射装置
1か月前
株式会社大気社
塗装装置
14日前
株式会社テクノコア
液体噴霧用ノズル
2か月前
株式会社吉谷機械製作所
放水装置
13日前
大日本塗料株式会社
塗装方法および塗料セット
3か月前
株式会社吉野工業所
吐出器
14日前
コニシセイコー株式会社
ミスト発生装置
2か月前
株式会社三鷹ホールディングス
薬液噴霧器
1か月前
株式会社吉野工業所
泡吐出器
3か月前
株式会社吉野工業所
液体噴出器
2か月前
ベステラ株式会社
PCB含有塗膜の無害化システム
4か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
4か月前
株式会社吉野工業所
吐出器
1か月前
トヨタ自動車株式会社
空調システムの制御方法
1か月前
兵神装備株式会社
流動物供給装置
1か月前
株式会社吉野工業所
吐出器
3か月前
東レエンジニアリング株式会社
塗布装置
4か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
4か月前
東レ株式会社
シート状基材への塗布装置および塗布方法
13日前
株式会社SCREENホールディングス
塗工方法
5か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ