TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025027190
公報種別
公開特許公報(A)
公開日
2025-02-27
出願番号
2023131778
出願日
2023-08-14
発明の名称
ウェーハの研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20250219BHJP(基本的電気素子)
要約
【課題】円状の底面を有する凹部をウェーハの裏面側に形成する際にチッピング又はクラック等の加工不良が生じる蓋然性を低減することが可能なウェーハの研削方法を提供する。
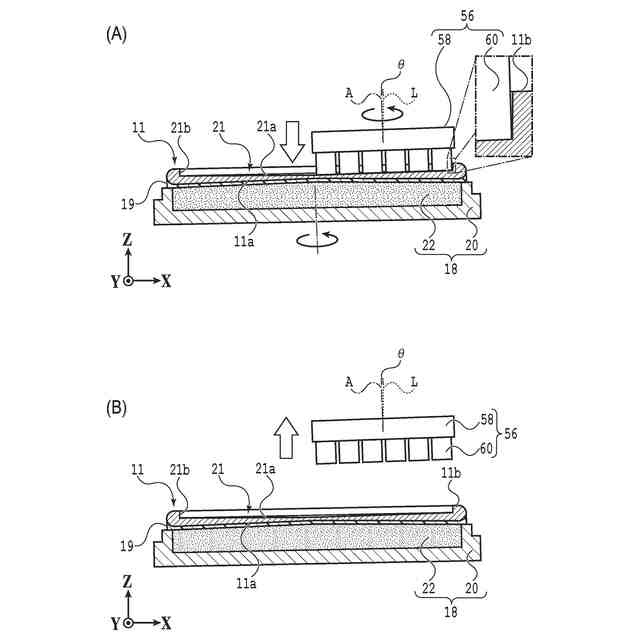
【解決手段】逆円錐の側面に対応するような形状の底を有する第1凹部をウェーハの裏面側に形成した後かつ円状の底面を有する第2凹部をウェーハの裏面側に形成する前に、複数の研削砥石とウェーハの裏面側とを分離させるようにチャックテーブルとスピンドルとを離隔させてから、チャックテーブルの回転軸とスピンドルの回転軸とがなす角度を変更するようにチャックテーブル又はスピンドルの少なくとも一方の傾きを調整する。
【選択図】図4
特許請求の範囲
【請求項1】
保持面を有し、かつ、該保持面の中心を通る第1回転軸の周りに回転可能なチャックテーブルと、複数の研削砥石が環状に離散して設けられている研削ホイールが先端部に装着され、かつ、第2回転軸の周りに回転可能なスピンドルと、を備える研削装置において、表面側に複数のデバイスが形成されるとともに、その半径が該スピンドルを回転させた時の該複数の研削砥石のそれぞれの研削面の軌跡の外径よりも長いウェーハを研削するウェーハの研削方法であって、
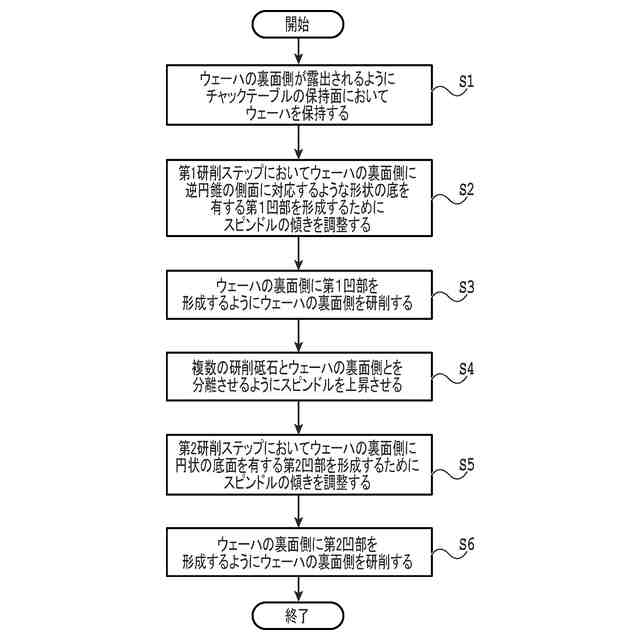
該ウェーハの裏面側が露出されるように該チャックテーブルの該保持面において該ウェーハを保持する保持ステップと、
該保持ステップの後に、該チャックテーブル及び該スピンドルの双方を回転させながら、該ウェーハの中心と該軌跡とが所定の方向において重なった状態で該複数の研削砥石を該ウェーハの該裏面側に接触させるように該チャックテーブルと該スピンドルとを該所定の方向において接近させることによって、該ウェーハの該裏面側を研削する第1研削ステップと、
該第1研削ステップの後に、該複数の研削砥石と該ウェーハの該裏面側とを分離させるように該チャックテーブルと該スピンドルとを該所定の方向において離隔させる分離ステップと、
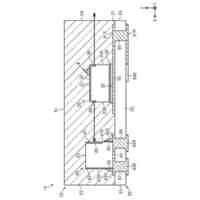
該分離ステップの後に、該第1回転軸と該第2回転軸とがなす角度を変更するように該チャックテーブル又は該スピンドルの少なくとも一方の傾きを調整する調整ステップと、
該調整ステップの後に、該チャックテーブル及び該スピンドルの双方を回転させながら、該ウェーハの該中心と該軌跡とが該所定の方向において重なった状態で該複数の研削砥石を該ウェーハの該裏面側に接触させるように該チャックテーブルと該スピンドルとを該所定の方向において接近させることによって、該ウェーハの該裏面側を研削する第2研削ステップと、を備え、
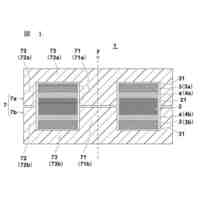
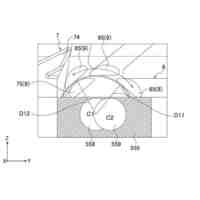
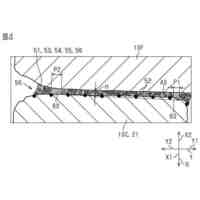
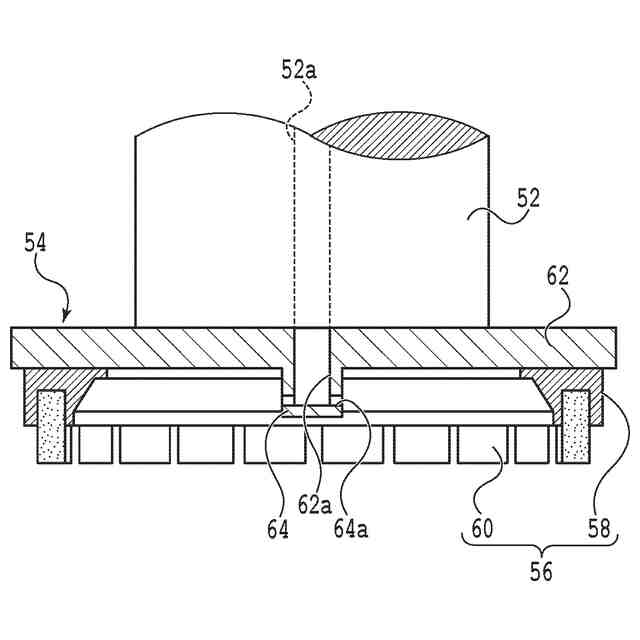
該第1研削ステップにおいては、逆円錐の側面に対応するような形状の底を有する第1凹部が該ウェーハの該裏面側に形成され、
該第2研削ステップにおいては、円状の底面を有する第2凹部が該ウェーハの該裏面側に形成されるウェーハの研削方法。
続きを表示(約 200 文字)
【請求項2】
該分離ステップの後かつ該第2研削ステップの前に、該第1凹部の底を洗浄する洗浄ステップをさらに備える請求項1に記載のウェーハの研削方法。
【請求項3】
該分離ステップの後かつ該第2研削ステップの前に、該所定の方向と直交する方向において該チャックテーブルと該スピンドルとを接近又は離隔させる位置調整ステップをさらに備える請求項1または2に記載のウェーハの研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハを研削するウェーハの研削方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
IC(Integrated Circuit)等のデバイスのチップは、携帯電話及びパーソナルコンピュータ等の各種電子機器において不可欠の構成要素である。このようなチップは、例えば、表面側に複数のデバイスが形成されているウェーハを個々のデバイスを含む領域毎に分割することで製造される。
【0003】
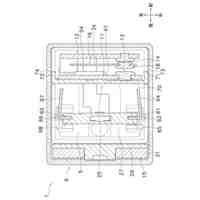
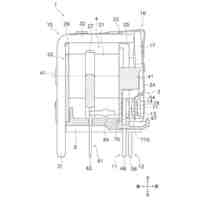
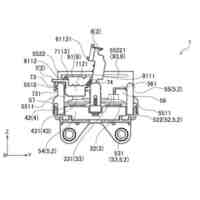
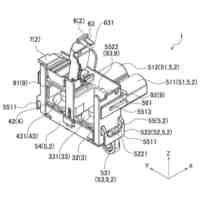
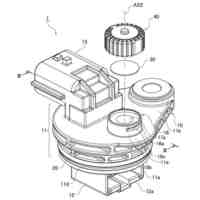
このウェーハは、製造されるチップの小型化を目的として、その分割に先立って薄化されることがある。ウェーハの薄化は、例えば、研削装置においてウェーハの裏面側を研削することによって実施される。この研削装置は、一般的に、保持面を有し、かつ、保持面の中心を通る直線を回転軸として回転可能なチャックテーブルと、チャックテーブルの上方において鉛直方向に延在するように設けられているスピンドルと、を備える。
【0004】
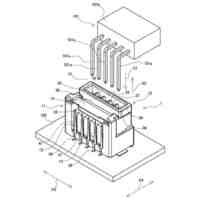
また、スピンドルの下端部(先端部)には、複数の研削砥石が環状に離散して設けられている研削ホイールが装着されている。なお、この研削ホイールは、例えば、スピンドルを回転させた時の複数の研削砥石のそれぞれの下面(研削面)の軌跡の外径がウェーハの半径よりも長くなるように設計される。
【0005】
そして、この研削装置においては、例えば、以下の順序でウェーハが薄化される。まず、ウェーハの裏面側が露出されるようにチャックテーブルの保持面においてウェーハを保持する。次いで、スピンドルを回転させた時の複数の研削砥石のそれぞれの研削面の軌跡の直下にウェーハの中心が位置付けられるようにチャックテーブル及びスピンドルの相対的な位置を調整する。
【0006】
次いで、チャックテーブル及びスピンドルの双方を回転させながら、複数の研削砥石をウェーハの裏面側に接触させるようにスピンドルを下降させる。これにより、ウェーハの研削が開始される。さらに、チャックテーブル及びスピンドルの双方を回転させたまま、ウェーハの厚さが所望の厚さになるまでスピンドルを下降させる。これにより、その裏面側の全域が研削されてウェーハが薄化される。
【0007】
ここで、ウェーハの全域を薄くするとウェーハの剛性が低くなり、その後の工程におけるウェーハの取り扱いが困難になるおそれがある。そこで、TAIKO研削とも呼ばれる方法によってウェーハの裏面側を研削する方法が提案されている(例えば、特許文献1参照)。
【0008】
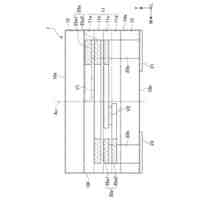
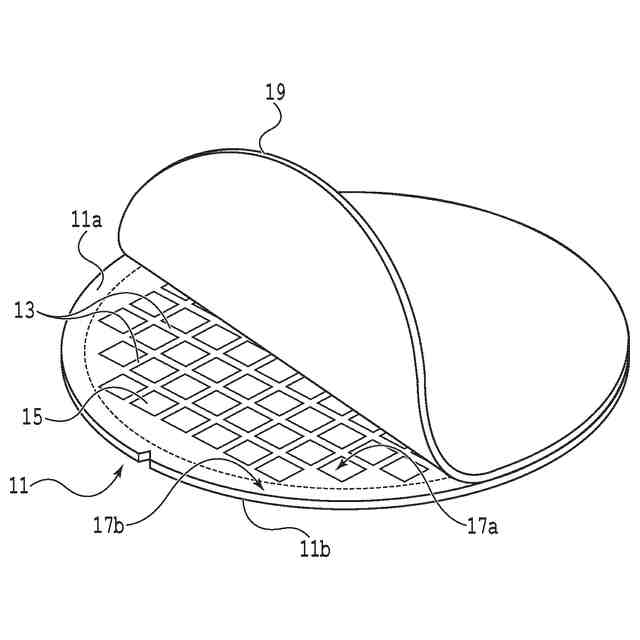
端的には、この方法においては、スピンドルを回転させた時の複数の研削砥石のそれぞれの研削面の軌跡の外径がウェーハの半径よりも短い研削ホイールをスピンドルの先端部に装着した状態で、上述のようにウェーハの裏面側を研削する。この場合、ウェーハの中央領域の裏面側(上面側)が研削され、かつ、この中央領域を囲む領域(外周余剰領域)がリング状補強部として残存する。
【0009】
これにより、ウェーハの裏面側に円状の底面を有する凹部が形成される。ただし、この場合、ウェーハの研削が開始されてから所定の形状を有する凹部がウェーハの裏面側に形成されるまで、複数の研削砥石のそれぞれの外側面が凹部の側面(すなわち、リング状補強部の内側面)に接触する。そのため、この場合には、複数の研削砥石との接触に起因してリング状補強部の内側面近傍の領域に欠け(チッピング)が生じるおそれがある。
【0010】
この点を踏まえて、複数の研削砥石のそれぞれの外側面がリング状補強部の内側面に接触する時間が短くなるようにTAIKO研削を行う方法が提案されている(例えば、特許文献2参照)。具体的には、この方法においては、まず、スピンドルを回転させた時の複数の研削砥石のそれぞれの研削面の軌跡のうち被加工物の中心の直上に位置する部分が最も下に位置付けられるようにスピンドルを鉛直方向から僅かに傾ける。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
トイレ用照明スイッチ
7日前
CKD株式会社
巻回装置
6日前
CKD株式会社
巻回装置
6日前
イリソ電子工業株式会社
電子部品
10日前
オムロン株式会社
電磁継電器
14日前
オムロン株式会社
電磁継電器
14日前
オムロン株式会社
電磁継電器
14日前
太陽誘電株式会社
コイル部品
14日前
太陽誘電株式会社
コイル部品
14日前
国立大学法人信州大学
トランス
14日前
株式会社ヨコオ
ソケット
21日前
日本特殊陶業株式会社
保持部材
6日前
ナカムラマジック株式会社
放熱器
1日前
ローム株式会社
半導体装置
7日前
トヨタバッテリー株式会社
二次電池
6日前
日本航空電子工業株式会社
コネクタ
7日前
トヨタバッテリー株式会社
二次電池
21日前
日新イオン機器株式会社
気化器、イオン源
7日前
住友電気工業株式会社
耐熱電線
14日前
株式会社ダイヘン
リユース方法
6日前
株式会社村田製作所
コイル部品
6日前
株式会社村田製作所
コイル部品
6日前
矢崎総業株式会社
端子台
6日前
矢崎総業株式会社
端子台
6日前
矢崎総業株式会社
端子台
6日前
ローム株式会社
半導体発光装置
13日前
株式会社村田製作所
コイル部品
20日前
トヨタバッテリー株式会社
電池パック
13日前
矢崎総業株式会社
端子台
6日前
矢崎総業株式会社
端子台
6日前
トヨタ自動車株式会社
電池モジュール
6日前
日産自動車株式会社
表面実装部品
21日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
コネクタ
13日前
日本圧着端子製造株式会社
電気コネクタ
6日前
矢崎総業株式会社
コネクタ
13日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ