TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025027115
公報種別
公開特許公報(A)
公開日
2025-02-26
出願番号
2024209779,2023509352
出願日
2024-12-02,2022-03-25
発明の名称
ワーク搬送方法、ワーク搬送装置およびワーク搬送プログラム
出願人
川崎重工業株式会社
代理人
弁理士法人有古特許事務所
主分類
B21D
5/02 20060101AFI20250218BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】搬送精度を従来よりも高くすることができ、かつ簡単な方法でワークを搬送することが可能なワーク搬送方法、ワーク搬送装置およびワーク搬送プログラムを提供することを目的とする。
【解決手段】ワーク搬送方法は、ワークを支持するダイとダイの上方に配置されダイに支持されたワークを押圧するパンチとを備えるプレスブレーキによるワークの曲げ加工の際にワークを搬送するワーク搬送方法であって、ワークの搬送方向の上流側又は下流側のうち一方の表面端部をパンチにより押圧した後に、ワークをワークの搬送方向の上流側又は下流側のうち一方の方向に移動させ、パンチで押圧したワークの表面端部の形状を測定する。
【選択図】図3
特許請求の範囲
【請求項1】
ワークを支持するダイと前記ダイの上方に配置され前記ダイに支持された前記ワークを押圧するパンチとを備えるプレスブレーキによる前記ワークの曲げ加工の際に前記ワークを搬送するワーク搬送方法であって、
前記ワークの搬送方向において前記プレスブレーキを基準とした上流側に配置された上流側搬送装置により前記ワークの前記搬送方向の上流側を押圧しながら前記上流側搬送装置を前記搬送方向に移動させて、
又は、前記ワークの搬送方向において前記プレスブレーキを基準とした下流側に配置された下流側搬送装置により前記ワークの前記搬送方向の下流側を押圧しながら前記下流側搬送装置を前記搬送方向と逆方向に移動させて、
前記ワークの前記搬送方向の上流側又は下流側のうち一方の表面端部を前記パンチにより押圧した後に、前記ワークを前記ワークの前記搬送方向の上流側又は下流側のうち前記一方の方向に移動させ、前記パンチで押圧した前記ワークの前記表面端部の形状を測定する、
ワーク搬送方法。
続きを表示(約 2,000 文字)
【請求項2】
前記下流側搬送装置を前記搬送方向に移動させ、
前記上流側搬送装置により前記ワークの搬送方向の上流側を押圧しながら、前記上流側搬送装置を前記搬送方向に移動させ、
前記下流側搬送装置を移動させて前記ワークの前記搬送方向の下流側を下流側搬送装置に接触させて、前記ワークを前記搬送方向に搬送する、
又は、前記上流側搬送装置を前記搬送方向の逆方向に移動させ、
前記下流側搬送装置により前記ワークの搬送方向の下流側を押圧しながら、前記下流側搬送装置を前記搬送方向の逆方向に移動させ、
前記上流側搬送装置を移動させて前記ワークの前記搬送方向の上流側を前記上流側搬送装置に接触させて、前記ワークを前記搬送方向と逆方向に搬送する、
請求項1に記載のワーク搬送方法。
【請求項3】
前記パンチで押圧した前記ワークの前記表面端部の形状の測定において、
前記ワークの前記搬送方向の上流側又は下流側のうち一方、又は両方に配置された搬送装置により、前記ワークを前記ワークの前記搬送方向の上流側又は下流側のうち前記一方の方向に移動させ、前記パンチで押圧した前記ワークの前記表面端部の形状を測定する、請求項1又は2に記載のワーク搬送方法。
【請求項4】
前記パンチで押圧した前記ワークの前記表面端部の形状の測定において、
前記ワークの前記搬送方向の上流側又は下流側のうち他方に配置された搬送装置が有する吸着装置により前記ワークを吸着して前記ワークを前記ワークの前記搬送方向の上流側又は下流側のうち前記一方の方向に移動させ、
前記他方に配置された搬送装置が有する吸着装置により前記ワークを吸着して保持して、前記パンチで押圧した前記ワークの前記表面端部の形状を測定する、請求項1又は2に記載のワーク搬送方法。
【請求項5】
前記上流側搬送装置又は前記下流側搬送装置を移動させる目標位置を記憶部に記憶させ、
前記記憶部から前記上流側搬送装置又は前記下流側搬送装置の目標位置を取得し、
前記上流側搬送装置又は前記下流側搬送装置の目標位置に基づき前記上流側搬送装置又は前記下流側搬送装置を移動させ、前記ワークを前記搬送方向又は前記搬送方向と逆方向に搬送する、請求項1乃至4の何れか1項に記載のワーク搬送方法。
【請求項6】
前記上流側搬送装置又は前記下流側搬送装置と前記ワークとの距離に関する情報を検出し、
前記距離に関する情報に応じて前記プレスブレーキの動作、又は、前記上流側搬送装置或いは前記下流側搬送装置の動作を変更させる、請求項1乃至5の何れか1項に記載のワーク搬送方法。
【請求項7】
前記上流側搬送装置又は前記下流側搬送装置のうち一方の搬送装置の吸着装置により前記ワークを吸着して保持し、
前記上流側搬送装置又は前記下流側搬送装置のうち他方の搬送装置を前記プレスブレーキから遠ざかる方向に移動させて前記ワークに対する押圧を解除する、請求項4乃至6の何れか1項に記載のワーク搬送方法。
【請求項8】
前記上流側搬送装置又は前記下流側搬送装置は、前記ワークの端面と接触する接触部と、前記接触部に対して規定以上の圧力又は前記ワークの搬送方向に沿った向き以外からの圧力を受けたときに変形することで前記接触部の変位を許容する変形部を含み、
前記ワークの前記搬送方向の上流側又は下流側の表面端部を前記パンチにより押圧する前に、
前記上流側搬送装置又は前記下流側搬送装置のうちの一方の搬送装置の前記接触部により、前記接触部の下面を前記ダイの上面よりも下方に位置させつつ前記一方の搬送装置を前記プレスブレーキに近づく方向に移動させて前記ワークを搬送し、
前記接触部が前記ダイに接触する時に前記変形部が変形することで前記接触部を変位させて前記ダイの上に乗り上げさせ、
前記一方の搬送装置を前記プレスブレーキから遠ざかる方向に退避させる、請求項1乃至7の何れか1項に記載のワーク搬送方法。
【請求項9】
前記搬送方向の下流側に配置された受け台、又は、前記搬送方向の上流側に配置された受け台を、前記ワークの形状に応じて前記ワークに近付く方向又は前記ワークから離間する方向に移動させる、請求項1乃至8の何れか1項に記載のワーク搬送方法。
【請求項10】
前記上流側の受け台又は前記下流側の受け台のうち一方の受け台を移動させて当該受け台による前記ワークに対する支持を解除し、
前記一方の前記受け台が支持していた前記ワークのうち前記パンチで押圧された部分の形状を測定する、請求項9に記載のワーク搬送方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワーク搬送方法、ワーク搬送装置およびワーク搬送プログラムに関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、板材に曲げ加工を施す曲げ加工装置が知られている。例えば特許文献1には、ワークを所定位置まで搬送する際にワークプッシャーにより当該ワークをバッグゲージに押し当てる曲げ加工装置が開示されている。また、特許文献2には、ワークの搬送方向上流側端部および搬送方向下流側端部に支持具を固定し、上流側の移動装置の保持部を一方の支持具に引っ掛け、下流側の移動装置の保持部を他方の支持具に引っ掛ける曲げ加工装置が開示されている。この曲げ加工装置では、各保持部を支持具に引っ掛けた状態で各移動装置を移動させることでワークが搬送される。
【先行技術文献】
【特許文献】
【0003】
特開平3-297516号公報
特開2019-081184号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ワークプッシャーによりワークを所定位置まで押す上記特許文献1の曲げ加工装置では、特に搬送と押圧とを繰り返して所望の形状を得る逐次成形加工において、加工により曲げ量が大きくなると、所定位置まで搬送する際の搬送精度が低下する問題があった。また、特許文献2の曲げ加工装置では、ワークに支持具を固定する工程および移動装置の保持部を支持具に引っ掛ける工程が生じる。そのため、より簡単な方法でワークを搬送することが望まれていた。
【0005】
そこで、本開示は、搬送精度を従来よりも高くすることができ、かつ簡単な方法でワークを搬送することが可能なワーク搬送方法、ワーク搬送装置およびワーク搬送プログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示のワーク搬送方法は、ワークを支持するダイと前記ダイの上方に配置され前記ダイに支持された前記ワークを押圧するパンチとを備えるプレスブレーキによる前記ワークの曲げ加工の際に前記ワークを搬送するワーク搬送方法であって、前記曲げ加工の前又は後に、前記ワークの搬送方向において前記プレスブレーキを基準とした上流側に配置された上流側搬送装置により前記ワークの前記搬送方向の上流側の端部を押圧しながら前記上流側搬送装置を前記搬送方向に移動させ、前記搬送方向の下流側に配置された受け台により前記パンチによる押圧後の前記ワークの形状に沿うようにして前記ワークを下方から支持して、前記ワークを前記搬送方向に間欠的に搬送するものである。
【0007】
本開示のワーク搬送装置は、ワークを支持するダイと前記ダイの上方に配置され前記ワークを押圧するパンチとを備えるプレスブレーキによる前記ワークの曲げ加工の際に前記ワークを搬送するワーク搬送装置であって、前記ワークの搬送方向において前記プレスブレーキを基準とした上流側に配置された上流側搬送装置と、前記上流側搬送装置を、前記搬送方向に移動させる搬送駆動装置と、前記搬送方向の下流側に配置され、前記パンチによる押圧後の前記ワークの形状に沿うようにして前記ワークを下方から支持する受け台と、制御装置と、を備え、前記制御装置は、前記曲げ加工の前又は後に、前記ワークの前記搬送方向の上流側の端部を前記上流側搬送装置に押圧させながら前記上流側搬送装置を前記搬送方向に移動させて前記ワークを前記搬送方向に間欠的に搬送するよう前記搬送駆動装置を制御するものである。
【0008】
本開示のワーク搬送プログラムは、ワークを支持するダイと前記ダイの上方に配置され前記ダイに支持された前記ワークを押圧するパンチとを備えるプレスブレーキによる前記ワークの曲げ加工の際に前記ワークを搬送するワーク搬送装置におけるコンピュータに実行させるワーク搬送プログラムであって、前記コンピュータを、前記曲げ加工の前又は後に、前記ワークの搬送方向において前記プレスブレーキを基準とした上流側に配置された上流側搬送装置により前記ワークの前記搬送方向の上流側の端部を押圧しながら前記上流側搬送装置を前記搬送方向に移動させ、前記搬送方向の下流側に配置された受け台に前記パンチによる押圧後の前記ワークの形状に沿うようにして前記ワークを下方から支持させて、前記ワークを前記搬送方向に間欠的に搬送させる搬送制御手段として機能させるものである。
【発明の効果】
【0009】
本開示によれば、搬送精度を従来よりも高くすることができ、かつ簡単な方法でワークを搬送することが可能なワーク搬送方法、ワーク搬送装置およびワーク搬送プログラムを提供することができる。
【図面の簡単な説明】
【0010】
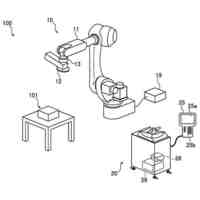
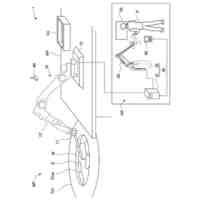
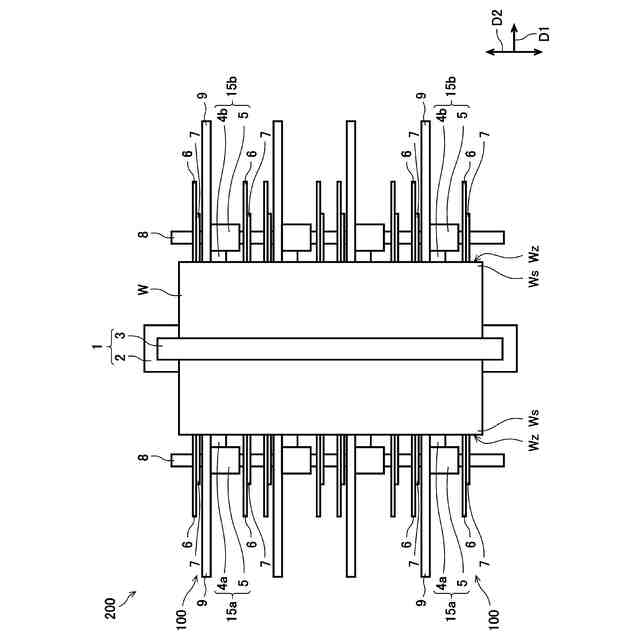
本開示の一実施形態に係るワーク搬送装置を複数含む曲げ加工システムを示す平面図である。
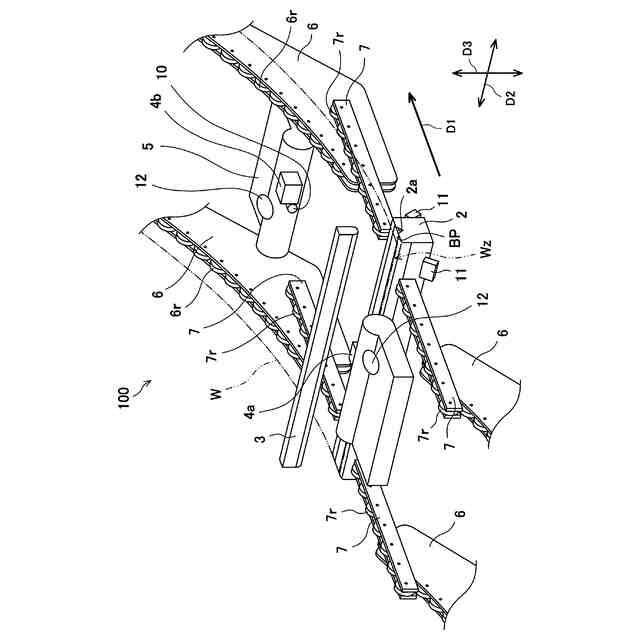
図1のワーク搬送装置を搬送方向下流側から見た場合の斜視図である。
図1のワーク搬送装置を搬送方向上流側から見た場合の斜視図である。
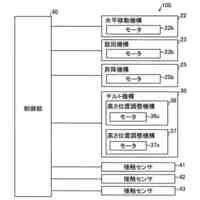
ワーク搬送装置における制御系統を示すブロック図である。
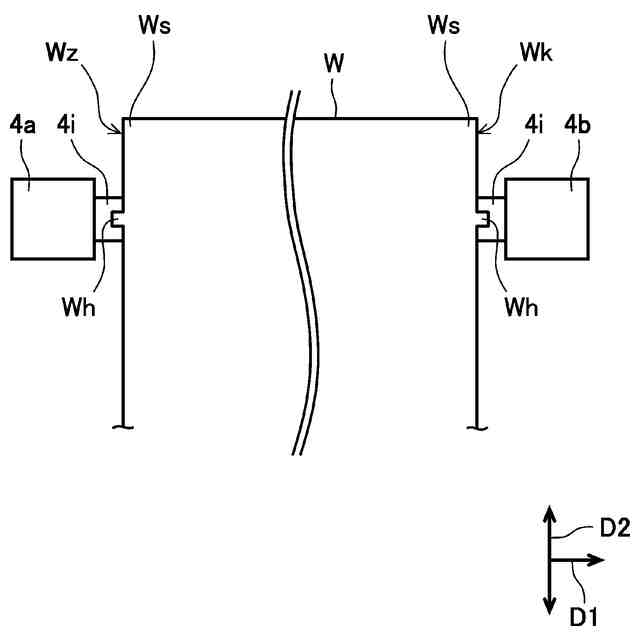
初回曲げ時にワークを押圧する上流側搬送装置を示す模式図である。
リベンド時にワークを押圧する上流側搬送装置および下流側搬送装置を示す模式図である。
ワークの被位置決め部に各接触部の位置決め部が係合した状態を示す図である。
距離センサの配置を示す側面図である。
距離センサの配置を示す正面図である。
別例に係る距離センサの配置を示す正面図である。
曲げ加工の流れを示すフロチャートである。
曲げ加工の流れを示すフロチャートである。
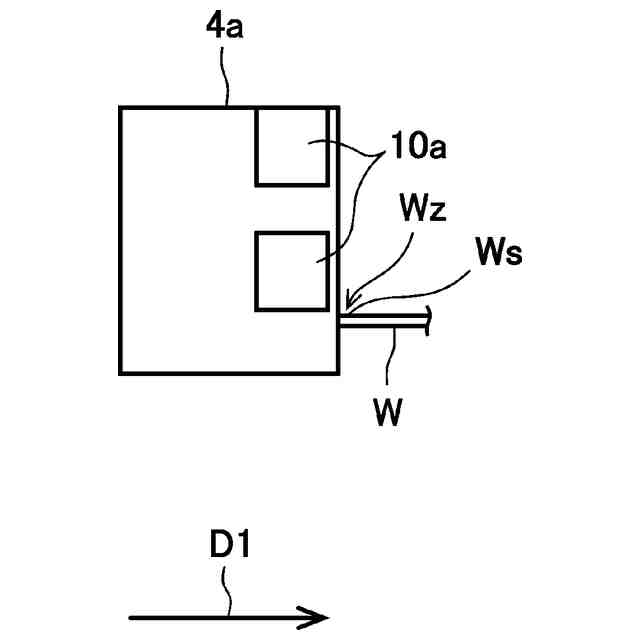
ワークの表面端部をパンチで押圧する方法を説明するための図である。
ワークの表面端部の形状に関する値を取得する方法を説明するための図である。
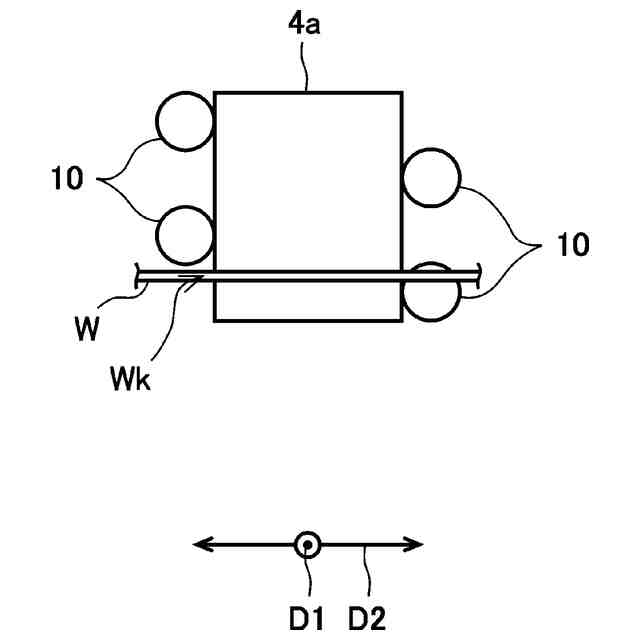
吸着装置によりワークを保持した状態で当該ワークの形状に関する値を取得する態様を示す図である。
上流側搬送装置および下流側搬送装置に設けられた変形部について説明するための図である。
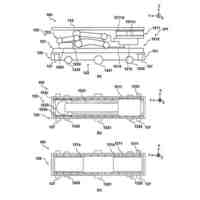
変形部を有する上流側搬送装置および下流側搬送装置によるワークの搬送および端部に対する曲げ加工の流れを示す図である。
変形部を有する上流側搬送装置および下流側搬送装置によるワークの搬送および端部に対する曲げ加工の流れを示す図である。
変形部を有する上流側搬送装置および下流側搬送装置によるワークの搬送および端部に対する曲げ加工の流れを示す図である。
変形部を有する上流側搬送装置および下流側搬送装置によるワークの搬送および端部に対する曲げ加工の流れを示す図である。
変形部を有する上流側搬送装置および下流側搬送装置によるワークの搬送および端部に対する曲げ加工の流れを示す図である。
受け台駆動装置により受け台を所定の回転軸回りに回動させる態様を示す図である。
受け台駆動装置により受け台を昇降させる態様を示す図である。
ワークを下方から支持する複数のローラを示す図である。
ローラが移動された態様を示す図である。
下流側のローラガイドを回動させる態様を示す図である。
上流側および下流側のローラガイドを回動させる態様を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
川崎重工業株式会社
多関節ロボット
6日前
川崎重工業株式会社
多関節ロボット
6日前
川崎重工業株式会社
液化ガス運搬船
10日前
川崎重工業株式会社
バーナ及び燃焼炉
7日前
川崎重工業株式会社
ロボットシステム
13日前
川崎重工業株式会社
計測装置、推定装置、及び計測方法
13日前
川崎重工業株式会社
液圧駆動システム、及びマルチコントロール弁
6日前
川崎重工業株式会社
基板搬送ロボット、および、基板搬送ロボットの制御方法
6日前
株式会社ビードットメディカル
患者搬送台車及び放射線照射システム
6日前
川崎重工業株式会社
診断/治療支援ロボット
1日前
川崎重工業株式会社
ロボットシステム及びロボットの制御方法
13日前
川崎重工業株式会社
仲介装置、それを用いた仲介方法及びプログラム
8日前
川崎重工業株式会社
ワーク搬送方法、ワーク搬送装置およびワーク搬送プログラム
1日前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
14日前
株式会社吉野機械製作所
プレス機械
27日前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
28日前
東洋製罐株式会社
有底筒状体加工装置
6日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
トヨタ紡織株式会社
カシメ装置
3か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社IKS
滑り止め構造
13日前
株式会社TMEIC
板離れ防止システム
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ