TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025026947
公報種別
公開特許公報(A)
公開日
2025-02-26
出願番号
2024201402,2021087201
出願日
2024-11-19,2021-05-24
発明の名称
積層成形システム
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29C
43/18 20060101AFI20250218BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 精度の高い積層成形品を積層成形することを可能とするか、または無機材料の含有率が多い積層フィルムを用いた積層成形品の積層成形においても良好に積層成形することを可能とした積層成形プレス装置、積層成形システム、積層成形方法を提供する。
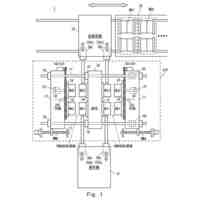
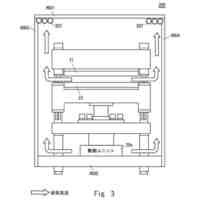
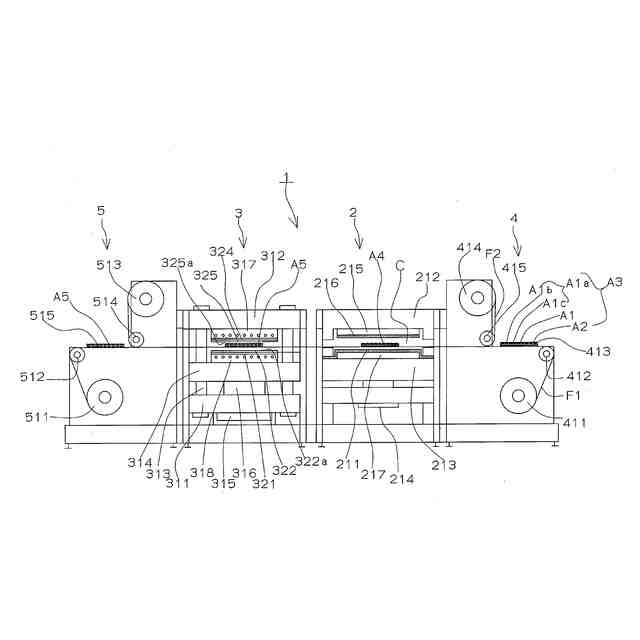
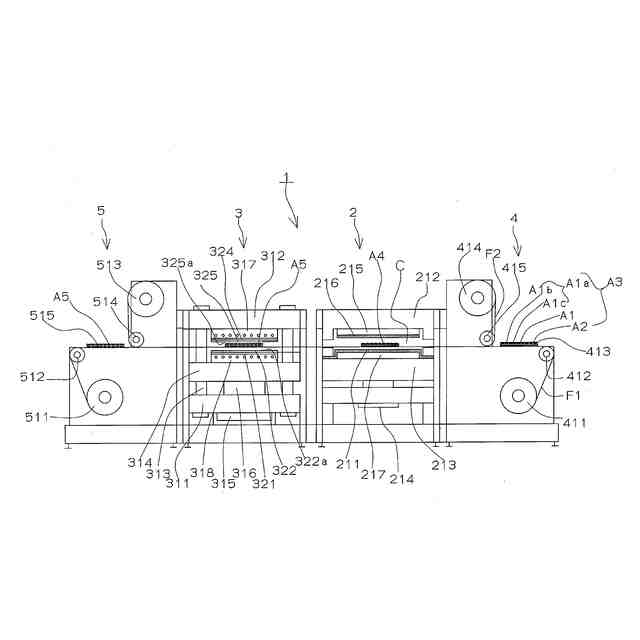
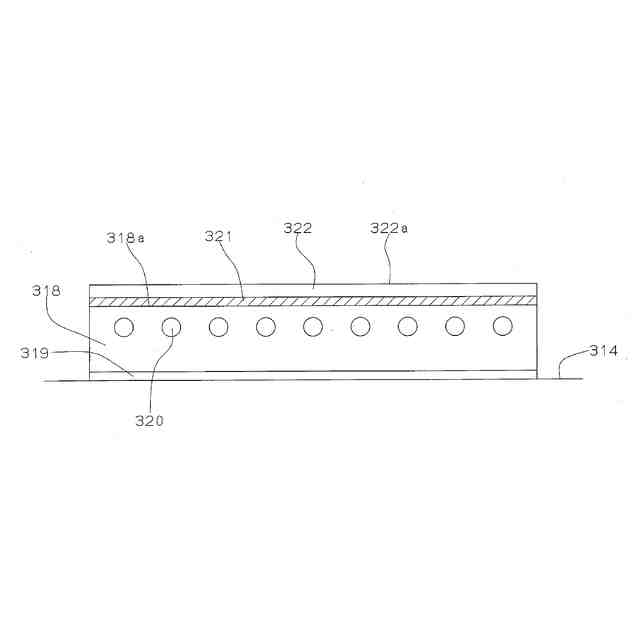
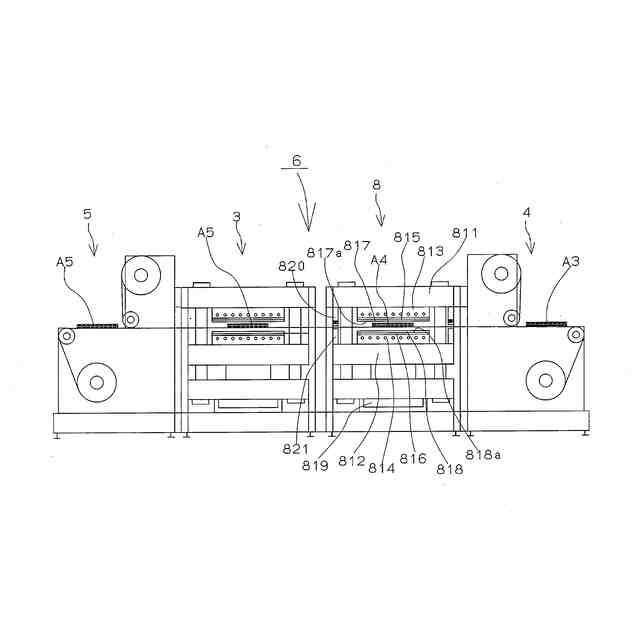
【解決手段】 上盤312と下盤314の間で凹凸部A1aを備えた被積層材A1と積層フィルムA2とを加圧成形する積層成形プレス装置3において、前記上盤312または下盤314の少なくとも一方の盤312,314に取付けられた加圧ブロック317,318には、エンジニアリングプラスチックまたは熱硬化性樹脂の樹脂フィルム321を介して加圧面322a,325aを構成する金属薄板322,32が備えられ、前記樹脂フィルムの樹脂は、ロックウェルRスケールが15以上、140以下の硬度を有する。
【選択図】図1
特許請求の範囲
【請求項1】
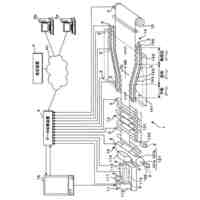
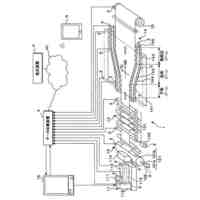
成形対象である凹凸部を備えた被積層材と積層フィルムとを段階的に加圧成形する積層成形システムにおいて、
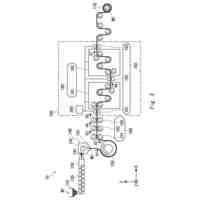
第1に、前記成形対象は、内部の雰囲気を減圧可能なチャンバを備えた積層装置により加圧され、
第2に、前記成形対象は、上盤および下盤を備えた積層成形プレス装置により加圧され、
前記積層成形プレス装置の上盤または下盤の少なくとも一方の盤に取付けられた加圧ブロックには、
熱硬化性樹脂またはエンジニアリングプラスチックの樹脂フィルムを介して加圧面を構成する金属薄板が備えられ、
前記樹脂フィルムの樹脂は、ロックウェルRスケールが15以上、140以下の硬度を有する、
積層成形システム。
続きを表示(約 160 文字)
【請求項2】
前記積層成形プレス装置は、0.3MPa~4.0MPaの面圧で前記成形対象を押圧する、
請求項1に記載の積層成形システム。
【請求項3】
前記積層成形プレス装置は、前記加圧ブロックを80℃~140℃に加熱し前記成形対象を押圧する、
請求項1に記載の積層成形システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、上盤と下盤の間で凹凸部を備えた被積層材と積層フィルムとを加圧成形する積層成形プレス装置、該積層成形プレス装置を備えた積層成形システム、および積層成形方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
上盤と下盤の間で凹凸部を備えた被積層材と積層フィルムとを加圧成形する積層成形プレス装置としては特許文献1ないし特許文献4に記載されたものが知られている。特許文献1は、真空積層装置の後工程に積層成形プレス装置である平坦化プレス機が備えられている。そして平坦化プレスは、加圧ブロックである研磨板の表面に例えば1.5mm程度の厚さを有するゴムなどからなる緩衝材が貼着され、緩衝材の表面には2mm程度の厚さのステンレスなどからなる弾性変形可能な鏡面板が貼着されている。そして成形時には成形面を構成する鏡面板は、当初製品の表面の凹凸に応じて弾性変形し、その後徐々に緩衝材の弾性変形と鏡面板の弾性変形により、もとの平面に戻るように作用することが記載されている。
【0003】
また特許文献2は、特許文献1と同様に真空積層装置の後工程に積層成形プレス装置である平面プレス装置について記載したものであって、平面プレスにおけるプレスブロックの表面に緩衝材とフレキシブル金属板が順次配置されることも共通している。また特許文献2は緩衝材の材質についてフッ素系ゴムが特に好ましいことが記載されているが、紙、プラスチックを用いてもよいことが記載されている。
【0004】
更に特許文献3は、1次成形を行う真空積層装置と2次成形を行う平面プレス装置の双方に、それぞれ熱盤のフィルム状樹脂材側の各面に緩衝材を介して金属板状体を設け、この板状体にフィルム状樹脂材の表面に当接してこれを加圧する弾性プレス板を接着固定することが記載されている。そして明細書の(0031)には、ゴム弾性等を有する緩衝材を設けることが好ましいことが記載されている。
【0005】
更にまた特許文献4では、第一真空プレス装置と第二真空プレス装置からなる真空プレス設備が記載され、第一真空プレス装置は加圧面が十分な弾性を有していること、第二プレス装置の加圧面は金属部材によっても形成できるが、弾性部材であっても硬質ゴムなどを用いて成形することもできることが記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2002-120100号公報(請求項1)、(0029)、(0035)、(図1)、(図5)
特開2004-122553号公報(請求項1)、(0041)ないし(0044)、(図1)
特開2008-12918号公報(要約書)、(請求項1)、(0030)、(0031)、(図1)、(図8)
特開2005-334902号公報(請求項1)、(0018)、(0019)、(図1)
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで近年では積層成形に使用される積層フィルムは、フィルム表面の低祖度化による被積層物との密着性の向上、熱膨張率の低下させることによる基板との剥離の防止、絶縁性の向上(誘電損失の低減)含水率の低下などの目的からSiO2等の無機材料の含有率を増加させたタイプが増加しつつある。しかしその結果、積層フィルムはヤング率が大きいものが増加しており、積層フィルムを加熱・加圧する際の溶融材料の流動性についても従来のタイプの積層フィルムよりも低下するという問題がある。
【0008】
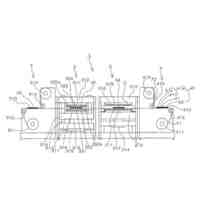
またこの問題に対して従来のプレス装置を使用し加圧時の加圧力を単に増加させると、図5に示されるように緩衝材の弾性作用が大きいため被積層との端部に対応する加圧面の部分に応力が集中して前記端部付近の積層フィルムの樹脂材料が外部に流れて成形不良となるなどの問題もあった。
【0009】
そこで本発明では、精度の高い積層成形品を積層成形することを可能とするか、または無機材料の含有率が多い積層フィルムを用いた積層成形品を良好に積層成形することを可能とした積層成形プレス装置および積層成形システムならびに積層成形方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の請求項1に記載の積層成形プレス装置は、上盤と下盤の間で凹凸部を備えた被積層材と積層フィルムとを加圧成形する積層成形プレス装置において、前記上盤または下盤の少なくとも一方の盤に取付けられた加圧ブロックには、エンジニアリングプラスチックまたは熱硬化性樹脂の樹脂フィルムを介して加圧面を構成する金属薄板が備えられ、
前記樹脂フィルムの樹脂は、ロックウェルRスケールが15以上、140以下の硬度を有することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
繊維強化樹脂の射出成形装置および射出成形方法
28日前
株式会社日本製鋼所
配管固定用の固定具、産業機械、および射出成形機
7日前
株式会社日本製鋼所
射出成形機、及び射出成形機を用いた成形品の製造方法
6日前
株式会社日本製鋼所
射出成形機、射出成形システム及び射出成型品の製造方法
6日前
株式会社日本製鋼所
反応装置
1か月前
株式会社日本製鋼所
積層成形装置
6日前
株式会社日本製鋼所
金型、型締装置、および射出成形機、ならびに成形品の成形方法
6日前
株式会社日本製鋼所
推定方法、コンピュータプログラム、推定装置及び推定システム
21日前
株式会社日本製鋼所
積層成形システム
1日前
株式会社日本製鋼所
電池用材料製造方法
28日前
株式会社日本製鋼所
成形条件パラメータの推定方法、コンピュータプログラム、推定装置及び推定システム
21日前
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
4か月前
株式会社FTS
成形装置
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社神戸製鋼所
混練機
14日前
TOWA株式会社
成形型清掃用のブラシ
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社FTS
セパレータ
28日前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ