TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025026921
公報種別
公開特許公報(A)
公開日
2025-02-26
出願番号
2024199342,2021547156
出願日
2024-11-15,2020-02-11
発明の名称
精密に成形された特徴部を有する研磨要素、同研磨要素から製造された研磨物品、及び同研磨物品の製造方法
出願人
スリーエム イノベイティブ プロパティズ カンパニー
代理人
個人
,
個人
,
個人
,
個人
主分類
B24D
7/02 20060101AFI20250218BHJP(研削;研磨)
要約
【課題】研磨パッドを調整する方法が提供される。
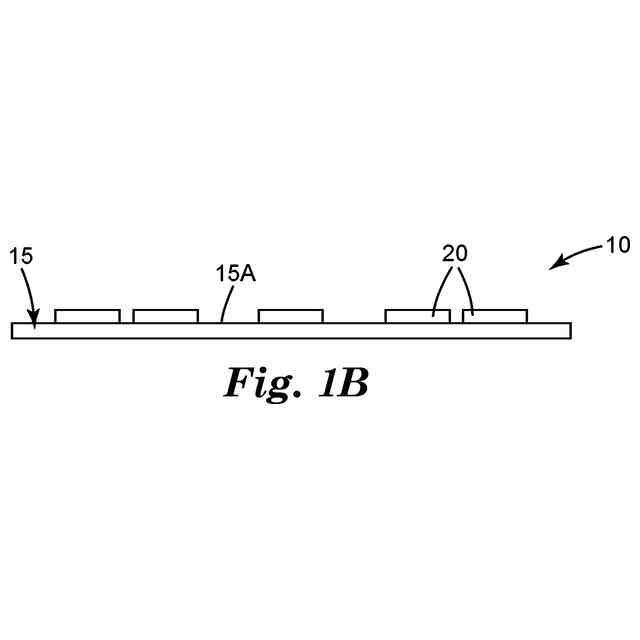
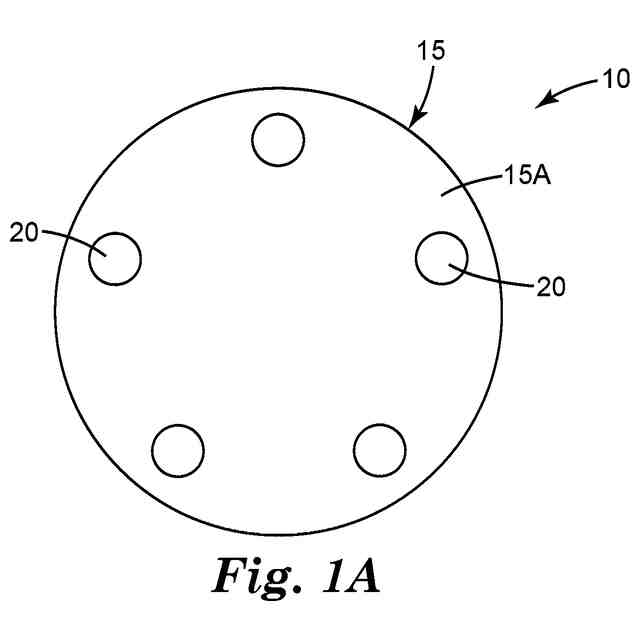
【解決手段】研磨物品10は、1つ以上の研磨要素20に配置された複数の研磨特徴部を含む。1つ以上の研磨要素20はそれぞれ、第1の主面15Aを有する基部を含み、第1の主面15Aから複数の研磨特徴部が延びている。複数の研磨特徴部の第1の組は、(i)平均高さH
1avg
、(ii)H
1avg
の10%未満の標準偏差を有し、(iii)5~130個の研磨特徴部を含む。
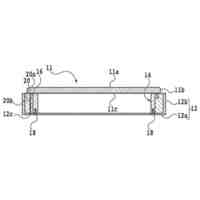
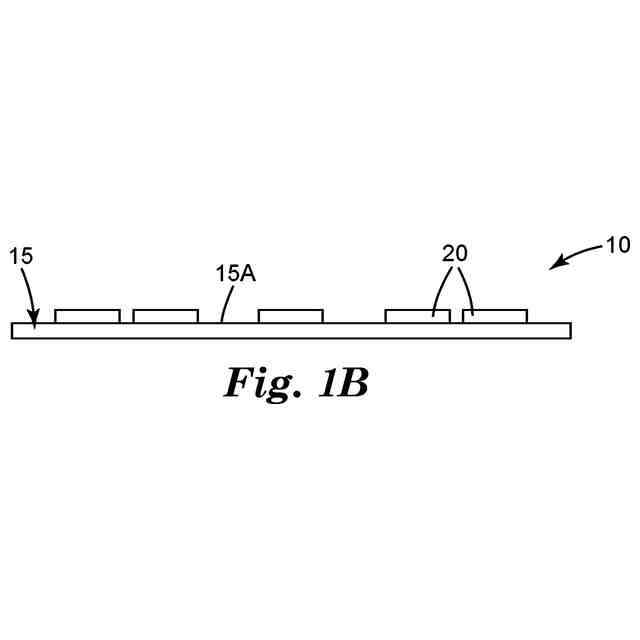
【選択図】図1B
特許請求の範囲
【請求項1】
研磨物品であって、
1つ以上の研磨要素に配置された複数の研磨特徴部を備え、前記1つ以上の研磨要素がそれぞれ、第1の主面を有する基部を含み、前記第1の主面から前記複数の研磨特徴部が延びており、
前記複数の研磨特徴部の第1の組が、(i)平均高さH
1avg
を有し、(ii)H
1avg
の10%未満の標準偏差を有し、(iii)5~130個の研磨特徴部を含む、研磨物品。
続きを表示(約 830 文字)
【請求項2】
前記複数の研磨特徴部の第2の組が、(i)平均高さH
2avg
、及び(ii)H
2avg
の10%未満の標準偏差を有し、H
1avg
が、H
2avg
よりも少なくとも5マイクロメートル大きい、請求項1に記載の研磨物品。
【請求項3】
前記複数の研磨特徴部の第2の組が、少なくとも100個の研磨特徴部を含む、請求項2に記載の研磨物品。
【請求項4】
(i)前記基部の前記第1の主面と平行な平面で取られ、かつ(ii)前記第2の組の研磨特徴部に沿ったH
2avg
の50%以下の位置における、前記第2の組の研磨特徴部の前記特徴部のそれぞれの断面積が累積的に、前記1つ以上の研磨要素の累積投影面積の少なくとも5%である、請求項2に記載の研磨物品。
【請求項5】
前記第1の組の研磨特徴部の前記特徴部及びそれらの対応する研磨要素の基部が、集合体としてモノリシックである、請求項1に記載の研磨物品。
【請求項6】
前記第1の組の研磨特徴部が、精密に成形された特徴部である、請求項1に記載の研磨物品。
【請求項7】
前記第1の組の研磨特徴部の面密度が、0.01~0.30個/cm
2
である、請求項1に記載の研磨物品。
【請求項8】
前記第2の組の研磨特徴部の面密度が、0.2~33.0個/cm
2
である、請求項1に記載の研磨物品。
【請求項9】
前記研磨要素が炭化セラミックを含む、請求項1に記載の研磨物品。
【請求項10】
炭化セラミックが、炭化ケイ素、炭化ホウ素、炭化ジルコニウム、炭化チタン、炭化タングステン、又はこれらの組み合わせである、請求項9に記載の研磨物品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は概して研磨材及び研磨物品に関する。
続きを表示(約 840 文字)
【背景技術】
【0002】
様々な研磨物品が、例えば、米国特許第9,956,664号、並びにPCT国際公開2014/022462号及び同第2014/022465号に記載されている。
[発明の概要]
いくつかの実施形態では、研磨物品が提供される。研磨物品は、1つ以上の研磨要素に配置された複数の研磨特徴部を含む。1つ以上の研磨要素はそれぞれ、第1の主面を有する基部を含み、第1の主面から複数の研磨特徴部が延びている。複数の研磨特徴部の第1の組が、(i)平均高さH
1avg
、(ii)H
1avg
の10%未満の標準偏差を有し、(iii)5~130個の研磨特徴部を含む。
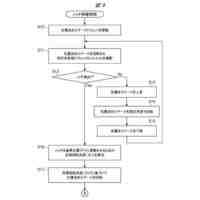
いくつかの実施形態では、研磨パッドを調整する方法が提供される。方法は、研磨パッドを使用してCMP動作を実行することと、次いで、研磨パッドの作用面を、上述した研磨物品の作用面と接触させることと、を含む。
【図面の簡単な説明】
【0003】
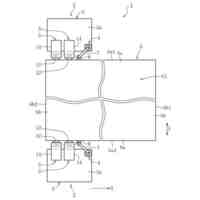
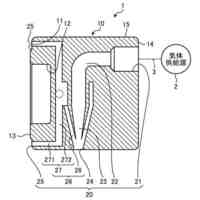
本開示のいくつかの実施形態による研磨物品の概略上面図である。
【0004】
図1Aの研磨物品の概略側面図である。
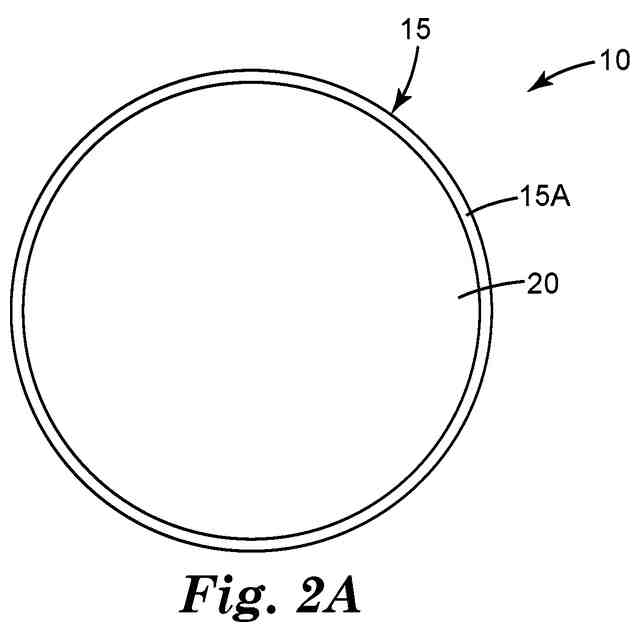
【0005】
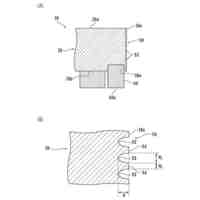
本開示のいくつかの実施形態による研磨物品の概略上面図である。
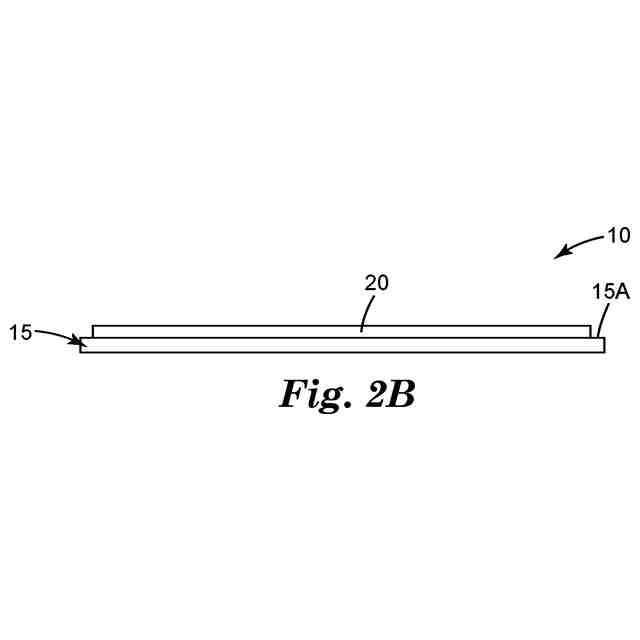
【0006】
図2Aの研磨物品の概略側面図である。
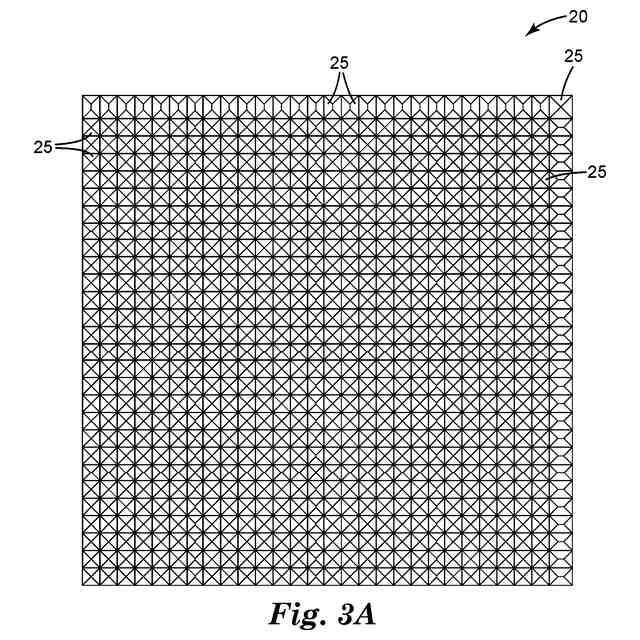
【0007】
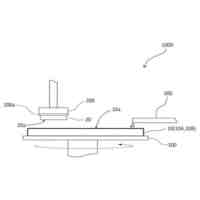
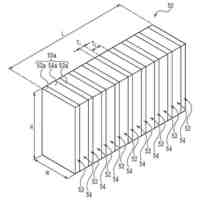
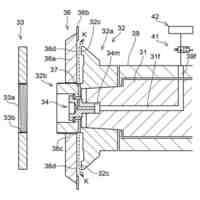
本開示のいくつかの実施形態による研磨要素の概略上面図である。
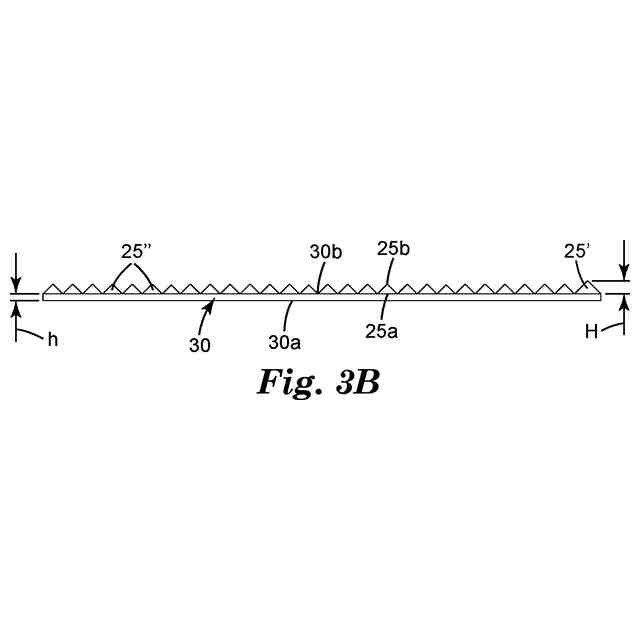
【0008】
図3Aの研磨要素の概略側面図である。
【0009】
一次研磨特徴部の数のLog
10
に対するCP4のパッド平均摩耗速度の散布図である。
【0010】
これらの図は、正確な縮尺では描かれておらず、単に例示の目的を意図するものに過ぎない。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
1か月前
株式会社タカトリ
研削装置
1か月前
トヨタ自動車株式会社
外径測定方法
1か月前
株式会社IHI
ブラストガン
6日前
リックス株式会社
ドライアイス噴射装置
20日前
信越半導体株式会社
洗浄処理装置
20日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
13日前
株式会社荏原製作所
研磨装置
6日前
株式会社荏原製作所
研磨装置
10日前
株式会社ディスコ
加工具
1か月前
株式会社ディスコ
研削装置
22日前
株式会社ディスコ
研削装置
28日前
株式会社ディスコ
研削装置
14日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
2か月前
株式会社ディスコ
研削装置
21日前
株式会社ディスコ
加工装置
10日前
学校法人 中央大学
表面処理方法
1か月前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
加工装置
1か月前
日本電気硝子株式会社
ガラス板の製造方法
1か月前
株式会社荏原製作所
透明液充填方法
1か月前
株式会社尼崎工作所
研磨ブラシ
1か月前
ニッタ・デュポン株式会社
研磨布
6日前
株式会社ディスコ
ブレード着脱具
2か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
加工工具
1か月前
株式会社ディスコ
研削砥石
2か月前
株式会社ナノテム
砥石及びその製造方法
2か月前
株式会社BBS金明
ウェハ研磨装置
1か月前
株式会社多聞
基板厚測定装置及び基板厚測定方法
1か月前
株式会社ディスコ
研削ホイール
1か月前
株式会社荏原製作所
研磨装置および研磨方法
1か月前
株式会社ディスコ
保持テーブル
1か月前
株式会社ディスコ
被加工物の処理方法
2か月前
株式会社ディスコ
切削ブレードの装着方法、及び、切削ユニット
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ