TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025026897
公報種別
公開特許公報(A)
公開日
2025-02-26
出願番号
2024195598,2019194374
出願日
2024-11-08,2019-10-25
発明の名称
二重ワイヤ溶接又は積層造形コンタクトチップ及び拡散器
出願人
リンカーン グローバル,インコーポレイテッド
代理人
弁理士法人ITOH
主分類
B23K
9/26 20060101AFI20250218BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 二重ワイヤ溶接又は積層造形コンタクトチップ及び拡散器を提供する。
【解決手段】 溶接又は積層造形コンタクトチップは、本体の基端部から先端部に延びる導電性本体を含む。本体は、本体の先端面における第1の出口オリフィスで終端する第1の穴と、本体の先端面における第2の出口オリフィスで終端する第2の穴とを形成する。第1の出口オリフィス及び第2の出口オリフィスは、堆積動作中、第1の穴を通って送られる第1のワイヤ電極と第2の穴を通って送られる第2のワイヤ電極との間のブリッジ溶滴の形成を促進するように構成された距離だけ互いから隔てられる。
【選択図】図1
特許請求の範囲
【請求項1】
溶接又は積層造形コンタクトチップであって、
本体の基端部から先端部に延びる導電性本体
を備え、前記本体は、
前記本体の先端面における第1の出口オリフィスで終端する第1の穴と、
前記本体の前記先端面における第2の出口オリフィスで終端する第2の穴と、
を形成し、
前記第1の出口オリフィス及び前記第2の出口オリフィスは、堆積動作中、前記第1の穴を通って送られる第1のワイヤ電極と前記第2の穴を通って送られる第2のワイヤ電極との間のブリッジ溶滴の形成を促進するように構成された距離だけ互いから隔てられる、溶接又は積層造形コンタクトチップ。
発明の詳細な説明
【技術分野】
【0001】
関連出願の相互参照
本願は、(a)全体的に再現されるかのように参照により本明細書に援用される、2019年3月7日付けで出願された米国特許出願第16/295,571号明細書、(b)全体的に再現されるかのように参照により本明細書に援用される、2019年2月5日付けで出願された米国特許出願第16/267,476号明細書、(c)全体的に再現されるかのように参照により本明細書に援用される、2018年10月26日付けで出願された米国仮特許出願第62/750,893号明細書に対する優先権を主張するものである。
続きを表示(約 2,900 文字)
【0002】
本発明によるデバイス、システム、及び方法は、二重ワイヤ構成を用いた材料堆積に関する。
【背景技術】
【0003】
溶接する場合、溶接中、溶接ビードの幅を増大し、又は溶接パドルの長さを増大することが望ましいことが多い。これが望ましいことには多くの様々な理由が存在することができ、それらは溶接業界で周知である。例えば、多孔性を低減するために、溶接パドルを長尺化して、溶接金属及び充填金属をより長時間にわたり溶融させたままにすることが望ましいことがある。すなわち、溶接パドルがより長時間にわたり溶融される場合、ビードが固化する前に、有害ガスが溶接ビードから逃げるより多くの時間がある。さらに、より広い溶接ギャップを覆うため又は溶接堆積率を上げるために、溶接ビードの幅を増大することが望ましいことがある。両事例で、直径を増大した電極を使用することが一般である。直径を増大させると、溶接パドルの幅及び長さの両方ではなく、幅のみ又は長さのみの増大が望ましいにもかかわらず、溶接パドルの長さ及び幅の両方が増大することになる。しかしながら、これには欠点が伴う。特に、利用される電極が大きいほど、適切な溶接を促進するために溶接アークで必要とされるエネルギーは大きくなる。このエネルギー増大は、溶接への熱入力を増大させ、使用される電極の直径がより大きいため、溶接動作でより多くのエネルギーが使用されることになる。さらに、特定の機械的用途には理想ではない溶接ビード外形又は断面を生み出す恐れがある。電極の直径を増大させるのではなく、少なくとも2つのより小さな電極を同時に使用することが望ましいことがある。
【先行技術文献】
【特許文献】
【0004】
米国特許出願公開第2013/0264323号明細書
【発明の概要】
【課題を解決するための手段】
【0005】
発明の概要
以下の概要は、本明細書で考察されるデバイス、システム、及び/又は方法の幾つかの態様の基本的理解を提供するために、簡略化された概要を提示する。この概要は、本明細書で考察されるデバイス、システム、及び/又は方法の広範な概説ではない。そのようなデバイス、システム、及び/又は方法の重要要素の識別又はそのようなデバイス、システム、及び/又は方法の範囲の線引きを意図しない。以下の概要の唯一の目的は、後に提示されるより詳細な説明への序章として、幾つかの概念を簡略形態で提示することである。
【0006】
本発明の一態様によれば、溶接又は積層造形コンタクトチップが提供される。本コンタクトチップは、本体の基端部から先端部に延びる導電性本体を含む。本体は、本体の先端面における第1の出口オリフィスで終端する第1の穴と、本体の先端面における第2の出口オリフィスで終端する第2の穴とを形成する。第1の出口オリフィス及び第2の出口オリフィスは、堆積動作中、第1の穴を通って送られる第1のワイヤ電極と第2の穴を通って送られる第2のワイヤ電極との間のブリッジ溶滴の形成を促進するように構成された距離だけ互いから隔てられる。
【0007】
本発明の別の態様によれば、溶接又は積層造形コンタクトチップが提供される。本コンタクトチップは、本体の基端部から先端部に延びる導電性本体を含む。本体は、本体の基端部における第1の入口オリフィスから本体の先端部における第1の出口オリフィスまで延びる、本体を通る第1の穴と、本体の基端部における第2の入口オリフィスから本体の先端部における第2の出口オリフィスまで延びる、本体を通る第2の穴とを形成する。第1の出口オリフィス及び第2の出口オリフィスは、堆積動作中、第1の穴を通って送られる第1のワイヤ電極と第2の穴を通って送られる第2のワイヤ電極との間のブリッジ溶滴の形成を促進するように構成された距離だけ互いから隔てられる。ブリッジ溶滴は、堆積動作により作成される溶融パドルに接触する前、第1のワイヤ電極を第2のワイヤ電極に結合する。
【0008】
本発明の別の態様によれば、溶接又は積層造形コンタクトチップが提供される。本コンタクトチップは、本体の基端部から先端部に延びる導電性本体を含む。本体は、本体の先端面で終端する第1のチャネルと、本体の先端面で終端する第2のチャネルとを形成する。本体の先端面において、第1のチャネル及び第2のチャネルは、堆積動作中、第1のチャネルを通って送られる第1のワイヤ電極と第2のチャネルを通って送られる第2のワイヤ電極との間のブリッジ溶滴の形成を促進するように構成された距離だけ互いから隔てられる。ブリッジ溶滴は、堆積動作により作成される溶融パドルに接触する前、第1のワイヤ電極を第2のワイヤ電極に結合する。
【0009】
本発明の上記及び/又は他の態様は、添付図面を参照して本発明の例示的な実施形態を詳細に説明することにより、より明らかになろう。
【図面の簡単な説明】
【0010】
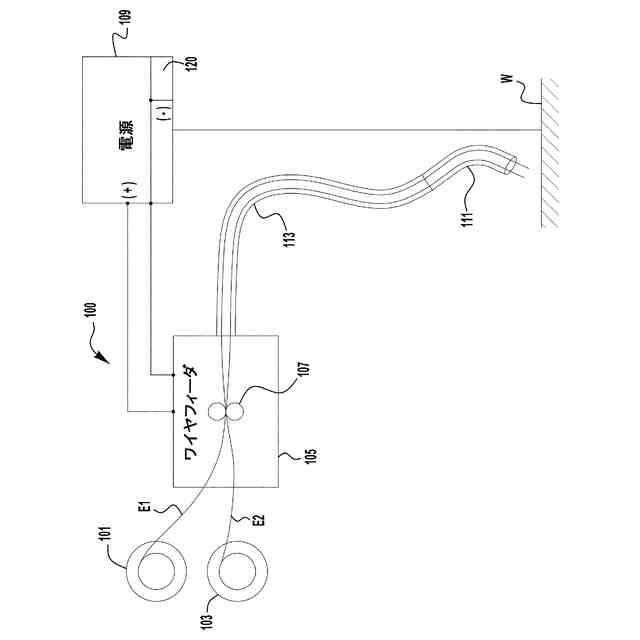
本発明の溶接システムの例示的な実施形態の図的表現を示す。
本発明の一実施形態における例示的なコンタクトチップ組立体の図的表現を示す。
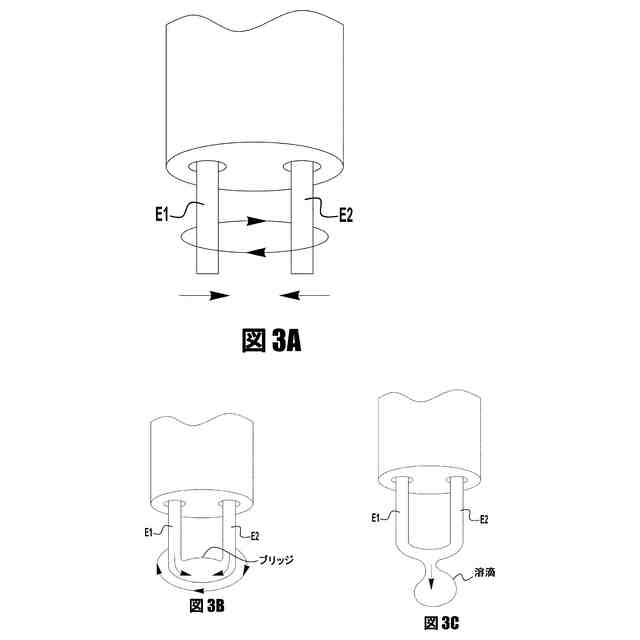
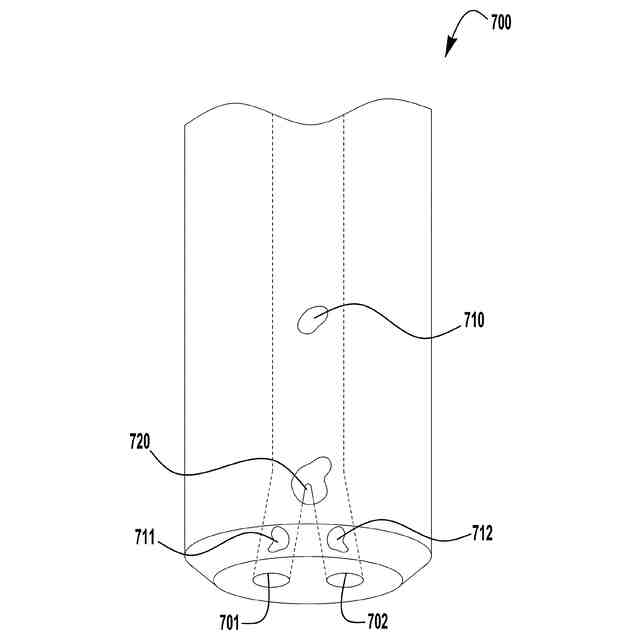
本発明の例示的な実施形態における溶接動作の図的表現を示す。
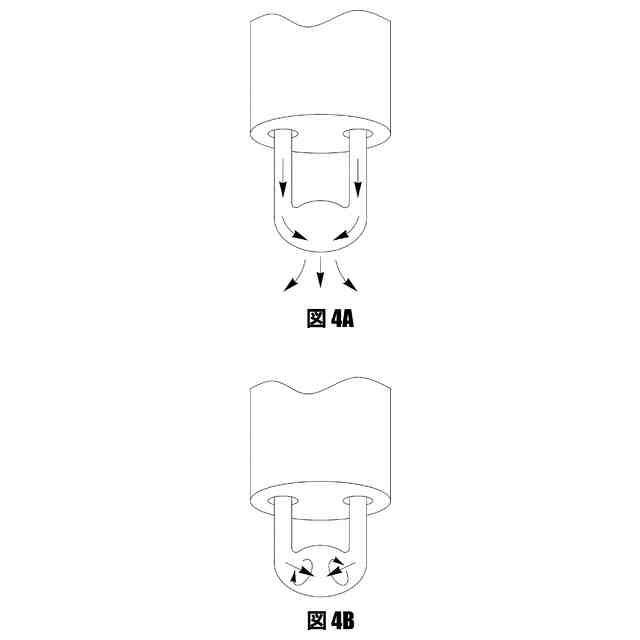
本発明の例示的な実施形態における電流と磁場との相互作用の図的表現を示す。
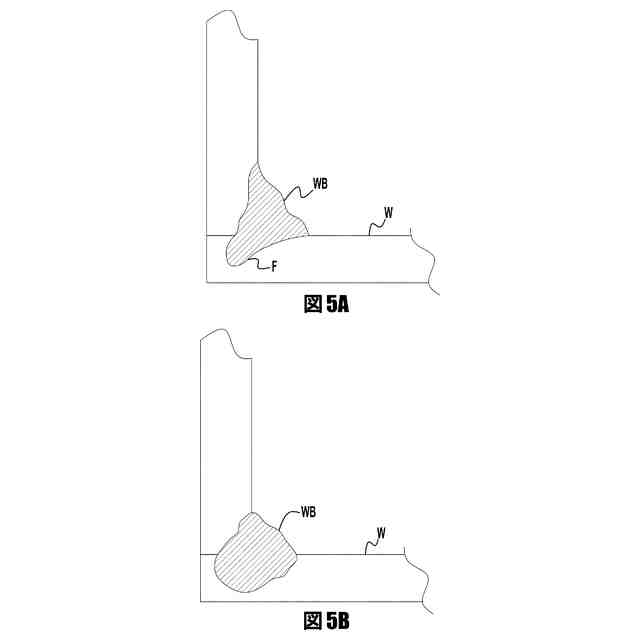
図5Aは、単一ワイヤを用いた例示的な溶接ビードの図的表現を示し、図5Bは、本発明の一実施形態を用いた例示的な溶接ビードの図的表現を示す。
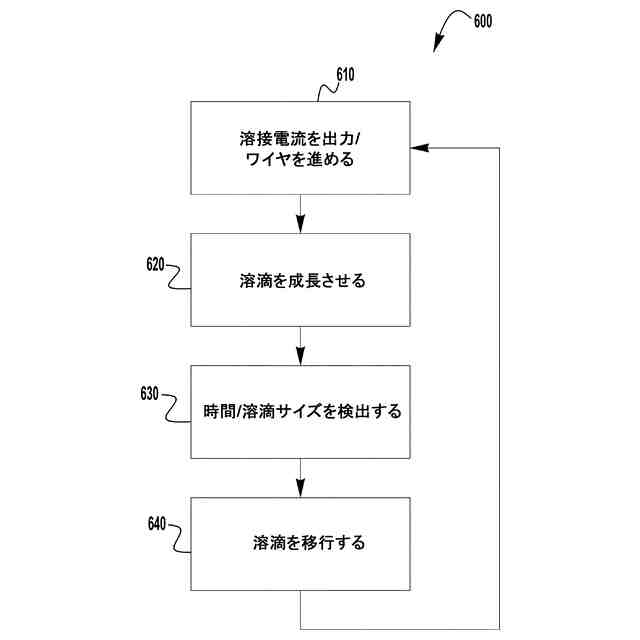
本発明の一実施形態での例示的な溶接プロセスフローチャートの図的表現を示す。
本発明の実施形態と併用されるコンタクトチップ組立体の代替の実施形態の図的表現を示す。
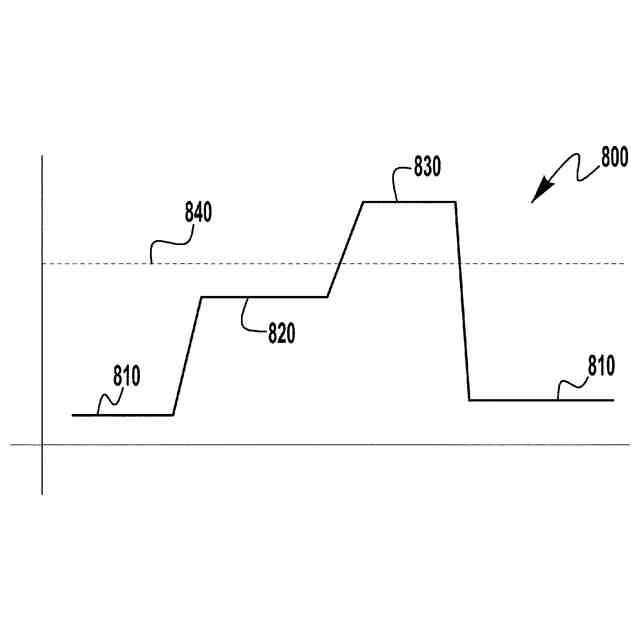
本発明の実施形態での例示的な溶接電流波形の図的表現を示す。
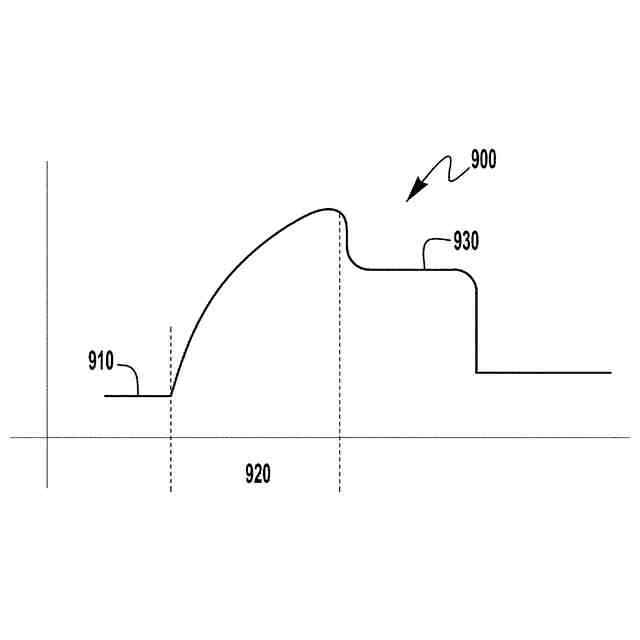
本発明の実施形態での更なる例示的な溶接電流波形の図的表現を示す。
本発明の実施形態での追加の例示的な溶接電流波形の図的表現を示す。
溶接トーチの一部を示す。
コンタクトチップ及び拡散器の斜視図である。
コンタクトチップの斜視図である。
コンタクトチップの斜視図である。
拡散器の斜視図である。
拡散器の斜視図である。
コンタクトチップ及びバイアスばねの斜視図である。
コンタクトチップ、バイアスばね、及び拡散器の斜視図を示す。
溶接トーチの一部を示す。
コンタクトチップ及び拡散器の斜視図である。
コンタクトチップの斜視図である。
コンタクトチップ及び拡散器の斜視図である。
コンタクトチップ及び拡散器の斜視図である。
拡散器の斜視図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
28日前
株式会社FUJI
工作機械
29日前
個人
複合金属回転式ホーン
28日前
株式会社FUJI
工作機械
2日前
有限会社津谷工業
切削工具
2か月前
株式会社ダイヘン
積層造形溶接方法
6日前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社ナベヤ
締結装置
6日前
トヨタ自動車株式会社
取付装置
28日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
27日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
14日前
株式会社不二越
歯車加工機
2か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社FUJI
自動化用パレット
2か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社ダイヘン
溶接トーチ
27日前
株式会社ダイヘン
溶接トーチ
27日前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
1か月前
工機ホールディングス株式会社
作業機
2か月前
トヨタ自動車株式会社
銅線の接合方法
6日前
株式会社不二越
工具の製造方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
28日前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































