TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025023738
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023128134
出願日
2023-08-04
発明の名称
環状ウェザーストリップの製造方法、ウェザーストリップの接続方法および金型
出願人
西川ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B60J
10/248 20160101AFI20250207BHJP(車両一般)
要約
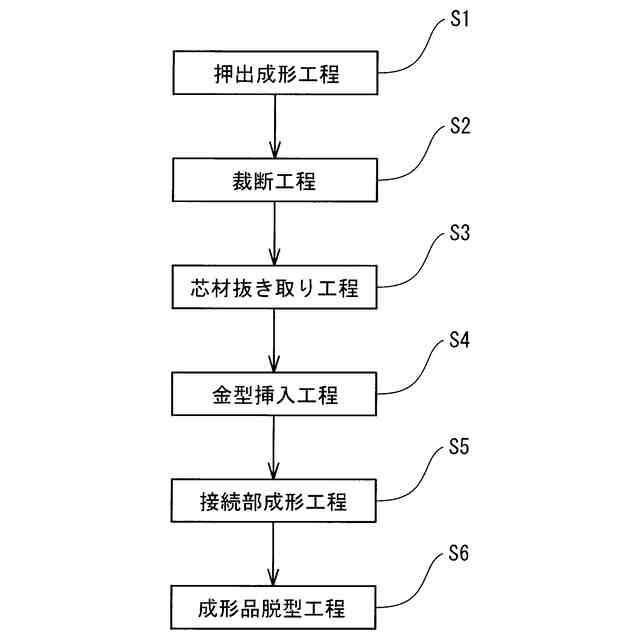
【課題】施工性を悪化させず、ウェザーストリップの端部を強固に接着可能な環状ウェザーストリップの製造方法、ウェザーストリップの接続方法および金型を提供する。
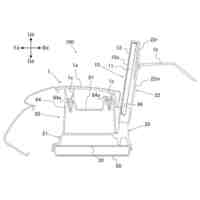
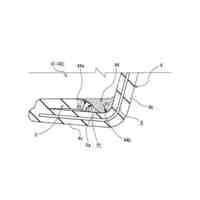
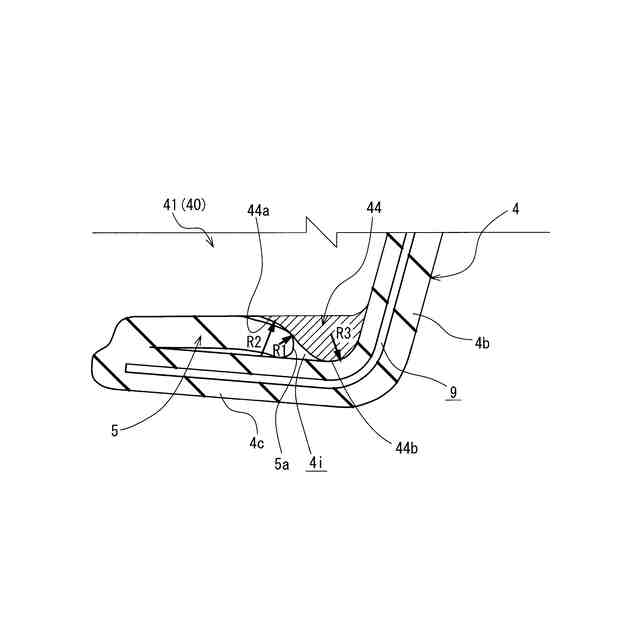
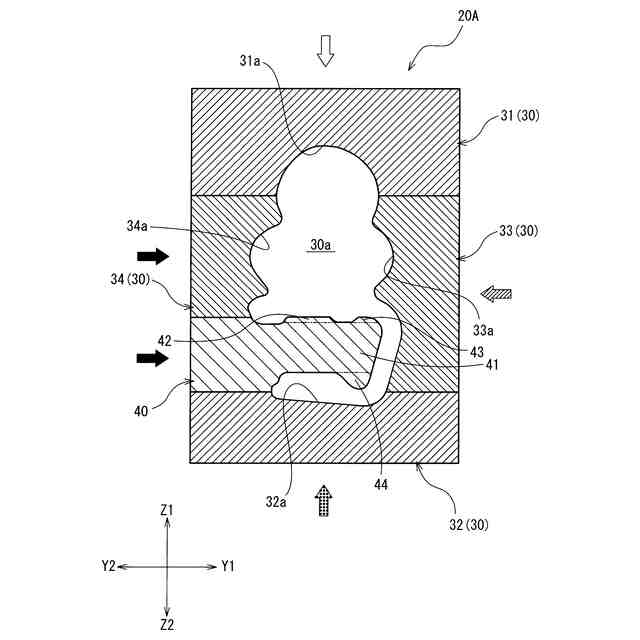
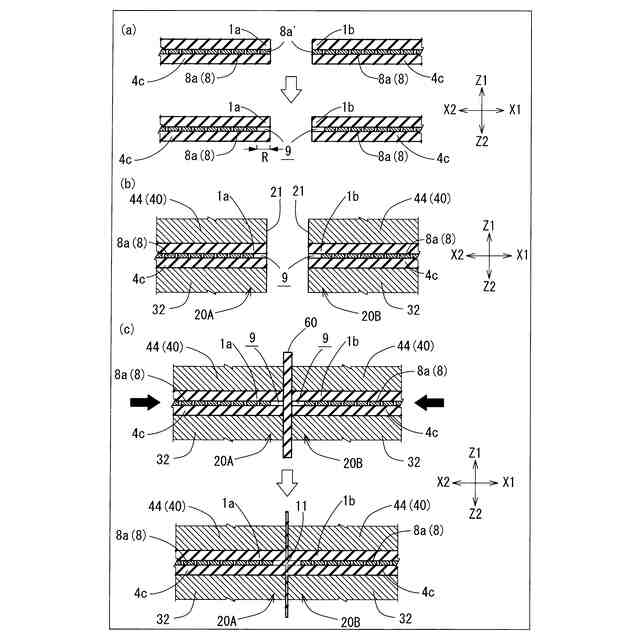
【解決手段】キャビティが形成された本体部と、ウェザーストリップがキャビティに挿入された場合に、断面コ字状の取付部4の内側で第2壁部4bまで延び且つ開放側へ抜き取り可能なスライドコア40と、を備える金型を用意する。ウェザーストリップの両端部から芯材を抜き取る工程と、両端部を金型に挿入する工程と、両端部で挟んだシート材を軟化させて、空洞部9に流し込む工程と、を含んでいる。スライドコア40の長手方向の一端部には、倒れたリップ5よりも反開放側で、下側に突出する下側突起部44が形成されている。下側突起部44の付け根部44aの凹Rの曲率半径R2が、リップ5の先端部5aの凸Rの曲率半径R1よりも大きく設定されている。
【選択図】図12
特許請求の範囲
【請求項1】
直線状に形成されたウェザーストリップの両端部を接続して環状に形成する環状ウェザーストリップの製造方法であって、
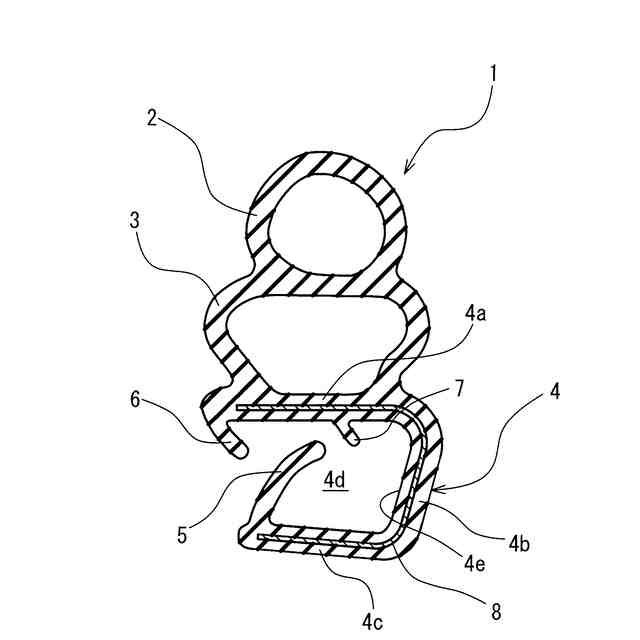
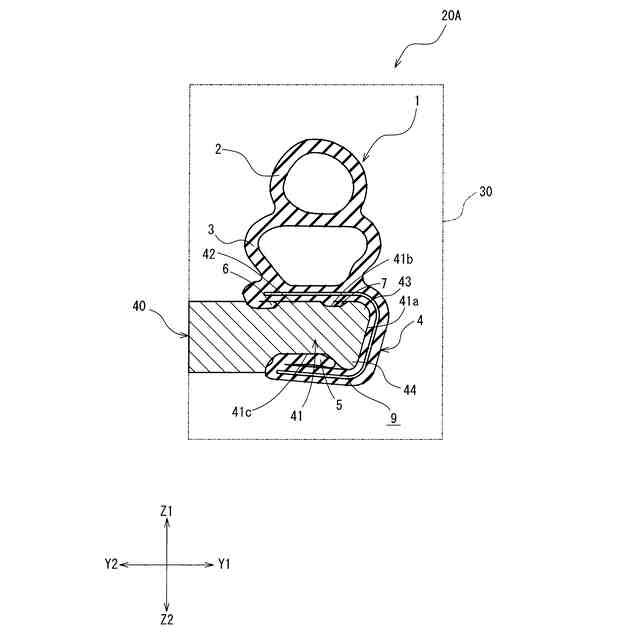
上記ウェザーストリップは、車両のドア開口縁に取り付けられる、芯材が埋設され且つリップを内側に有する断面コ字状の取付部を備えるものであり、
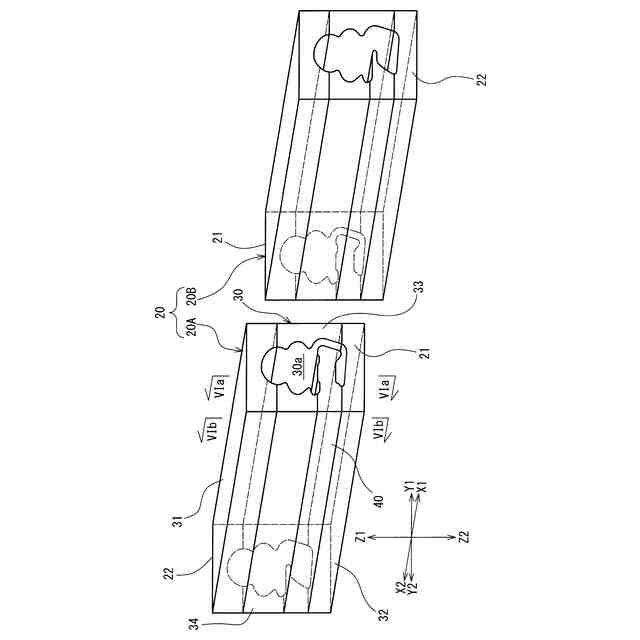
上記ウェザーストリップの断面外周に沿うように区画されたキャビティが貫通形成された本体部と、当該キャビティの全長に亘って延びるとともに、当該ウェザーストリップが当該キャビティに挿入された場合に、上記取付部の内側で当該取付部に当たるまで反開放側に延び且つ当該取付部の開放側へ抜き取り可能なスライドコアと、を備える金型を一対用意し、
上記ウェザーストリップの両端部における上記取付部から、当該ウェザーストリップの長手方向における所定長さ分だけ上記芯材をそれぞれ抜き取る工程と、
上記金型の一方の端と上記ウェザーストリップの端とが一致するように、当該ウェザーストリップの両端部を上記一対の金型にそれぞれ挿入する工程と、
上記一対の金型に挿入された上記ウェザーストリップの両端部で挟んだシート材を介して当該両端部を接続するとともに、当該両端部における上記芯材が抜き取られた空洞部に、軟化したシート材を流し込む工程と、を含み、
上記スライドコアの一方の端部には、上記金型に挿入された上記ウェザーストリップの端面視で、当該スライドコアと干渉することで上記取付部に接するように反開放側に倒れた上記リップよりもさらに反開放側で、抜き取り方向と直交する方向に突出して当該取付部に接触する突起部が形成されていて、当該突起部の付け根部の凹Rの曲率半径が、当該リップの先端部の凸Rの曲率半径よりも大きく設定されていることを特徴とする環状ウェザーストリップの製造方法。
続きを表示(約 1,500 文字)
【請求項2】
芯材が埋設され且つリップを内側に有する断面コ字状の取付部をそれぞれ備えるウェザーストリップの端部同士を接続するウェザーストリップの接続方法であって、
上記各ウェザーストリップの断面外周に沿うように区画されたキャビティが貫通形成された本体部と、当該キャビティの全長に亘って延びるとともに、当該各ウェザーストリップが当該キャビティに挿入された場合に、上記取付部の内側で当該取付部に当たるまで反開放側に延び且つ当該取付部の開放側へ抜き取り可能なスライドコアと、を備える金型を一対用意し、
上記各ウェザーストリップの端部における上記取付部から、当該各ウェザーストリップの長手方向における所定長さ分だけ上記芯材を抜き取る工程と、
上記金型の一方の端と上記各ウェザーストリップの端とが一致するように、当該各ウェザーストリップの端部を上記金型に挿入する工程と、
上記一対の金型に挿入された上記各ウェザーストリップの端部同士で挟んだシート材を介して当該端部同士を接続するとともに、これらの端部における上記芯材が抜き取られた空洞部に、軟化したシート材を流し込む工程と、を含み、
上記スライドコアの一方の端部には、上記金型に挿入された上記各ウェザーストリップの端面視で、当該スライドコアと干渉することで上記取付部に接するように反開放側に倒れた上記リップよりもさらに反開放側で、抜き取り方向と直交する方向に突出して当該取付部に接触する突起部が形成されていて、当該突起部の付け根部の凹Rの曲率半径が、当該リップの先端部の凸Rの曲率半径よりも大きく設定されていることを特徴とするウェザーストリップの接続方法。
【請求項3】
芯材が埋設され且つリップを内側に有する断面コ字状の取付部を備えるウェザーストリップの端部同士を、シート材を介して接続する際に、当該ウェザーストリップの長手方向における所定長さ分だけ当該芯材が抜き取られた当該端部の断面形状を所定形状に保持する金型であって、
上記ウェザーストリップの断面外周に沿うように区画されたキャビティが貫通形成された本体部と、当該キャビティの全長に亘って延びるとともに、当該ウェザーストリップが当該キャビティに挿入された場合に、上記取付部の内側で当該取付部に当たるまで反開放側に延び且つ当該取付部の開放側へ抜き取り可能なスライドコアと、を備え、
上記スライドコアの一方の端部には、当該スライドコアの一方の端と上記ウェザーストリップの端とが一致するように、当該ウェザーストリップが上記キャビティに挿入された場合における、当該ウェザーストリップの端面視で、当該スライドコアと干渉することで上記取付部に接するように反開放側に倒れた上記リップよりもさらに反開放側で、抜き取り方向と直交する方向に突出して当該取付部に接触する突起部が形成されていて、当該突起部の付け根部の凹Rの曲率半径が、当該リップの先端部の凸Rの曲率半径よりも大きく設定されていることを特徴とする金型。
【請求項4】
上記請求項3に記載の金型において、
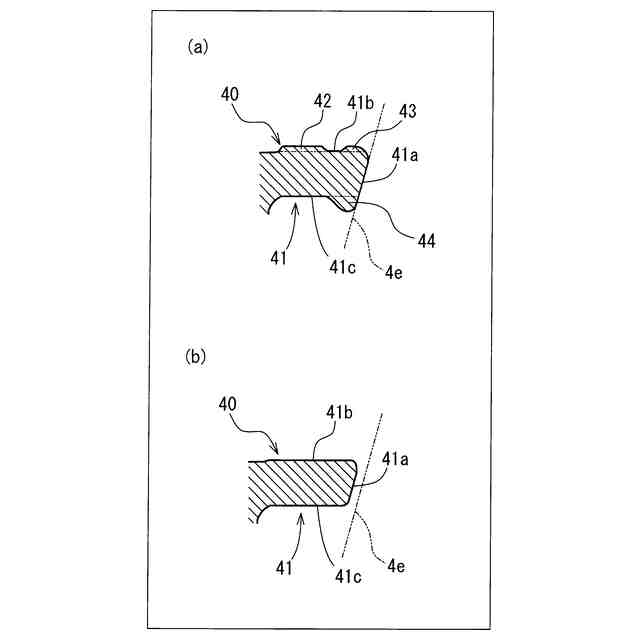
上記突起部における、上記ウェザーストリップが上記キャビティに挿入された場合に、上記取付部に接触する先端部が、上記スライドコアの延びる方向に見て、R形状となっていることを特徴とする金型。
【請求項5】
上記請求項3に記載の金型において、
上記突起部は、上記スライドコアの一方の端から、上記芯材を抜き取る所定長さに対応する範囲に形成されており、
上記スライドコアは、他方側に行くほど、当該スライドコアの延びる方向に見て断面面積が小さくなるように形成されていることを特徴とする金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、直線状に形成されたウェザーストリップの両端部を接続することで環状に形成する環状ウェザーストリップの製造方法、ウェザーストリップの端部同士を接続する接続方法、および、それらに用いられる金型に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
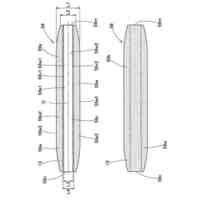
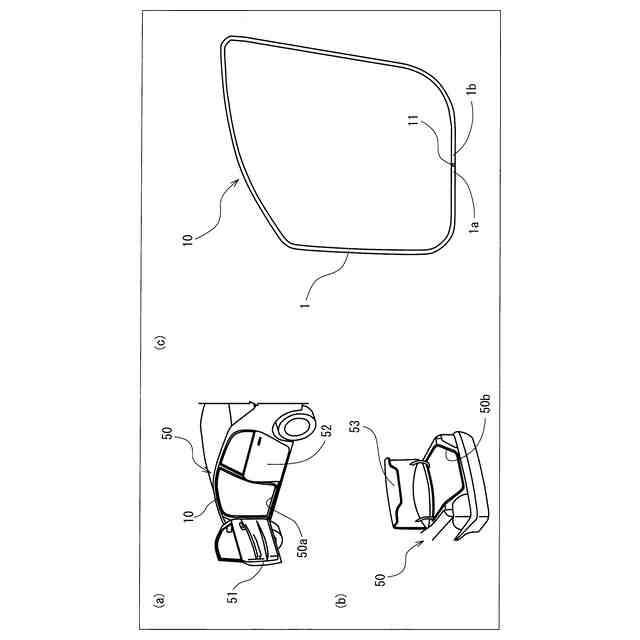
従来から、リップ(シールリップ)を内側に有する断面コ字状の取付部を備え、フロントドアやバックドア等といった車両のドア開口を区画する車体パネルを、かかる取付部によって挟むことで車体側に取り付けられて、ドア開口を全周に亘ってシールする、環状に形成されたウェザーストリップ(以下、「環状ウェザーストリップ」ともいう。)が知られている。
【0003】
もっとも、ウェザーストリップは押出成形にて直線状に形成されるのが一般的であることから、環状ウェザーストリップを製造する場合には、一旦直線状に形成されたウェザーストリップの両端部でシート材を挟み、かかるシート材を介して、これらの両端部を接続することが多い。
【0004】
例えば特許文献1には、押出成形されたウェザーストリップの両端部を、未加硫ゴム等からなるシート片で接続する際に、ウェザーストリップの外形を形取る下型および上型と、取付基部(取付部に相当)の内側を形取る入れ子型である中間型とよりなる、3分割される接続用金型を用いて、ウェザーストリップの各端部を保持するウェザーストリップの接続方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2001-301042号公報(段落[0006]、[0007])
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記特許文献1には記載されていないが、ウェザーストリップの中には、取付部の剛性を高めるために、芯材が取付部に埋設されたものもある。このように芯材が埋設されたウェザーストリップの両端部を、シート材を介して接続しようとしても、芯材同士が接続される訳ではないため、かかる芯材の継ぎ目が脆弱部となり、環状ウェザーストリップを折り曲げた際に接続部が破断するおそれがある。
【0007】
そこで、ウェザーストリップの両端部における取付部から、ウェザーストリップの長手方向における所定長さ分だけ芯材を抜き取った後、シート材を介して両端部を接続することも考えられる。しかしながら、シート材を両端部でしっかりと挟むべく、芯材が抜き取られることで剛性が低下した取付部に圧力を掛けると、取付部が逃げて(変形して)しまい、良好な接続部を実現することが困難になり、結局、環状ウェザーストリップを折り曲げた際に接続部が破断してしまうという問題がある。
【0008】
ここで、上記特許文献1のもののように、取付部の内側を形取る入れ子型を用いて、取付部が逃げるのを抑えることも考えられるが、かかる入れ子型を脱型する場合には、所謂「無理抜き」になってしまい、「無理抜き」になっている部分(リップ等)が破損し易くなる上、芯材による取付部の剛性のアップ(変形し難さ)と、「無理抜き」とが相俟って、施工性が悪化するという問題もある。
【0009】
なお、このような問題は、環状ウェザーストリップを製造する場合に限らず、芯材が取付部に埋設されたウェザーストリップの端部同士を接続する場合一般に生じ得る問題である。
【0010】
本発明はかかる点に鑑みてなされたものであり、その目的とするところは、施工性を悪化させることなく、直線状のウェザーストリップの両端部が強固に接着された環状ウェザーストリップを製造可能な製造方法、ウェザーストリップの端部同士を強固に接続可能な接続方法およびこれらを可能とする金型を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
西川ゴム工業株式会社
環状ウェザーストリップの製造方法、ウェザーストリップの接続方法および金型
11日前
個人
車両
3か月前
個人
飛行自動車
11日前
個人
眼科手術車
1か月前
個人
授乳用車両
1か月前
個人
自動車運転補助装置
3か月前
日本精機株式会社
表示装置
2か月前
日本精機株式会社
表示装置
28日前
井関農機株式会社
作業車両
1か月前
井関農機株式会社
作業車両
2か月前
個人
台車用車輪止め具
1か月前
個人
キャンピングトレーラー
2か月前
日本精機株式会社
車載表示装置
3か月前
個人
自動車外部装着用しめ飾り
3か月前
個人
謝意シグナル装着車
2か月前
日本精機株式会社
車載表示装置
2か月前
マツダ株式会社
車両
1か月前
日本精機株式会社
車両用表示装置
3か月前
トヨタ自動車株式会社
車両
1か月前
日本精機株式会社
車両用表示装置
2か月前
株式会社青木製作所
タンクローリ
1か月前
日本精機株式会社
車両用照明装置
15日前
日本精機株式会社
車両用表示装置
3か月前
日本精機株式会社
車両用表示装置
2か月前
トヨタ自動車株式会社
車両
3か月前
日本精機株式会社
車両用表示装置
1か月前
東レ株式会社
車両用部材の補強方法
2か月前
株式会社小糸製作所
投影装置
1か月前
ダイハツ工業株式会社
バッグ
3か月前
豊田合成株式会社
乗員保護装置
23日前
株式会社SUBARU
保護構造
1か月前
ダイハツ工業株式会社
車両構造
2か月前
豊田合成株式会社
乗員保護装置
29日前
トヨタ自動車株式会社
搬送装置
3か月前
関西広域輸送協同組合
制限装置
29日前
株式会社アイシン
車高調整装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ