TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021402
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2024013937,2023574826
出願日
2024-02-01,2023-07-31
発明の名称
数値制御装置および数値制御方法
出願人
三菱電機株式会社
代理人
個人
主分類
G05B
19/4093 20060101AFI20250205BHJP(制御;調整)
要約
【課題】振動切削加工における効率改善を実現可能な数値制御装置を得ること。
【解決手段】振動切削を工作機械に実行させる数値制御装置1は、振動切削を実行可能な振動周波数と主軸回転速度との組み合わせを含む複数の振動切削条件を取得する入力制御部41と、振動切削が指令されると、指令された振動切削の振動周波数、および、回転指令で指令される主軸の回転速度である指令主軸回転速度に基づいて、入力制御部により取得された複数の振動切削条件にそれぞれ含まれる主軸回転速度のうちの1つを切削指令毎に選択する主軸回転速度選択部481と、を備え、主軸回転速度選択部は、過去に選択した主軸回転速度と今回選択する主軸回転速度との平均値が指令主軸回転速度の平均値に近づくように、振動切削が実行される際の主軸回転速度を選択する。
【選択図】図1
特許請求の範囲
【請求項1】
振動切削を工作機械に実行させる数値制御装置であって、
前記振動切削を実行可能な振動周波数と主軸回転速度との組み合わせを含む複数の振動切削条件を取得する取得部と、
前記振動切削が指令されると、指令された前記振動切削の振動周波数、および、回転指令で指令される主軸の回転速度である指令主軸回転速度に基づいて、前記取得部により取得された前記複数の振動切削条件にそれぞれ含まれる主軸回転速度のうちの1つを切削指令毎に選択する主軸回転速度選択部と、
を備え、
前記主軸回転速度選択部は、過去に選択した主軸回転速度と今回選択する主軸回転速度との平均値が前記指令主軸回転速度の平均値に近づくように、前記振動切削が実行される際の主軸回転速度を選択する、
ことを特徴とする数値制御装置。
続きを表示(約 530 文字)
【請求項2】
振動切削時の主軸回転速度の上限値を設定する主軸回転速度範囲設定部、
を備え、
前記主軸回転速度選択部は、振動切削時の主軸回転速度を選択する際、前記主軸回転速度範囲設定部により設定された前記上限値以下の主軸回転速度を選択する、
ことを特徴とする請求項1に記載の数値制御装置。
【請求項3】
振動切削を数値制御装置が工作機械に実行させる数値制御方法であって、
前記振動切削を実行可能な振動周波数と主軸回転速度との組み合わせを含む複数の振動切削条件を取得する取得ステップと、
前記振動切削が指令されると、指令された前記振動切削の振動周波数、および、回転指令で指令される主軸の回転速度である指令主軸回転速度に基づいて、前記取得ステップで取得した前記複数の振動切削条件にそれぞれ含まれる主軸回転速度のうちの1つを切削指令ごとに選択する選択ステップと、
を含み、
前記選択ステップでは、過去に選択した主軸回転速度と今回選択する主軸回転速度との平均値が前記指令主軸回転速度の平均値に近づくように、前記振動切削が実行される際の主軸回転速度を選択する、
ことを特徴とする数値制御方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削加工を行う工作機械を制御する数値制御装置および数値制御方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
切削加工を行う工作機械は、ワークに工具を接触させながら工具およびワークの相対運動を行わせることで、ワークを切削する。ワークの表面を削る切削加工では、工具を低周波で振動させながら切削を行う振動切削が行われることがある。振動切削では、工具の振動周期と主軸の回転速度とを同期させる。振動切削によると、工具によるワークの切削を中断させる区間を工具の移動経路に生じさせることで、切り屑を分断しながらワークを切削することが可能となる。切り屑が短く分断されることによって、ワークまたは工具に切り屑が絡みつくことによる加工精度の低下を防止することができる。また、切り屑が短く分断されることによって、切り屑がワークに接触することによるワークの傷付きを低減できる。
【0003】
特許文献1には、振動切削の振動周波数と主軸回転速度との組み合わせを含んだ振動条件を複数準備しておき、振動切削を開始する際に、振動切削の振動周波数が振動切削の振動周波数としては設定することができない周波数領域を示す無効周波数領域を避けるように、指令された主軸回転速度に最も近い主軸回転速度が含まれる振動条件を選択し、選択した振動条件に基づいて、振動切削の制御を行う数値制御装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第5901871号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように、振動切削を実行する場合において、加工プログラムにより指令された主軸回転速度とは異なる主軸回転速度で加工を行う場合、指令された主軸回転速度と実際に工作機械に対して設定される主軸回転速度との差が大きくなると、オペレータが加工プログラムを作成する際に想定した加工時間と実際の加工時間との差も大きくなる。特に、指令主軸回転速度よりも小さい主軸回転速度となる振動条件を選択して加工を行う場合には加工時間が延びることになるため、生産管理や生産効率の観点から、加工時間の短縮化の実現が望まれる。
【0006】
本開示は、上記に鑑みてなされたものであって、振動切削加工における効率改善を実現可能な数値制御装置を得ることを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本開示は、振動切削を工作機械に実行させる数値制御装置であって、振動切削を実行可能な振動周波数と主軸回転速度との組み合わせを含む複数の振動切削条件を取得する取得部と、振動切削が指令されると、指令された振動切削の振動周波数、および、回転指令で指令される主軸の回転速度である指令主軸回転速度に基づいて、取得部により取得された複数の振動切削条件にそれぞれ含まれる主軸回転速度のうちの1つを切削指令毎に選択する主軸回転速度選択部と、を備え、主軸回転速度選択部は、過去に選択した主軸回転速度と今回選択する主軸回転速度との平均値が指令主軸回転速度の平均値に近づくように、振動切削が実行される際の主軸回転速度を選択することを特徴とする。
【発明の効果】
【0008】
本開示にかかる数値制御装置は、指令された主軸回転速度と実際に工作機械に設定される主軸回転速度との差を考慮して振動切削を実行することで、振動切削加工における効率改善を実現できる、という効果を奏する。
【図面の簡単な説明】
【0009】
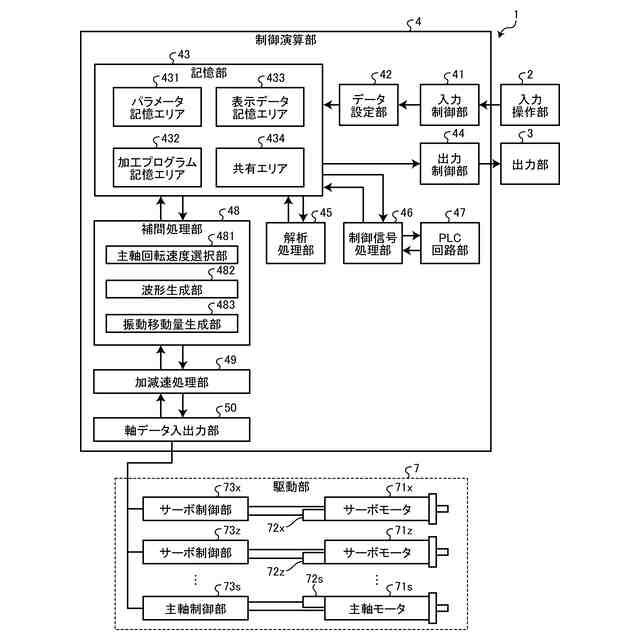
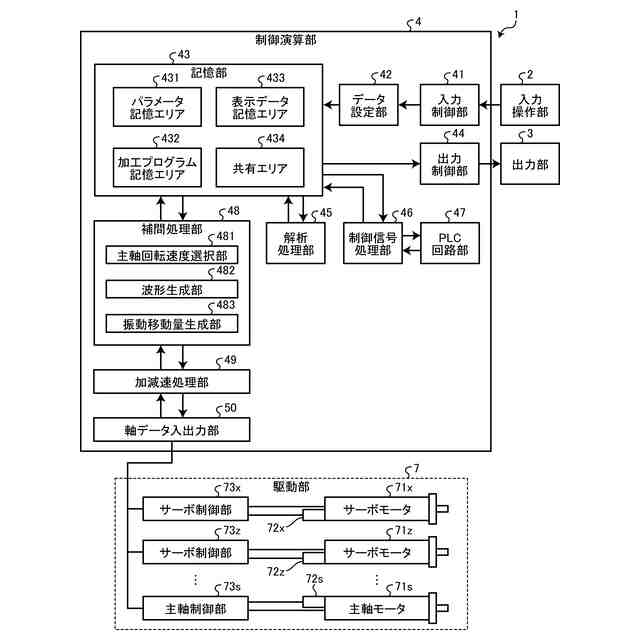
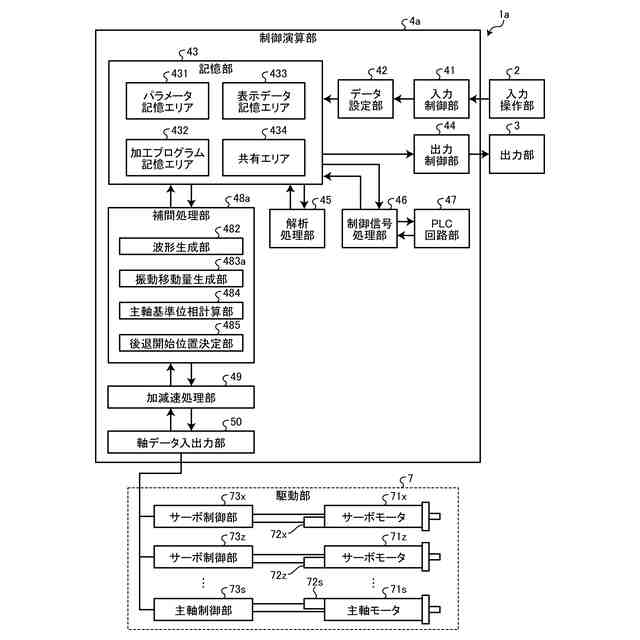
実施の形態1にかかる数値制御装置の構成例を示す図
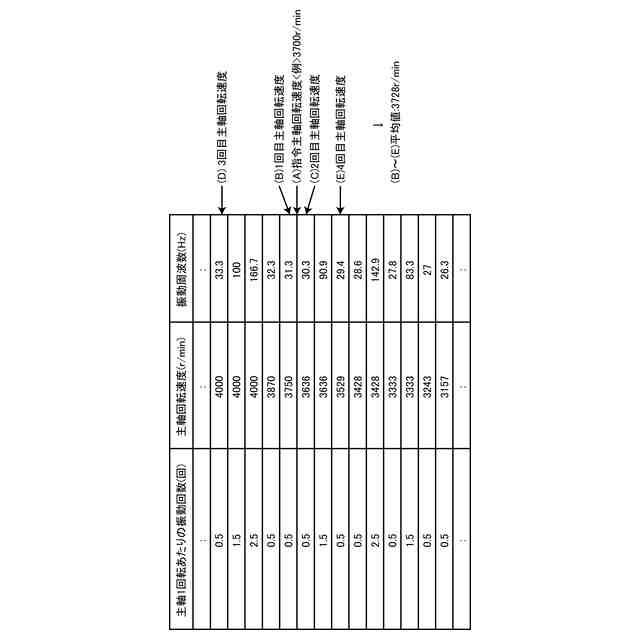
実施の形態1にかかる数値制御装置が振動切削加工の制御を行う際に使用可能な振動切削条件のリストの一例を示す図
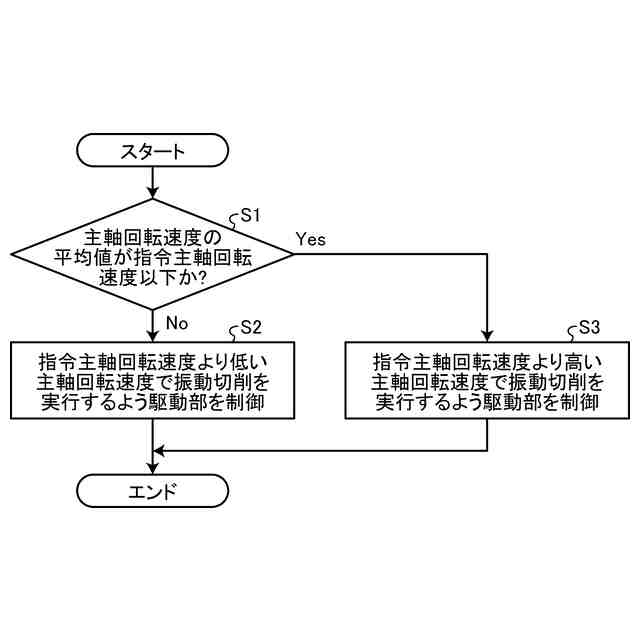
実施の形態1にかかる数値制御装置が工作機械に振動切削を実行させる制御動作の一例を示すフローチャート
実施の形態2にかかる数値制御装置の構成例を示す図
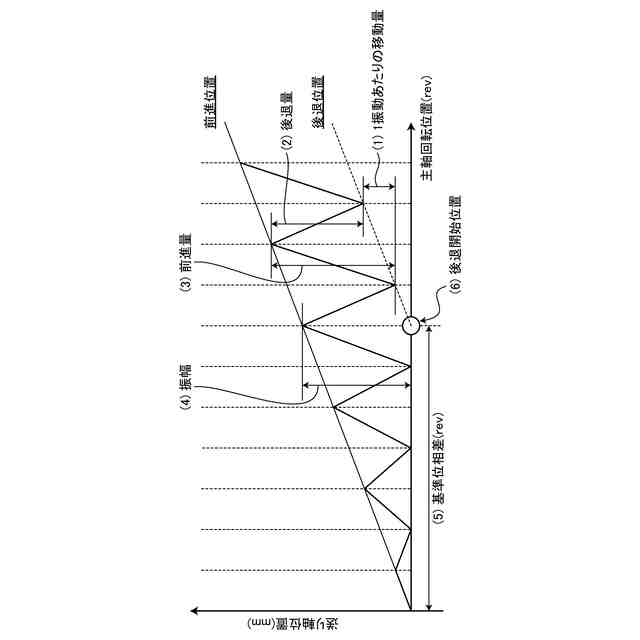
実施の形態2にかかる数値制御装置の制御演算部において算出する基準位相差と後退開始位置との関係を示す図
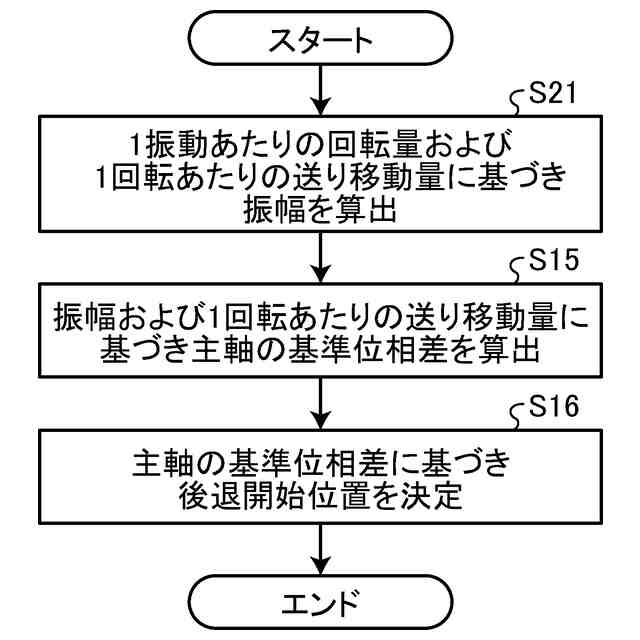
実施の形態2にかかる数値制御装置の制御演算部が基準位相差の算出および後退開始位置の決定を行う動作の一例を示すフローチャート
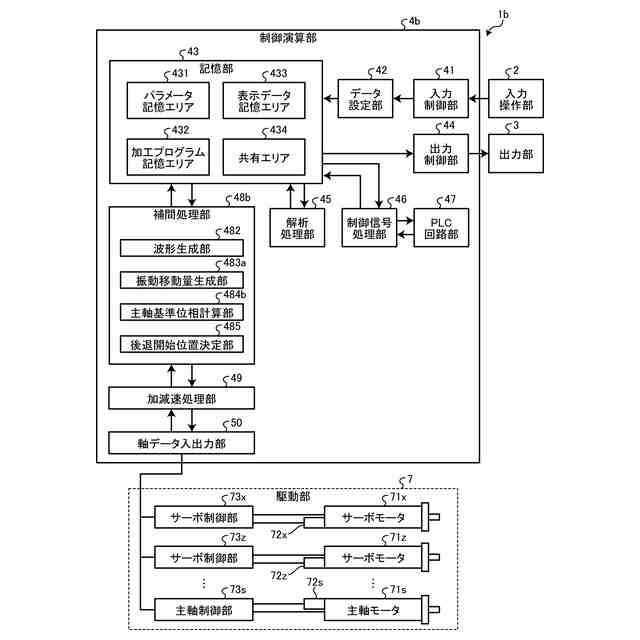
実施の形態3にかかる数値制御装置の構成例を示す図
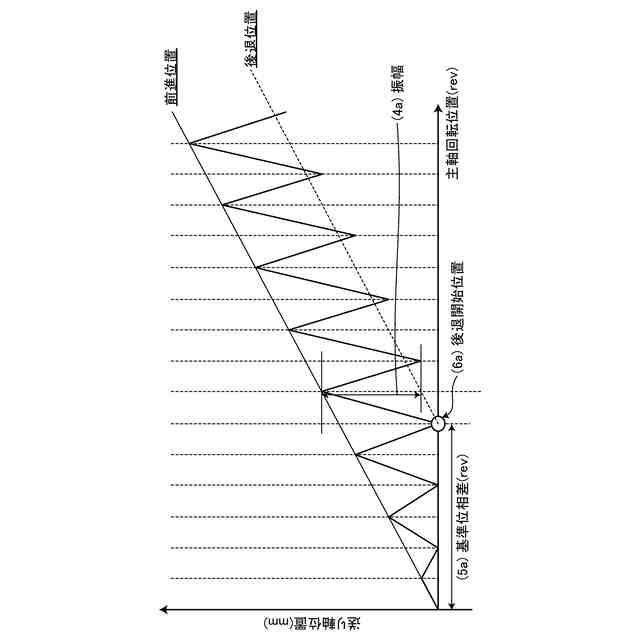
実施の形態3にかかる数値制御装置の制御演算部において算出する基準位相差と後退開始位置との関係を示す図
実施の形態3にかかる数値制御装置の制御演算部が基準位相差の算出および後退開始位置の決定を行う動作の一例を示すフローチャート
実施の形態4にかかる数値制御装置の構成例を示す図
実施の形態4にかかる数値制御装置の主軸回転速度選択部の動作の一例を示すフローチャート
実施の形態4にかかる数値制御装置が振動切削加工の制御を行う際に使用可能な振動切削条件のリストの一例を示す図
実施の形態4にかかる数値制御装置が工作機械に振動切削を実行させる制御動作の一例を示すフローチャート
実施の形態1にかかる数値制御装置が備える制御演算部のハードウェア構成例を示す図
【発明を実施するための形態】
【0010】
以下に、本開示の実施の形態にかかる数値制御装置および数値制御方法を図面に基づいて詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ