TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016284
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023119459
出願日
2023-07-21
発明の名称
プリフォーム及びプラスチックボトルの製造方法
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
B65D
1/00 20060101AFI20250124BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】軽量化を実現するとともに、ブロー成形した後にプラスチックボトルの底部のヒール部に白化が生じることを抑制することが可能な、プリフォーム及びプラスチックボトルの製造方法を提供する。
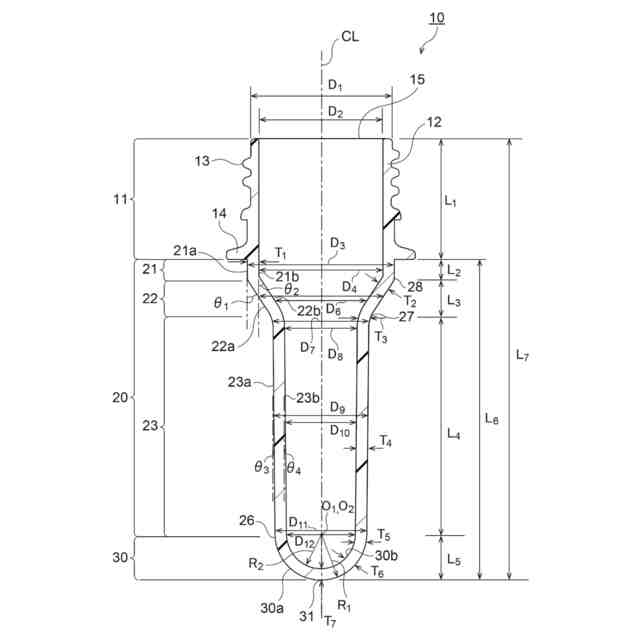
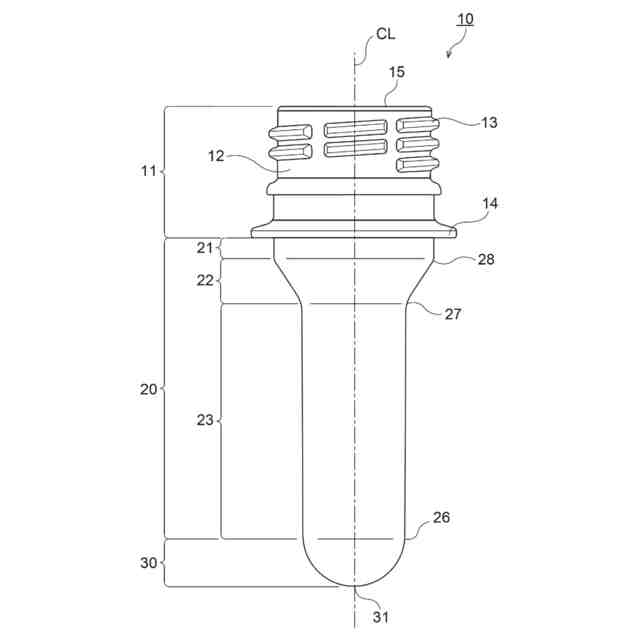
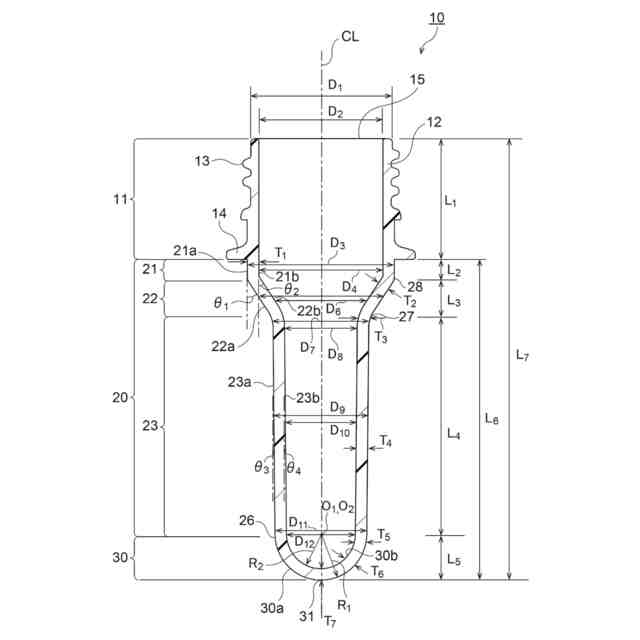
【解決手段】プリフォーム10は、口部11と、口部11に連結された胴部20と、胴部20に連結された底部30と、を備える。胴部20は、口部11側に位置する大径部21と、底部30側に位置する小径部23と、大径部21と小径部23との間に位置し、大径部21側から小径部23側に向けて縮径する縮径部22とを有する。底部30の最下部31の厚みをT
7
とし、大径部21の厚みをT
1
としたとき、0.80≦T
7
/T
1
≦1.05となる。
【選択図】図2
特許請求の範囲
【請求項1】
口部と、
前記口部に連結された胴部と、
前記胴部に連結された底部と、を備え、
前記胴部は、前記口部側に位置する大径部と、前記底部側に位置する小径部と、前記大径部と前記小径部との間に位置し、前記大径部側から前記小径部側に向けて縮径する縮径部とを有し、
前記底部の最下部の厚みをT
7
とし、前記大径部の厚みをT
1
としたとき、
0.80≦T
7
/T
1
≦1.05となる、プリフォーム。
続きを表示(約 370 文字)
【請求項2】
前記口部の質量をW
1
とし、前記胴部及び前記底部の合計質量をW
2
としたとき、
1.10≦W
2
/W
1
≦2.40となる、請求項1に記載のプリフォーム。
【請求項3】
前記胴部及び前記底部の合計長さをL
6
としたとき、
44.0mm≦L
6
≦63.0mmとなる、請求項1に記載のプリフォーム。
【請求項4】
プラスチックボトルの製造方法であって、
請求項1乃至3のいずれか一項に記載のプリフォームを準備する工程と、
前記プリフォームを加熱する工程と、
前記プリフォームを二軸延伸ブロー成形する工程と、を備えた、プラスチックボトルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プリフォーム及びプラスチックボトルの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、例えば射出成形法により作製したポリエチレンテレフタレート製プリフォームを二軸延伸ブロー成形し、プラスチックボトルを作製することが行われている。また、近年、ボトルに使用されるプラスチック材料の使用量を減らし、プラスチックボトルを軽量化することが望まれている。
【先行技術文献】
【特許文献】
【0003】
特開2016-13664号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
具体的には、プラスチックボトルを軽量化し、例えば14g以下程度まで軽くすることが求められている。しかしながら、従来のプリフォームの厚みを均一に薄くした場合、ブロー成形によりプラスチックボトルを作製した際に、底部のヒール部が薄くなりすぎ、白化及び破裂とよばれる現象が発生するおそれがある。一方、このような白化現象及び破裂現象を防止するために、ブロー成形時のプリフォームの加熱温度を上昇させることも考えられる。しかしながら、この場合、プリフォームの口部も必要以上に加熱されてしまい、口部が変形してしまうおそれがある。また、プラスチックボトルの重量を重くすればこのような問題は改善されるが、プラスチックボトルの軽量化が阻害される。
【0005】
本開示は、軽量化を実現するとともに、ブロー成形した後にプラスチックボトルの底部のヒール部に白化が生じることを抑制することが可能な、プリフォーム及びプラスチックボトルの製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示の実施の形態は、以下の[1]~[4]に関する。
【0007】
[1]口部と、前記口部に連結された胴部と、前記胴部に連結された底部と、を備え、前記胴部は、前記口部側に位置する大径部と、前記底部側に位置する小径部と、前記大径部と前記小径部との間に位置し、前記大径部側から前記小径部側に向けて縮径する縮径部とを有し、前記底部の最下部の厚みをT
7
とし、前記大径部の厚みをT
1
としたとき、0.80≦T
7
/T
1
≦1.05となる、プリフォーム。
【0008】
[2]前記口部の質量をW
1
とし、前記胴部及び前記底部の合計質量をW
2
としたとき、1.10≦W
2
/W
1
≦2.40となる、[1]に記載のプリフォーム。
【0009】
[3]前記胴部及び前記底部の合計長さをL
6
としたとき、44.0mm≦L
6
≦63.0mmとなる、[1]又は[2]に記載のプリフォーム。
【0010】
[4]プラスチックボトルの製造方法であって、[1]乃至[3]のいずれか一つに記載のプリフォームを準備する工程と、前記プリフォームを加熱する工程と、前記プリフォームを二軸延伸ブロー成形する工程と、を備えた、プラスチックボトルの製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ