TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025007373
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108729
出願日
2023-06-30
発明の名称
逆流防止装置とこれを備えた射出装置
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B22D
17/20 20060101AFI20250109BHJP(鋳造;粉末冶金)
要約
【課題】ピストンリングが逆流防止リングとシリンダとの間の隙間に侵入しにくい逆流防止装置を提供する。
【解決手段】射出装置3の逆流防止装置4は、射出装置3のシリンダ32の内面と対向する環状溝42を有する逆流防止リング41と、環状溝42に嵌められたピストンリング51と、を有している。ピストンリング51は、環状溝42に収容された収容部56と、環状溝42よりも径方向外側に位置する外周面53と、を有し、外周面53の射出方向における後端部53Aは、収容部56の射出方向における最後端部55に対し射出方向における前方にある。
【選択図】図8
特許請求の範囲
【請求項1】
射出装置のシリンダの内面と対向する少なくとも一つの環状溝を有する逆流防止リングと、
前記少なくとも一つの環状溝に嵌められた少なくとも一つのピストンリングと、を有し、
前記少なくとも一つのピストンリングは、前記少なくとも一つの環状溝に収容された収容部と、前記少なくとも一つの環状溝よりも径方向外側に位置する外周面と、を有し、前記外周面の前記射出方向における後端部は、前記収容部の前記射出方向における最後端部に対し前記射出方向における前方にある、射出装置の逆流防止装置。
続きを表示(約 1,000 文字)
【請求項2】
前記外周面の前記後端部と前記収容部の前記後端部とを結ぶ面が、
前記シリンダの中心軸を中心軸とする筒状面と、
前記筒状面の前記射出方向における前端部と前記外周面の前記後端部とを接続し、前記シリンダの中心軸に対し傾斜している傾斜面と、
を有する、請求項1に記載の射出装置の逆流防止装置。
【請求項3】
前記外周面の前記後端部と前記収容部の前記後端部とを結ぶ面が前記シリンダの中心軸に対し全体的に傾斜している、請求項1に記載の射出装置の逆流防止装置。
【請求項4】
前記収容部の前記後端部の径方向における最外部は、前記径方向において前記環状溝の開口と略同じ位置にある、請求項2または3に記載の射出装置の逆流防止装置。
【請求項5】
前記収容部の前記後端部の径方向における最外部は前記環状溝の内部にある、請求項2または3に記載の射出装置の逆流防止装置。
【請求項6】
前記少なくとも一つの環状溝と前記少なくとも一つのピストンリングはそれぞれ、前記射出方向における後部側面を有し、
前記少なくとも一つの環状溝の前記後部側面と前記少なくとも一つのピストンリングの前記後部側面は、それぞれの径方向内側部のみで互いに接触可能である、請求項1に記載の射出装置の逆流防止装置。
【請求項7】
前記少なくとも一つのピストンリングの前記後部側面の前記径方向内側部が前記少なくとも一つの環状溝の前記後部側面の前記径方向内側部と接触したときに、前記少なくとも一つのピストンリングの前記後部側面の径方向外側部と前記少なくとも一つの環状溝の前記後部側面の径方向外側部との間にギャップが形成される、請求項6に記載の逆流防止装置。
【請求項8】
前記少なくとも一つの環状溝の前記後部側面の前記径方向内側部と、前記少なくとも一つのピストンリングの前記後部側面の前記径方向内側部は前記シリンダの中心軸と直交する平面である、請求項7に記載の逆流防止装置。
【請求項9】
前記少なくとも一つのピストンリングの前記後部側面の径方向外側部は、前記少なくとも一つのピストンリングの前記後部側面の前記径方向内側部に対し前記射出方向における前方にある、請求項6に記載の逆流防止装置。
【請求項10】
前記少なくとも一つの環状溝の前記後部側面は前記シリンダの中心軸と直交する平面である、請求項9に記載の逆流防止装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は逆流防止装置とこれを備えた射出装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
射出成形機の射出装置は、射出時に射出される材料の逆流を防止する逆流防止装置を備えている。特許文献1には、シリンダに収容されたスクリュと、スクリュに取り付けられた押し金と、スクリュのスクリュヘッドと押し金との間に設けられた逆流防止装置と、を有する射出装置が記載されている。射出時にスクリュが前進すると逆流防止装置は押し金に押し付けられ、射出される材料が押し金の後方に回り込むことが防止される。逆流防止装置は逆流防止リングと、逆流防止リングに嵌めこまれたピストンリングと、を有している。
【先行技術文献】
【特許文献】
【0003】
特開平7-314510号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ピストンリングは逆流防止装置とシリンダとのシール性を高める目的で設けられている。しかし、射出時にはスクリュが高速で動くため、ピストンリングが変形し逆流防止リングとシリンダとの間の隙間に侵入する可能性がある。この場合、ピストンリングの摩耗が進むだけでなく、逆流防止リングとシリンダとの間の隙間に侵入したピストンリングがシリンダを損傷させる可能性がある。
【0005】
本発明はピストンリングが逆流防止リングとシリンダとの間の隙間に侵入しにくい逆流防止装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の逆流防止装置は、環状溝を有する逆流防止リングと、環状溝に嵌められたピストンリングと、を有している。ピストンリングは、環状溝に収容された収容部と、環状溝よりも径方向外側に位置する外周面と、を有し、外周面の射出方向における後端部は、収容部の射出方向における後端部に対し射出方向における前方にある。
【発明の効果】
【0007】
本発明によれば、ピストンリングが逆流防止リングとシリンダとの間の隙間に侵入しにくい逆流防止装置を提供することができる。
【図面の簡単な説明】
【0008】
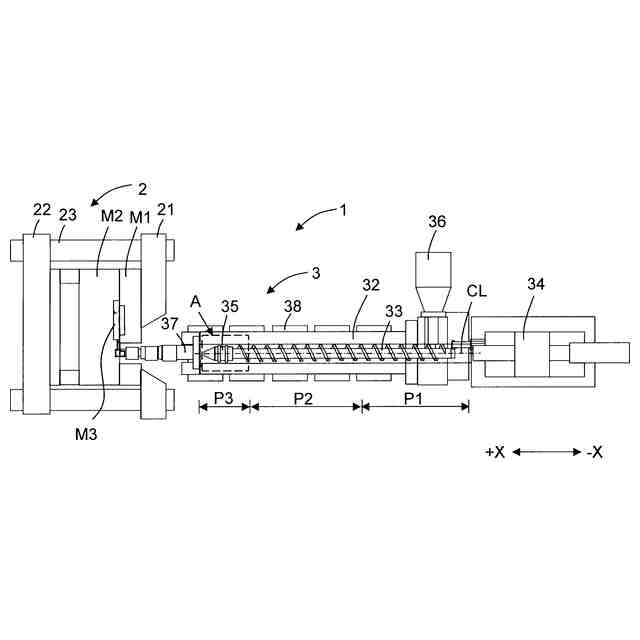
第1の実施形態に係る射出成形機の概略正面図である。
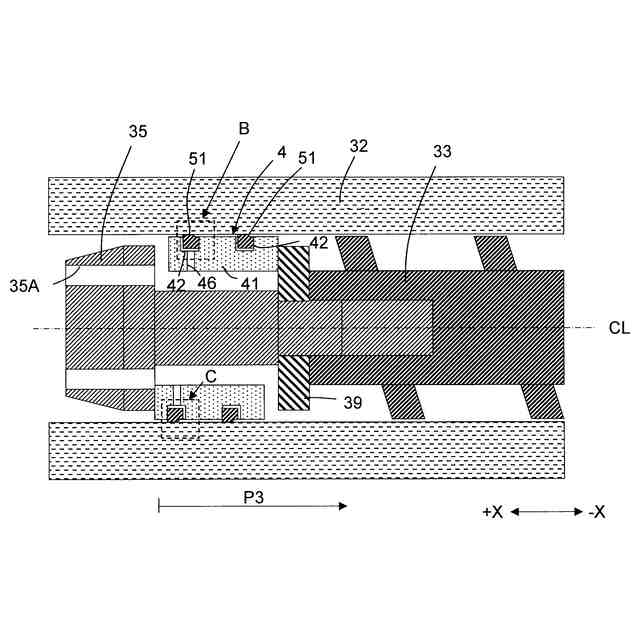
図1のA部拡大図である。
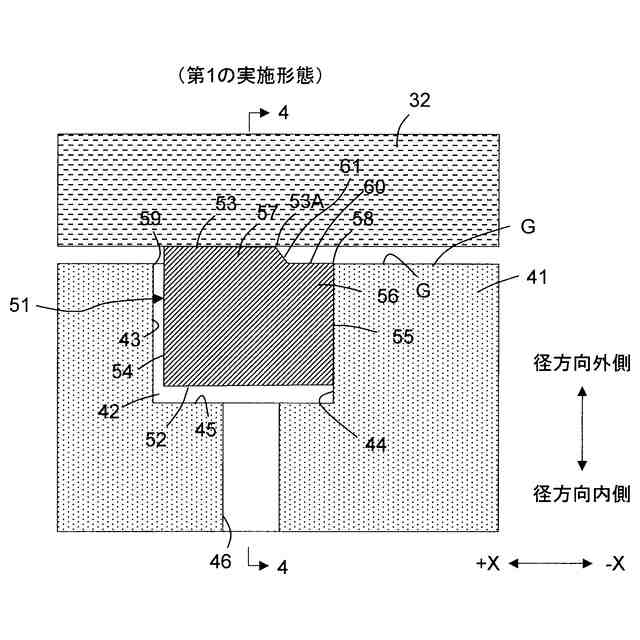
図2のB部拡大図である。
図3の4-4線に沿った断面図である。
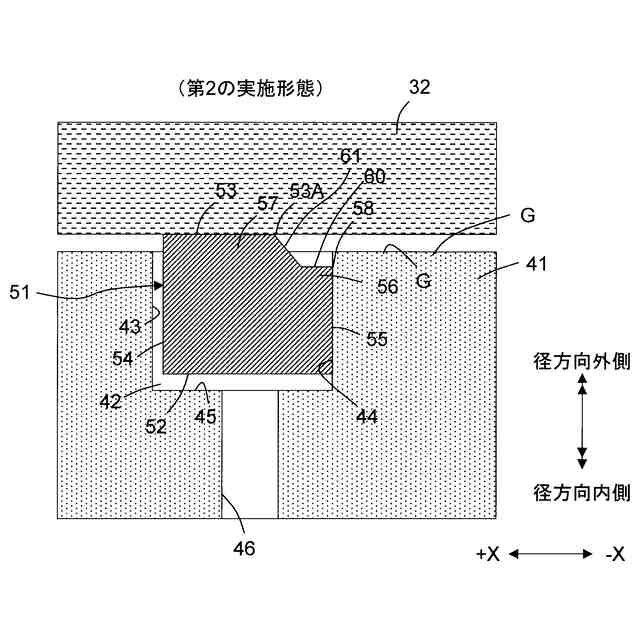
第2の実施形態における図2のB部に相当する部位の拡大図である。
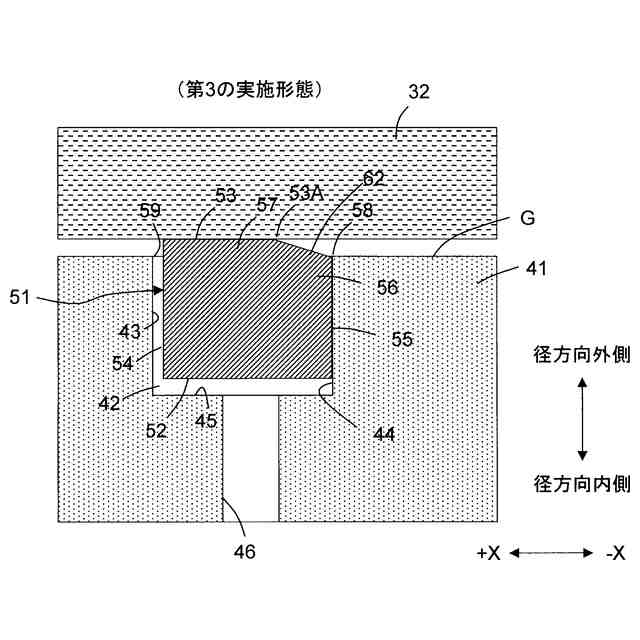
第3の実施形態における図2のB部に相当する部位の拡大図である。
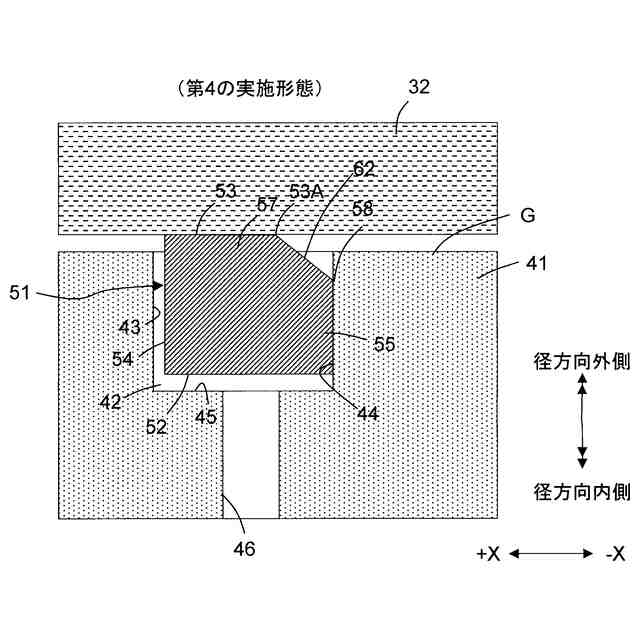
第4の実施形態における図2のB部に相当する部位の拡大図である。
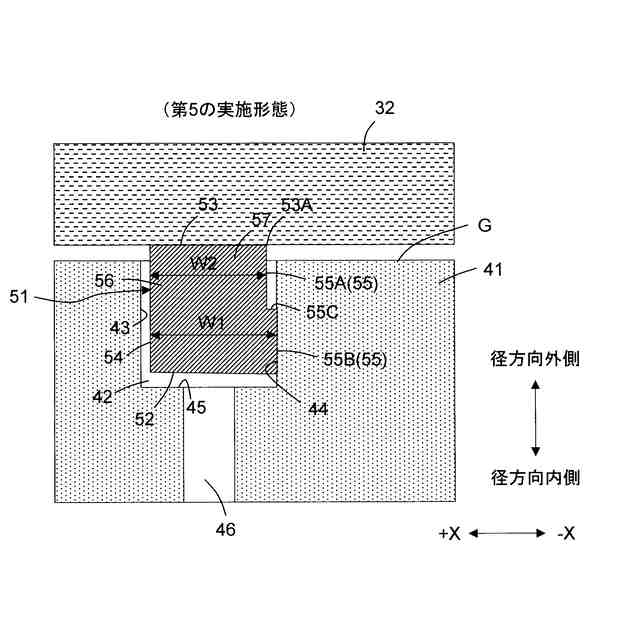
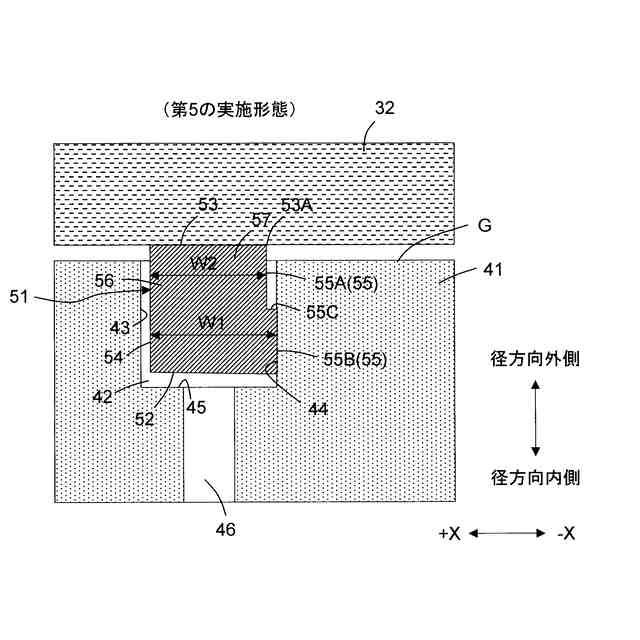
第5の実施形態における図2のB部に相当する部位の拡大図である。
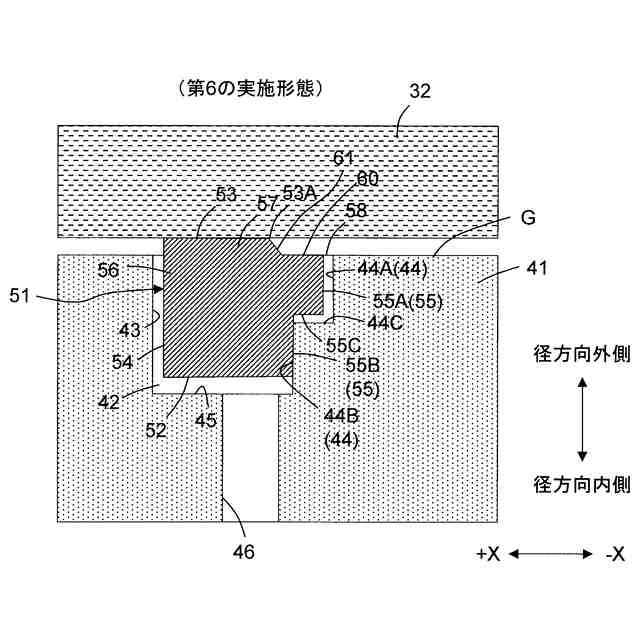
第6の実施形態における図2のB部に相当する部位の拡大図である。
第7の実施形態における図2のB部に相当する部位の拡大図である。
第8の実施形態における図2のB部に相当する部位の拡大図である。
第9の実施形態における図2のB部に相当する部位の拡大図である。
比較例における図2のB部に相当する部位の拡大図である。
比較例の課題を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して本発明のいくつかの実施形態について説明する。本発明は金属射出成形機に好適に適用することができ、特に溶融時の粘度の低い金属を射出する金属射出成形機に好適に適用することができる。しかし、本発明は樹脂を射出する射出成形機にも適用することが可能である。以下の説明でX方向はシリンダ32の軸方向をいい、射出方向を+X方向、射出方向と反対方向を-X方向という。「前方」「後方」「前部」「後部」等の用語は射出方向を基準に定義される。また、「径方向」はシリンダ32の中心軸CLを基準に定義される。
【0010】
(第1の実施形態)
<射出成形機の全体構成>
図1は、第1の実施形態に係る射出成形機1の概略正面図を示している。射出成形機1はマグネシウム合金、アルミニウム合金などの溶融金属を射出する横型の金属射出成形機である。射出成形機1は、金型を型締めする型締装置2と、射出される金属材料を加熱溶融して射出する射出装置3と、から概略構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ