TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024174156
公報種別
公開特許公報(A)
公開日
2024-12-13
出願番号
2024172692,2023512353
出願日
2024-10-01,2021-08-06
発明の名称
残留有害物を含有せず向上した開繊品位を有するスパンボンド不織布
出願人
コーロン インダストリーズ インク
代理人
個人
主分類
D04H
3/16 20060101AFI20241206BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
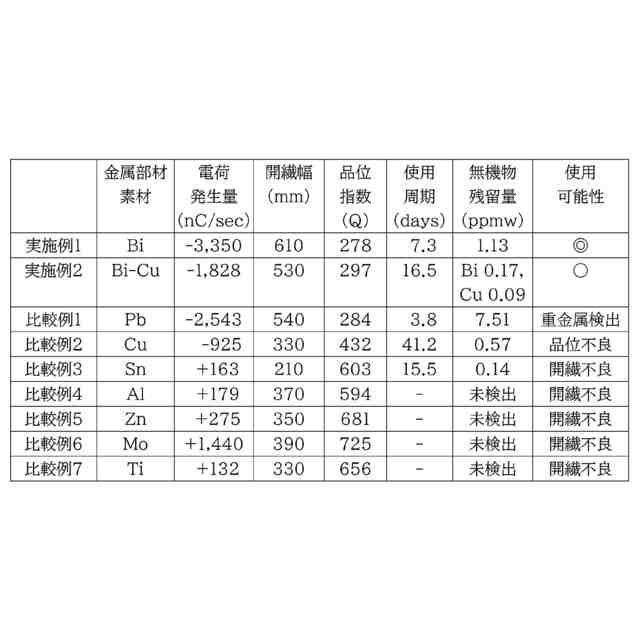
【課題】本発明は、残留有害物を含有せず向上した開繊品位を有するスパンボンド不織布、その製造方法および製造装置を提供する。
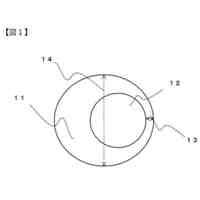
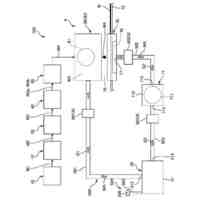
【解決手段】本発明によるスパンボンド不織布の製造方法は、連続的なフィラメントバンドルを、ビスマス(Bi)またはビスマス合金を含む金属部材に衝突させて、摩擦帯電によって開繊されたフィラメントを得る段階を含む。
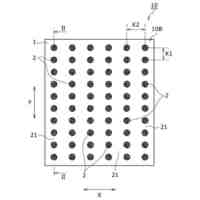
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂を溶融紡糸して連続的なフィラメントバンドルを得る段階と、
前記連続的なフィラメントバンドルを、ビスマス(Bi)またはビスマス合金を含む金
属部材に衝突させて、摩擦帯電によって開繊されたフィラメントを得る段階と、
前記開繊されたフィラメントを連続コンベヤネット上に集束して繊維ウェブを形成する
段階と
を含む、スパンボンド不織布の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記ビスマス合金は、前記ビスマス合金の重量を基準として10重量%以上のビスマス
を含む、請求項1に記載のスパンボンド不織布の製造方法。
【請求項3】
前記ビスマス合金は、銅(Cu)、亜鉛(Zn)、スズ(Sn)、アルミニウム(Al
)、モリブデン(Mo)、およびチタン(Ti)からなる群より選択された1種以上の金
属を含む、請求項1に記載のスパンボンド不織布の製造方法。
【請求項4】
前記連続的なフィラメントバンドルは、4,000m/min~6,000m/min
の線速度、および、前記連続的なフィラメントバンドルを噴射する1つのノズルあたり2
.0kg/hr~8.0kg/hrの質量流動率で、前記金属部材に衝突する、請求項1
に記載のスパンボンド不織布の製造方法。
【請求項5】
前記開繊されたフィラメントは、前記摩擦帯電による-3500nC/sec~-50
0nC/secの電荷発生量(ファラデーケージ法で測定された値)を有する、請求項1
に記載のスパンボンド不織布の製造方法。
【請求項6】
前記開繊されたフィラメントは、前記フィラメントバンドルを噴射するノズルの回転角
度範囲-15±5°~+15±5°および前記ノズルの往復速度3counter/se
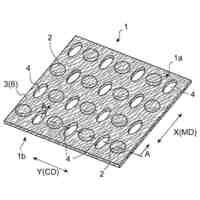
c~12counter/secの条件の下に、500mm以上の開繊幅で、前記連続コ
ンベヤネット上に集束される(ここで、前記開繊幅は、前記連続コンベヤネット上に集束
される、開繊されたフィラメントの移動方向を基準とする最大幅を意味する)、請求項1
に記載のスパンボンド不織布の製造方法。
【請求項7】
前記熱可塑性樹脂は、200℃以上の融点を有し、
前記熱可塑性樹脂は、ポリエステル、ポリアミド、ポリオレフィン、およびポリフェニ
レンスルフィドからなる群より選択された1種以上の樹脂である、
請求項1に記載のスパンボンド不織布の製造方法。
【請求項8】
前記熱可塑性樹脂は、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポ
リシクロヘキサンテレフタレート、ポリエチレンナフタレート、ナイロン、ポリエチレン
、ポリプロピレン、ポリブチレン、およびポリフェニレンスルフィドからなる群より選択
された1種以上の樹脂である、請求項1に記載のスパンボンド不織布の製造方法。
【請求項9】
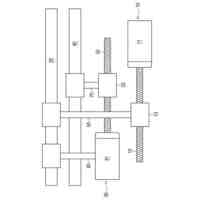
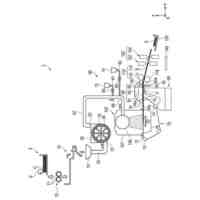
連続的なフィラメントバンドルを吐出するように構成されて配列された複数のノズルユ
ニットと、
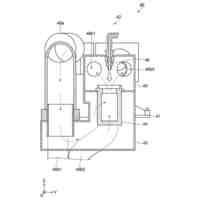
前記ノズルユニットによって吐出された前記連続的なフィラメントバンドルと衝突する
ための位置にて、前記ノズルユニットのそれぞれに隣接する衝突ユニットと、
前記衝突ユニットとの摩擦帯電によって開繊されたフィラメントを、捕集して移送する
連続コンベヤネットとを含み、
前記衝突ユニットは、ビスマス(Bi)またはビスマス合金を含む金属部材である衝突
面を含む、
スパンボンド不織布製造装置。
【請求項10】
前記ビスマス合金は、前記ビスマス合金の重量を基準として10重量%以上のビスマス
を含む、請求項9に記載のスパンボンド不織布製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、残留有害物を含有せず、向上した開繊品位を有するスパンボンド不織布、そ
の製造方法および製造装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般に、スパンボンド不織布の製造工程は、紡糸、冷却、延伸、ウェブ形成、結合、巻
取の順に進行する。連続工程で行われるスパンボンド法は、生産性が高く、経済性に優れ
た特性を有する。
【0003】
スパンボンド不織布の製造工程は、紡糸工程から延伸工程までの差によりドカン(Do
can)システムとライコフィル(Reicofil)システムとに区分され、ウェブ形
成のためのフィラメント開繊技術により細分化される。
【0004】
ライコフィルシステムは、長方形の構造の紡糸パック(spinning-pack)
から放流された溶融高分子が、閉鎖された冷却/延伸区間を経て、フィラメントカーテン
(curtain)の形態で紡糸され、空力(空気力;aerodynamic-for
ce)またはコロナ帯電(corona-charge)方式の分繊(separati
on)により、ウェブを形成する。ライコフィルシステムは、高い生産量と速い生産速度
で、不織布の製造費用が安価であるというメリットを有しており、ポリエチレン、ポリプ
ロピレンなどのオレフィン原料を用いた、衛生材、防護服、フィルタ分野に適用中である
。しかし、PETについては、低い機械的物性と外観品位のために、高付加価値市場への
進入に困難がある。
【0005】
ドカンシステムは、円形の構造の紡糸パックから放流された溶融高分子が、開放された
冷却/延伸区間を経て、フィラメントバンドル(bundle)状に繊維化し、機械力(
mechanical-force)、静電気力(electrostatic-cha
rge)または複合方式の開繊により、ウェブを形成する。ドカンシステムの下では、不
織布の機械的物性に優れ、均一な外観品位を有するので、高付加価値製品に適用される。
しかし、ライコフィルシステムに比べて生産性が低いので、製造費用が高いというデメリ
ットを有する。
【0006】
ドカンシステムの下では、コロナ放電による強制帯電法、摩擦素材(例えば、金属)と
の衝突による摩擦帯電法など、多様な開繊方式が開発された。しかし、前記開繊方式によ
ってフィラメントバンドルの開繊性が改善されても、ウェブの面密度不均衡(つまり、ウ
ェブの単位面積あたりの重量の不均一)については、依然として改善が要求されている。
【0007】
一方、前記摩擦帯電法は、摩擦素材の帯電序列にしたがい、その性能が制御される。例
えば、ポリエステルフィラメントと金属板材との間の摩擦(衝突)によって、ポリエステ
ルフィラメントに負電荷を有するようにする。前記摩擦によって同じ電荷を有するように
なったフィラメント同士の間のクーロン斥力(Coulomb repulsive-f
orce)によって、フィラメントが開繊される。
【0008】
前記摩擦帯電法での金属板材としては、伝統的に鉛(Pb)が使用されている。しかし
、鉛はもろいため、フィラメントとの摩擦によって摩耗しやすい。それによって、前記摩
擦帯電法に、鉛を摩擦素材として用いて製造されたスパンボンド不織布では、残留鉛が存
在しうる。
【0009】
鉛(Pb)は、欧州連合(EU)の有害物質制限(RoHS)指針による、6大有害物
質の1つであって、人体有害性に対する潜在的リスクを有している。それによって、鉛(
Pb)は、生活科学素材の用途別の許容限界値を有しており、ひいては未使用が勧告され
ているのが現状である。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、鉛(Pb)と同等水準の負電荷供与性を有しながらも、人体の有害性がない
摩擦素材を用いて、向上した開繊品位を有するスパンボンド不織布を製造する方法を提供
する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
繊維構造体
2か月前
東レ株式会社
織編物及び衣服
2か月前
三菱ケミカル株式会社
繊維集合体
2か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社島精機製作所
横編機
2日前
株式会社島精機製作所
横編機
2日前
株式会社島精機製作所
横編機
1か月前
東レ株式会社
スパンボンド不織布の製造方法
2か月前
東レ株式会社
長繊維不織布およびその製造方法
2か月前
東レ株式会社
スパンボンド不織布およびその製造方法
2か月前
東洋紡せんい株式会社
抗スナッグ性編物
2か月前
東レ株式会社
長繊維不織布、分離膜支持体および分離膜
1か月前
株式会社島精機製作所
編地の編成方法、および編地
3か月前
セイコーエプソン株式会社
シート製造装置
2か月前
東洋紡エムシー株式会社
不織布積層体及びそれを用いた袋状物
16日前
佰龍機械廠股ふん有限公司
両面丸編機
2か月前
東レ・モノフィラメント株式会社
ポリアミド樹脂支持体
8日前
日本バイリーン株式会社
中綿、および、当該中綿を備えた衣類
2か月前
花王株式会社
吸収性物品用不織布
2か月前
株式会社 松田工務店
積層体布帛用シングル丸編地及び積層体布帛
1か月前
花王株式会社
不織布の製造方法
2か月前
タピルス株式会社
エレクトレット不織布
2か月前
セイコーエプソン株式会社
緩衝材及び緩衝材の製造方法
1か月前
佰龍機械廠股ふん有限公司
両面ロングパイル編み物
1か月前
大和紡績株式会社
不織布及びそれを含むワイピングシート
2か月前
佰龍機械廠股ふん有限公司
多色ジャカード両面編み物
16日前
ユニチカ株式会社
衛生材料用不織布の製造方法
2か月前
網太株式会社
編網装置及び位置調整具
1か月前
東レ株式会社
不織布およびその製造方法ならびにフィルターユニット、空気清浄機
2か月前
花王株式会社
吸収性物品用不織布シート
2か月前
花王株式会社
凹凸不織布の製造方法及び製造装置
2か月前
株式会社カネカ
生分解性不織布、及び、その製造方法
2か月前
三井化学株式会社
不織布、及び不織布の製造方法
2か月前
日本製紙クレシア株式会社
複合型不織布シート
2日前
セイコーエプソン株式会社
シート製造装置、及び、シート製造方法
23日前
セイコーエプソン株式会社
シート製造装置、および水蒸気回収機構
29日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ