TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024173493
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091943
出願日
2023-06-02
発明の名称
板材の検査装置
出願人
株式会社トーアエンジニアリング
代理人
個人
主分類
G06T
7/00 20170101AFI20241205BHJP(計算;計数)
要約
【課題】板材加工機の加工ラインで加工された製品板材を迅速に自動検査する製品板材の検査装置を提供する。
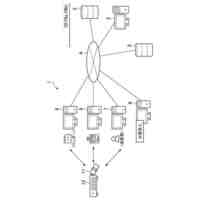
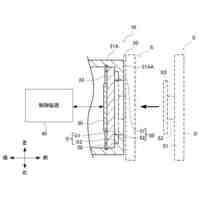
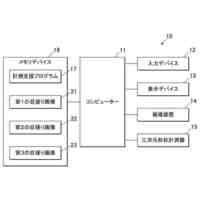
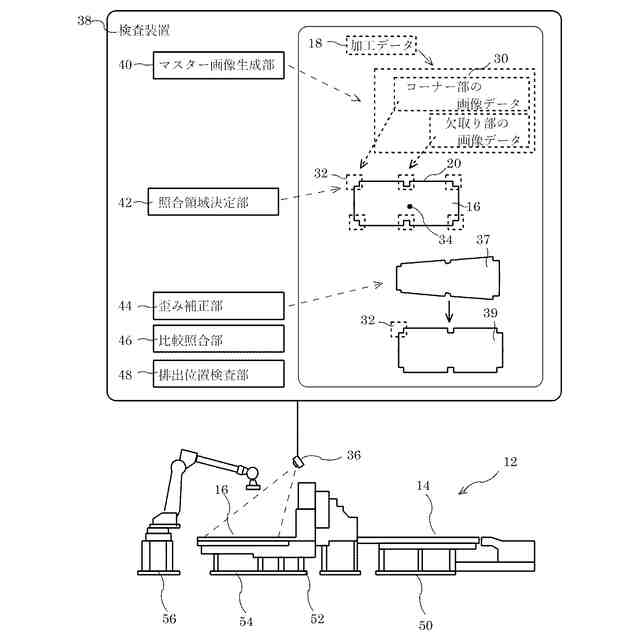
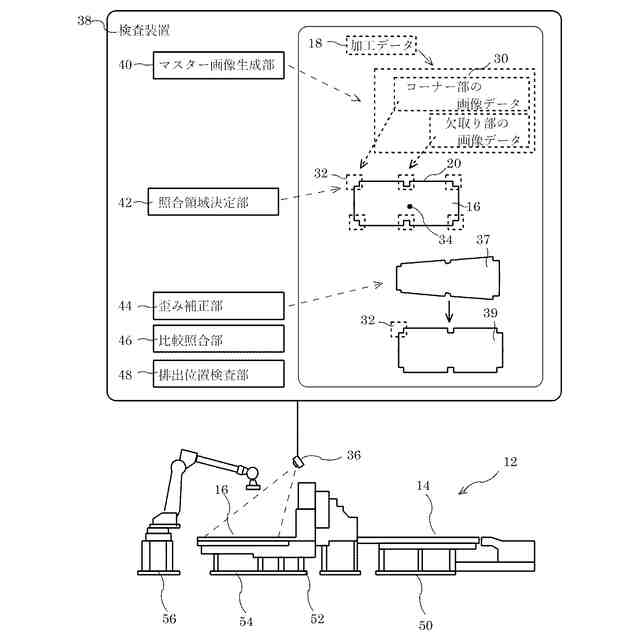
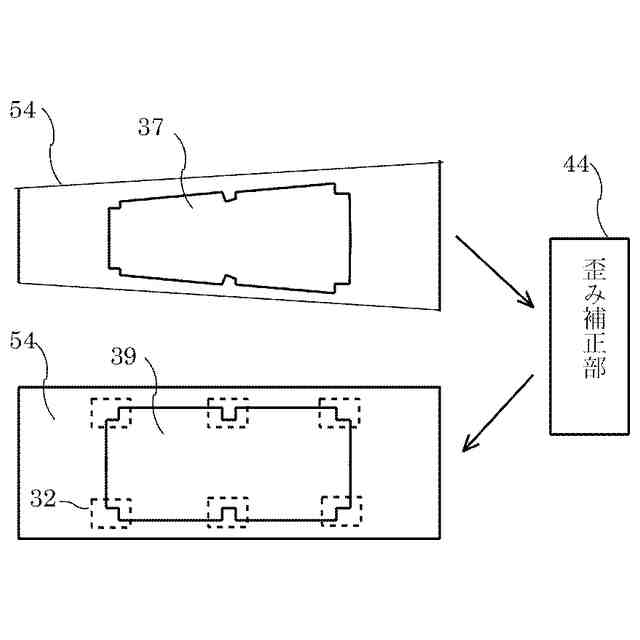
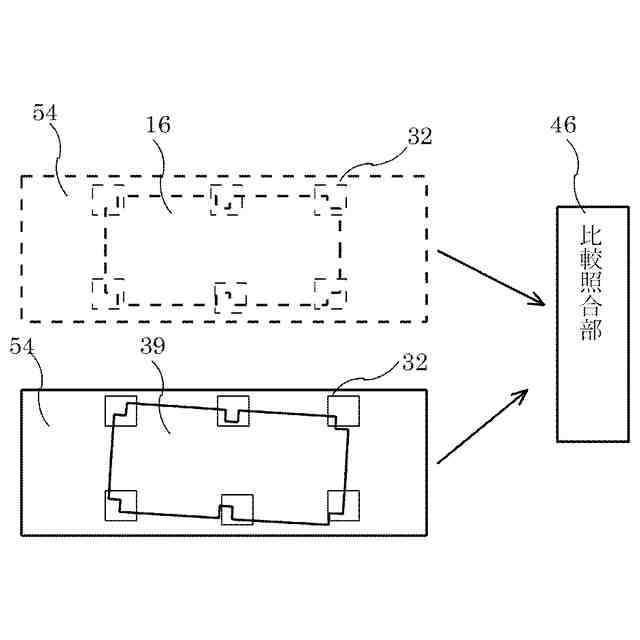
【解決手段】検査装置38は、板材の加工データ18から、コーナー形状と欠取り形状を示すマスター画像データ30を取得し、加工ライン12から排出される製品板材16をカメラ36で撮影して、撮影角度の傾きと撮影距離による撮影画像37の歪みを補正してから、製品板材16のコーナー形状と欠取り形状を取得するための照合領域32を決定し、その照合領域32に含まれたコーナー形状と欠取り形状の画像をマスター画像データ30と比較する。
【選択図】図1
特許請求の範囲
【請求項1】
以下の処理による、板材加工機の加工ラインで加工された製品板材の検査方法。
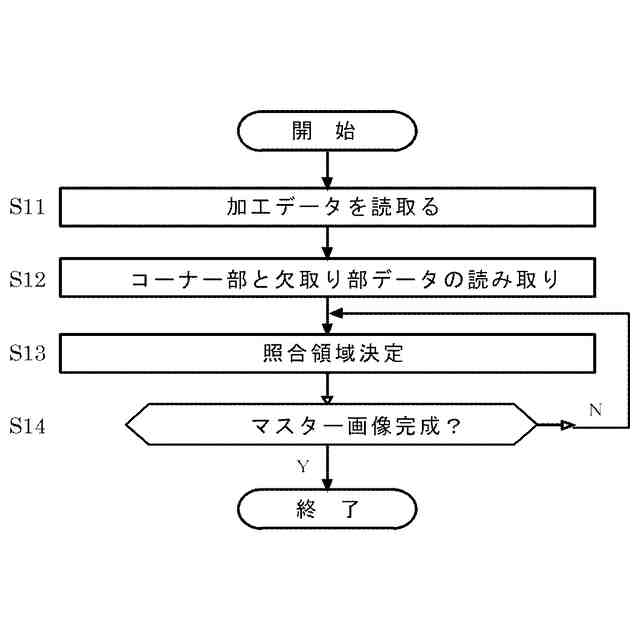
(1)板材の加工データから、製品板材のコーナー部と欠取り部とを検出して、コーナー形状と欠取り形状を示す画像データを取得して、マスター画像とする。
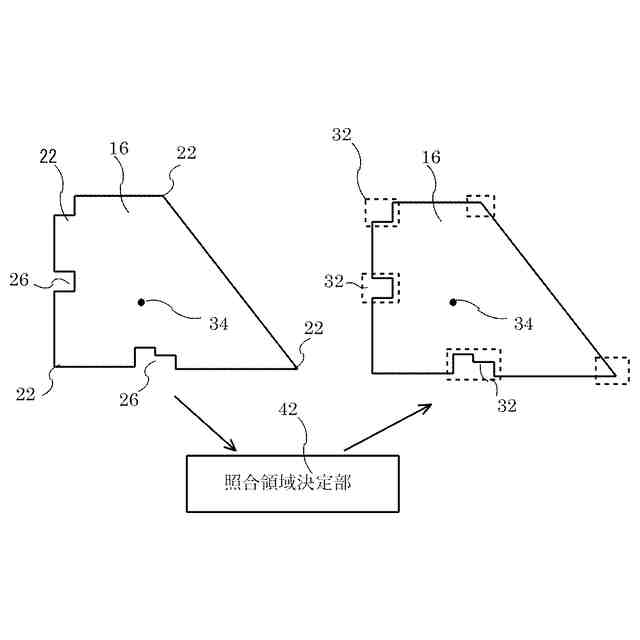
(2)コーナー部の画像データは、予め設定した照合領域内に含まれたコーナー部の画像データとし、欠取り部の画像データは、予め設定した照合領域内に含まれた欠取り部の画像データとする。
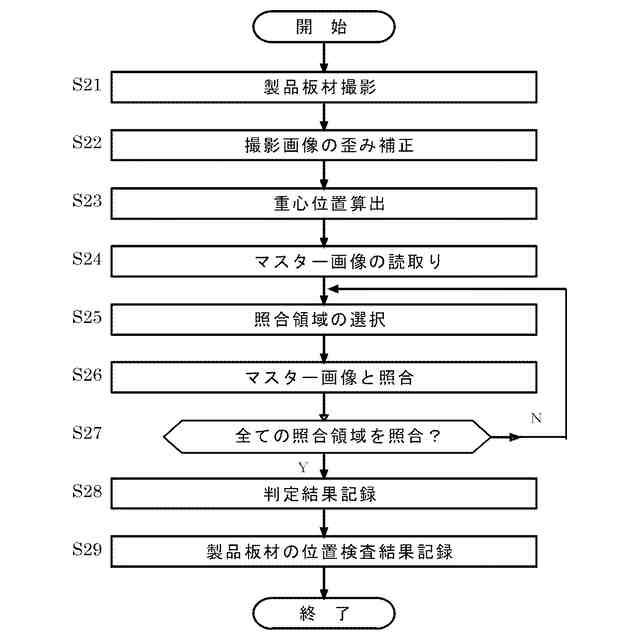
(3)加工が完了した製品板材をカメラで撮影して、撮影角度の傾きと撮影距離による撮影画像の歪みの影響を除去するために、撮影画像とマスター画像のいずれかを補正してから、製品板材のコーナー部の画像データと欠取り部の画像データを取得するための照合領域を決定し、その照合領域に含まれた画像をマスター画像と比較する。
続きを表示(約 630 文字)
【請求項2】
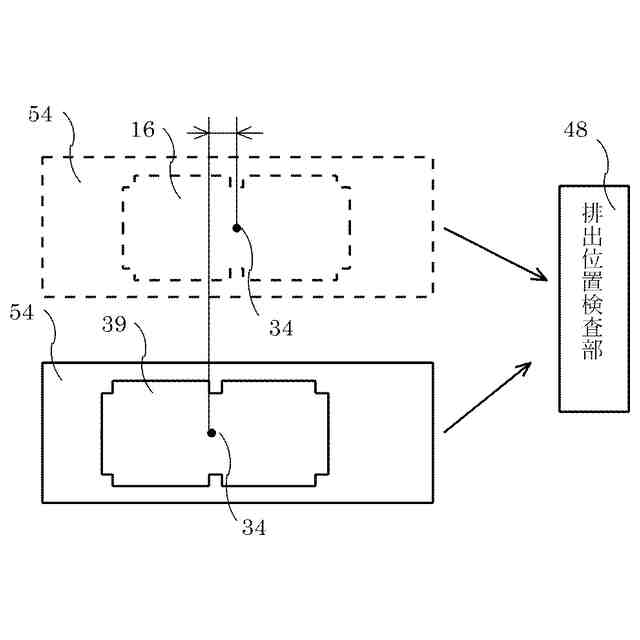
マスター画像と撮影画像とを比較して、加工が完了した製品板材の位置を検査することを特徴とする請求項1に記載の検査方法。
【請求項3】
マスター画像と撮影画像とを比較して、加工が完了した製品板材の排出位置の水平方向の傾きを検査することを特徴とする請求項1に記載の検査方法。
【請求項4】
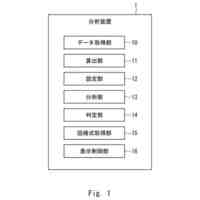
以下の装置を備えた、板材加工機の加工ラインで加工された製品板材の検査装置。
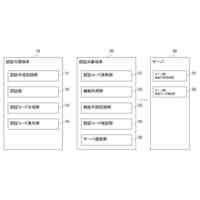
(1)板材の加工データから、製品板材のコーナー部と欠取り部とを検出して、コーナー形状と欠取り形状を示す画像データを取得して、マスター画像とするマスター画像生成部。
(2)コーナー部の画像データは、予め設定した照合領域内に含まれたコーナー部の画像データとし、欠取り部の画像データは、予め設定した照合領域内に含まれた欠取り部の画像データとする照合領域決定部。
(3)加工が完了した製品板材をカメラで撮影して、撮影角度の傾きと撮影距離による撮影画像の歪みの影響を除去するために、撮影画像とマスター画像のいずれかを補正してから、製品板材のコーナー部の画像データと欠取り部の画像データを取得するための照合領域を決定し、その照合領域に含まれた画像をマスター画像と比較する比較照合部。
【請求項5】
製品板材が住宅建材用合板または住宅建材用サイディングであることを特徴とする請求項4に記載の製品板材の検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材のそれぞれの加工位置に、加工が正確に施されているかどうかを検査するための板材の検査装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
板材加工機では、例えば、投入ユニットにより加工用の板素材を加工ラインに投入する。加工ラインに投入された板素材は、位置決め搬送ユニットにより搬送されて、加工ユニットの加工位置に位置決めされる。加工ユニットは、位置決めされた板素材に所定の加工を施して製品化する。加工済みの製品板材は、搬送・排出ユニットにより搬送・排出される。
【0003】
板材加工機で加工された板材の所定の位置に加工が正確に施されているかどうかを検査するには、例えば、加工後の製品を自動的に加工図面と照合する装置があればよい。こうした機能を持つ検査装置が特許文献1~5等に紹介されている。
【先行技術文献】
【特許文献】
【0004】
特開2012-51320号公報
特開2005-121545公報
特開2003-121110公報
特開2001-170907公報
特開2020-146967公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の既知の装置では、加工済みの板材を検査するために、加工後の板材全体を撮影して、製品全体のマスター画像との差異を判断するコンピュータ処理を行なう。しかし、板材加工機の場合には、加工済みの板材のサイズが大きいので、製品のマスター画像との差異を判別し難く比較処理にも時間がかかるという問題がある。
【0006】
さらに、住宅建築用の板材は、加工形状も多様である。ラインを稼働させる前に、この工程で加工対象になる全ての種類の板材について、実際に加工済みの板材の撮影をして、検査で使用をするためのマスター画像を保管する必要がある。この準備作業の負荷も大きいという問題があった。本発明は以上の課題を解決するためになされたものである。
【課題を解決するための手段】
【0007】
以下の構成はそれぞれ上記の課題を解決するための手段である。
【0008】
<構成1>
以下の処理による、板材加工機の加工ラインで加工された製品板材の検査方法。
(1)板材の加工データから、製品板材のコーナー部と欠取り部とを検出して、コーナー形状と欠取り形状を示す画像データを取得して、マスター画像とする。
(2)コーナー部の画像データは、予め設定した照合領域内に含まれたコーナー部の画像データとし、欠取り部の画像データは、予め設定した照合領域内に含まれた欠取り部の画像データとする。
(3)加工が完了した製品板材をカメラで撮影して、撮影角度の傾きと撮影距離による撮影画像の歪みの影響を除去するために、撮影画像とマスター画像のいずれかを補正してから、製品板材のコーナー部の画像データと欠取り部の画像データを取得するための照合領域を決定し、その照合領域に含まれた画像をマスター画像と比較する。
【0009】
<構成2>
マスター画像と撮影画像とを比較して、加工が完了した製品板材の位置を検査することを特徴とする構成1に記載の検査方法。
【0010】
<構成3>
マスター画像と撮影画像とを比較して、加工が完了した製品板材の排出位置の水平方向の傾きを検査することを特徴とする構成1に記載の検査方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
物品
8日前
個人
認証システム
22日前
個人
自動精算システム
1日前
個人
保証金管理システム
16日前
個人
救急搬送システム
8日前
個人
鑑定証明システム
22日前
個人
業界地図作成システム
1か月前
キヤノン株式会社
印刷装置
1日前
アズビル株式会社
防爆装置
1か月前
個人
人的価値発掘システム
1か月前
株式会社宗建
SNSサーバー
1か月前
個人
生成AIとの常時接続システム
8日前
株式会社セガフェイブ
遊戯機
2か月前
個人
技術マッチングシステム
28日前
株式会社MRC
集客システム
16日前
キヤノン電子株式会社
情報処理装置
1か月前
ミサワホーム株式会社
システム
1か月前
個人
配送システムおよび同包箱
1か月前
トヨタ自動車株式会社
分析装置
16日前
個人
コンテンツ開示順位判定システム
3日前
株式会社COLORS
表示装置
2日前
キヤノン株式会社
印刷管理装置
14日前
株式会社ネットブリッジ
展示販売装置
23日前
キヤノン株式会社
印刷制御装置
1か月前
ミサワホーム株式会社
管理装置
1か月前
キヤノン電子株式会社
業務管理システム
1日前
大同特殊鋼株式会社
棒材計数装置
1か月前
個人
動作のデザイン評価の方法及び装置
1か月前
ミサワホーム株式会社
プログラム
22日前
オムロン株式会社
認証中継サーバ
1か月前
個人
文字入力方法、文字入力プログラム
29日前
アスエネ株式会社
森林管理の方法
1か月前
ローム株式会社
ソース機器
8日前
トヨタ自動車株式会社
車載機
22日前
株式会社チノー
ユーザ認証システム
1か月前
トヨタ自動車株式会社
作業評価装置
8日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ