TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171827
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089072
出願日
2023-05-30
発明の名称
自動試刷りシステム
出願人
ヤマハ発動機株式会社
代理人
個人
,
個人
主分類
B41F
15/12 20060101AFI20241205BHJP(印刷;線画機;タイプライター;スタンプ)
要約
【課題】オペレータの作業効率が低下することを抑制しつつ、スクリーン印刷装置が大型化することを抑制可能な自動試刷りシステムを提供する。
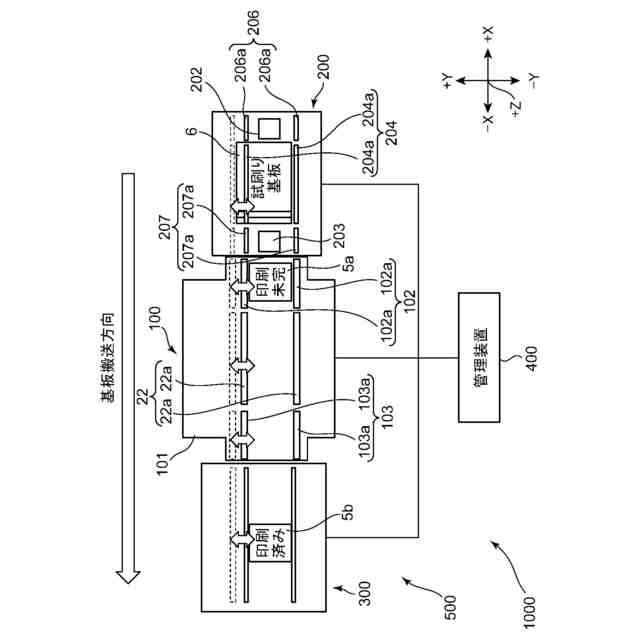
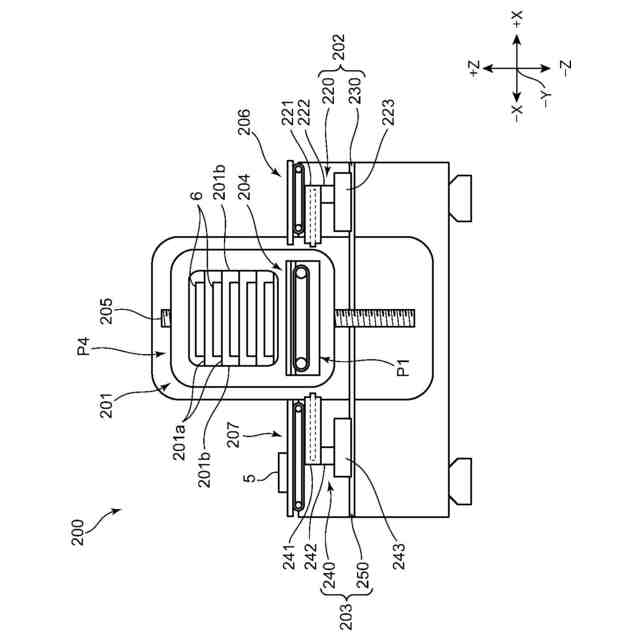
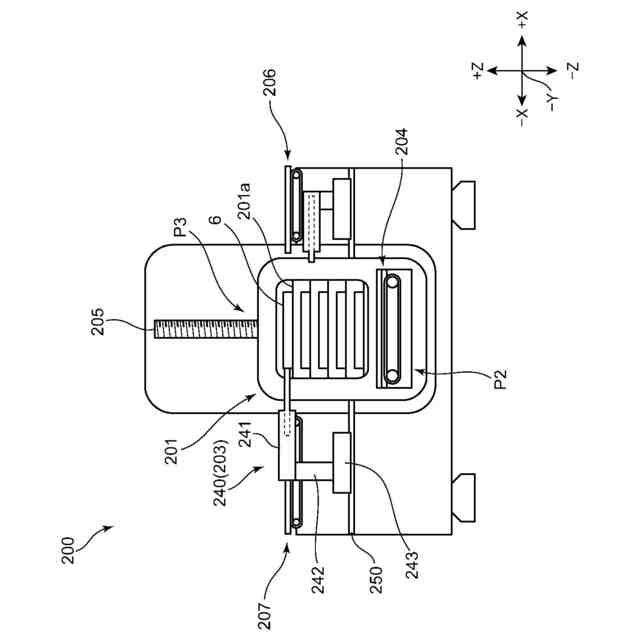
【解決手段】自動試刷りシステムは、前記基板に半田をスクリーン印刷する印刷処理を行うスクリーン印刷装置と、前記生産ラインにおける基板搬送方向において前記スクリーン印刷装置の上流側又は下流側に配置されているバッファ装置と、を備えており、前記バッファ装置は、前記スクリーン印刷装置による試験的な前記印刷処理である試刷り処理に用いられる試刷り基板を収容するストレージと、前記ストレージに収容されている前記試刷り基板を前記スクリーン印刷装置に送り出す送り出し機構と、前記試刷り処理が施された前記試刷り基板を前記ストレージに回収する回収機構と、を有している。
【選択図】図6
特許請求の範囲
【請求項1】
基板の生産ラインにおいて行われる半田の試刷り工程を自動化するための自動試刷りシステムであって、
前記基板に半田をスクリーン印刷する印刷処理を行うスクリーン印刷装置と、
前記生産ラインにおける基板搬送方向において前記スクリーン印刷装置の上流側又は下流側に配置されているバッファ装置と、を備えており、
前記バッファ装置は、
前記スクリーン印刷装置による試験的な前記印刷処理である試刷り処理に用いられる試刷り基板を収容するストレージと、
前記ストレージに収容されている前記試刷り基板を前記スクリーン印刷装置に送り出す送り出し機構と、
前記試刷り処理が施された前記試刷り基板を前記ストレージに回収する回収機構と、を有している、自動試刷りシステム。
続きを表示(約 2,800 文字)
【請求項2】
前記バッファ装置は、
前記基板を搬送するパススルーコンベアと、
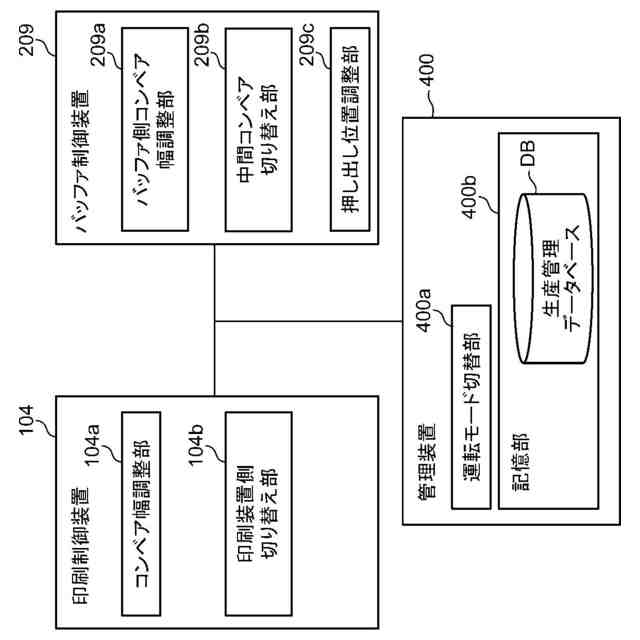
前記基板を前記基板搬送方向に沿って搬送するための搬送位置と、前記搬送位置とは異なるコンベア待機位置と、の間で前記パススルーコンベアを移動させ、かつ、前記試刷り基板を送り出すとともに回収するための試刷り位置と、前記試刷り位置とは異なるストレージ待機位置と、の間で前記ストレージを移動させる移動機構と、をさらに有しており、
前記移動機構は、
前記生産ラインにおける前記基板の生産が行われる基板生産期間において、前記パススルーコンベアを前記コンベア待機位置から前記搬送位置に移動させるとともに、前記ストレージを前記試刷り位置から前記ストレージ待機位置に移動させ、
前記試刷り処理が行われる試刷り期間において、前記パススルーコンベアを前記搬送位置から前記コンベア待機位置に移動させるとともに、前記ストレージを前記ストレージ待機位置から前記試刷り位置に移動させる、請求項1に記載の自動試刷りシステム。
【請求項3】
前記基板搬送方向は水平方向であり、
前記移動機構は、上下方向に前記ストレージ及び前記パススルーコンベアを一体的に昇降させることにより、前記ストレージ及び前記パススルーコンベアを移動させる、請求項2に記載の自動試刷りシステム。
【請求項4】
前記バッファ装置は、
前記基板搬送方向において前記パススルーコンベアと前記スクリーン印刷装置との間に配置されている中間コンベアと、
前記試刷り基板を前記スクリーン印刷装置に向けて搬送する試刷り前搬送状態、及び、前記試刷り基板を前記ストレージに向けて搬送する試刷り後搬送状態の間で前記中間コンベアの搬送状態を切り替える中間コンベア切り替え部と、をさらに有しており、
前記送り出し機構は、前記ストレージに収納されている前記試刷り基板を前記中間コンベアに載置させるために前記試刷り基板を前記中間コンベアに向けて押し出す送り出し側押し出しユニットを有しており、
前記回収機構は、前記中間コンベアに載置されている前記試刷り基板を前記ストレージに収納するために前記試刷り基板を前記ストレージに向けて押し出す回収側押し出しユニットを有している、請求項2又は3に記載の自動試刷りシステム。
【請求項5】
前記バッファ装置は、前記基板搬送方向において前記スクリーン印刷装置の上流側に配置されており、
前記スクリーン印刷装置は、
前記印刷処理を実行するスクリーン印刷機と、
前記基板搬送方向において前記スクリーン印刷機に対して上流側に配置されている上流側印刷コンベアと、
前記スクリーン印刷機内に配置されている機内コンベアと、
前記スクリーン印刷機に対して下流側に配置されている下流側印刷コンベアと、
前記上流側印刷コンベア、前記機内コンベア、及び前記下流側印刷コンベアのそれぞれの搬送状態を、前記基板搬送方向に沿って前記基板又は前記試刷り基板を搬送する第1搬送状態、及び、前記基板搬送方向とは反対方向に前記基板又は前記試刷り基板を搬送する第2搬送状態の間で切り替える印刷装置側切り替え部と、をさらに有している、請求項1から3のいずれか一項に記載の自動試刷りシステム。
【請求項6】
前記バッファ装置は、前記基板搬送方向において前記スクリーン印刷装置の下流側に配置されており、
前記スクリーン印刷装置は、
前記印刷処理を実行するスクリーン印刷機と、
前記スクリーン印刷機内に配置されている機内コンベアと、
前記スクリーン印刷機に対して下流側に配置されている下流側印刷コンベアと、
前記機内コンベア及び前記下流側印刷コンベアのそれぞれの搬送状態を、前記基板搬送方向に沿って前記基板又は前記試刷り基板を搬送する第1搬送状態、及び、前記基板搬送方向とは反対方向に前記基板又は前記試刷り基板を搬送する第2搬送状態の間で切り替える印刷装置側切り替え部と、をさらに有している、請求項1から3のいずれか一項に記載の自動試刷りシステム。
【請求項7】
前記ストレージのサイズは、前記スクリーン印刷装置が前記印刷処理を施すことができる全ての種類の基板の中で最大サイズの基板以上のサイズの試刷り基板を収納可能に設定されている、請求項1から3のいずれか一項に記載の自動試刷りシステム。
【請求項8】
前記スクリーン印刷装置は、
前記印刷処理を実行するスクリーン印刷機と、
前記基板搬送方向において前記スクリーン印刷機に対して上流側に配置されている上流側印刷コンベアと、
前記スクリーン印刷機内に配置されている機内コンベアと、
前記スクリーン印刷機に対して下流側に配置されている下流側印刷コンベアと、
前記基板又は前記試刷り基板のサイズに応じて、前記上流側印刷コンベア、前記機内コンベア、及び前記下流側印刷コンベアのコンベア幅を調整するコンベア幅調整部と、をさらに有している、請求項1から3のいずれか一項に記載の自動試刷りシステム。
【請求項9】
前記スクリーン印刷装置は、前記印刷処理を実行するスクリーン印刷機をさらに有しており、
前記スクリーン印刷機は、
前記スクリーン印刷機内に搬入される前記基板又は前記試刷り基板を下支えする複数の下支え部と、
前記基板又は前記試刷り基板のサイズに応じて前記複数の下支え部の配置を調整する配置調整部と、を有している、請求項1から3のいずれか一項に記載の自動試刷りシステム。
【請求項10】
前記スクリーン印刷装置は、前記印刷処理を実行するスクリーン印刷機をさらに有しており、
前記スクリーン印刷機は、
前記スクリーン印刷機内に搬入されている前記基板又は前記試刷り基板の上方に配置され、上面に半田が供給されるスクリーンマスクと、
前記スクリーンマスクの上方に配置され、予め設定されている移動方向に沿って前記スクリーンマスクに対して相対的に摺動することにより、前記半田を前記基板又は前記試刷り基板に印刷するスキージと、を有しており、
前記ストレージには、前記移動方向に対して直交する幅方向における前記基板の基板幅寸法よりも前記幅方向における試刷り幅寸法が大きく設定されている前記試刷り基板が収納されている、請求項1から3のいずれか一項に記載の自動試刷りシステム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、自動試刷りシステムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、特許文献1に開示されているように、プリント基板に対して適切な半田の印刷が施されるか否かを確認するために、試験的な印刷処理である試刷り処理を印刷装置に実行させることがある。
【0003】
また、この試刷り処理は、半田の粘度を適切な状態に回復させるため、又は、基板の開口部にフラックスを適切に馴染ませるために行われることがある。
【0004】
例えば、特許文献2には、半田の粘度を適切な状態に保つために、擬似的な充填動作(試刷り処理)を行う技術が開示されている。特許文献2の技術では、半田の印刷が所定期間実施されなかったときに、擬似的な基板を印刷装置(スクリーン印刷装置)のテーブル部に搬入する。そして、当該擬似的な基板に対して実際の生産時と同様の条件で印刷処理を行うことにより半田を攪拌し、半田の粘性を低下させている。
【先行技術文献】
【特許文献】
【0005】
特開2001-219537号公報
特開2004-025644号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献2に記載の技術では、印刷装置が大型化する恐れがある。具体的に、特許文献2に係る印刷装置は、擬似的な基板を保持しておくための上流側擬似基板ストッカと、印刷処理が施された後の擬似的な基板を保持しておくための下流側擬似基板ストッカと、を有している。さらに、特許文献2に係る印刷装置は、通常の回路基板に代えて擬似的な基板を上流側擬似基板ストッカからテーブル部に搬入するための切り替え手段、及び、擬似的な基板を下流側擬似基板ストッカに搬出するための切り替え手段を有している。これらの各部を備えるように印刷装置を設計する場合、印刷装置の大型化を抑制することは困難である。
【0007】
これに対して、印刷装置の大型化を抑制するために、印刷装置の設計を簡略化することが考えられる。具体的には、印刷装置から上流側擬似基板ストッカ、下流側擬似基板ストッカ、および2つの切り替え手段を取り除く。そして、試刷り処理を行う際は、オペレータに手動で試刷り基板を印刷装置にセットさせ、試刷り処理完了後の試刷り基板はオペレータに手動で回収させることが考えられる。しかしながら、この場合、オペレータの作業効率が低下する。
【0008】
本開示の目的は、オペレータの作業効率が低下することを抑制しつつ、スクリーン印刷装置が大型化することを抑制可能な自動試刷りシステムを提供することにある。
【課題を解決するための手段】
【0009】
本開示の一局面に係る自動試刷りシステムは、基板の生産ラインにおいて行われる半田の試刷り工程を自動化するための自動試刷りシステムであって、前記基板に半田をスクリーン印刷する印刷処理を行うスクリーン印刷装置と、前記生産ラインにおける基板搬送方向において前記スクリーン印刷装置の上流側又は下流側に配置されているバッファ装置と、を備えており、前記バッファ装置は、前記スクリーン印刷装置による試験的な前記印刷処理である試刷り処理に用いられる試刷り基板を収容するストレージと、前記ストレージに収容されている前記試刷り基板を前記スクリーン印刷装置に送り出す送り出し機構と、前記試刷り処理が施された前記試刷り基板を前記ストレージに回収する回収機構と、を有している。
【0010】
この自動試刷りシステムによれば、試刷り基板のスクリーン印刷装置への送り出し、スクリーン印刷装置における試刷り処理、及びスクリーン印刷装置からの試刷り基板の回収、といった一連の試刷り工程を自動化することができる。具体的に、バッファ装置は、試刷り基板をスクリーン印刷装置に向けて送り出す送り出し機構を有している。この送り出し機構を用いることにより、試刷り基板をストレージからスクリーン印刷装置に向けて自動的に送り込むことができる。さらに、バッファ装置は、試刷り基板を回収する回収機構を有している。この回収機構を用いることにより、試刷り処理が行われた後の試刷り基板をストレージに自動的に回収することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ