TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024168442
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023085135
出願日
2023-05-24
発明の名称
賦形装置および賦形方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
70/46 20060101AFI20241128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】湾曲領域を含む賦形面を有する賦形型により積層体を賦形する際に、積層体に皺(リンクル)が発生する不具合を抑制する。
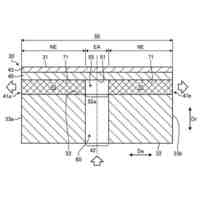
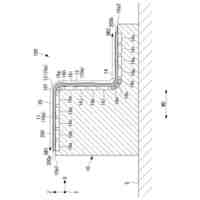
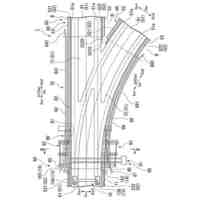
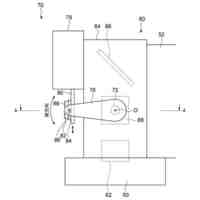
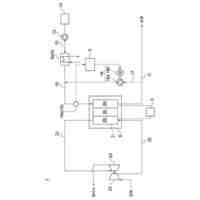
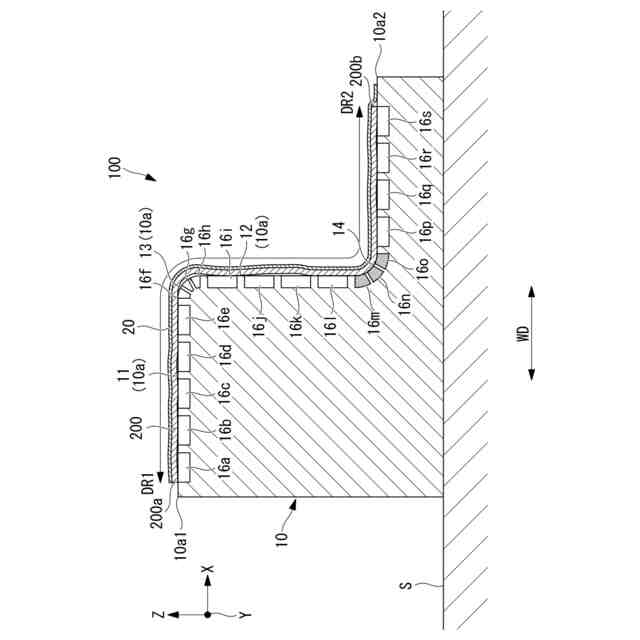
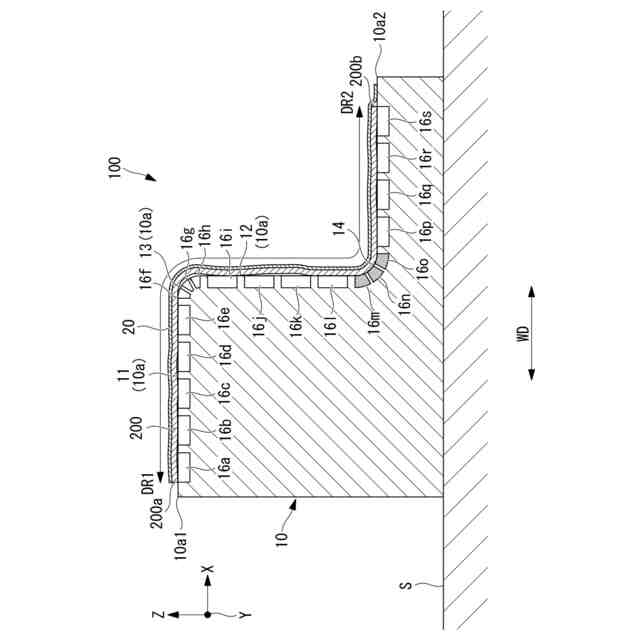
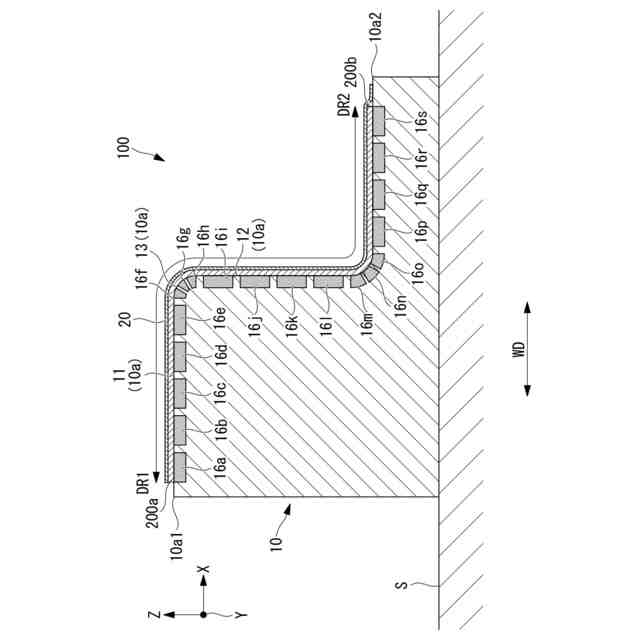
【解決手段】凸面13および凹面14を含む賦形面10aを有するとともに複数の電磁石16a~16sが配置された賦形型10と、複数の電磁石のそれぞれに選択的に電流を供給可能な電流供給部と、磁性材料を含む弾性部材により形成されて可撓性を有し賦形面10aとの間に積層体200を挟んだ状態で配置されるシート部材20と、を備え、複数の電磁石は、幅方向WDにおける賦形面10aの第1端部10a1から第2端部10a2に向けて間隔を空けて配置されており、電流供給部は、電磁石に電流を供給することにより、電流が供給される電磁石と該電磁石に対応する領域のシート部材20との間に配置される積層体200を、賦形面10aの形状に沿うように賦形する賦形装置100を提供する。
【選択図】図7
特許請求の範囲
【請求項1】
強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形装置であって、
長手方向に沿って延びるとともに幅方向に沿った凹形状または凸形状の少なくともいずれかの湾曲領域を含む賦形面を有するとともに前記賦形面に磁力を発生させる複数の電磁石が配置された賦形型と、
複数の前記電磁石のそれぞれに選択的に電流を供給可能な電流供給部と、
磁性材料を含む弾性部材により形成されて可撓性を有し前記賦形面との間に前記積層体を挟んだ状態で配置されるシート部材と、を備え、
複数の前記電磁石は、前記長手方向に延びるように形成され、かつ前記幅方向における前記賦形面の第1端部から第2端部に向けて間隔を空けて配置されており、
前記電流供給部は、前記電磁石に電流を供給することにより、電流が供給される前記電磁石と該電磁石に対応する領域の前記シート部材との間に配置される前記積層体を、前記賦形面の形状に沿うように賦形する賦形装置。
続きを表示(約 1,500 文字)
【請求項2】
前記電流供給部は、前記幅方向の所定位置に配置される前記電磁石へ電流の供給を開始した後に、前記所定位置から前記第1端部および/または前記第2端部に向けて複数の前記電磁石への電流の供給を段階的に開始する請求項1に記載の賦形装置。
【請求項3】
前記所定位置は、前記湾曲領域に対応する位置であり、
前記電流供給部は、前記所定位置に配置される前記電磁石へ電流の供給を開始した後に、前記所定位置から前記第1端部および前記第2端部に向けて複数の前記電磁石への電流の供給を段階的に開始する請求項2に記載の賦形装置。
【請求項4】
前記所定位置は、前記第1端部であり、
前記電流供給部は、前記所定位置に配置される前記電磁石へ電流の供給を開始した後に、前記所定位置から前記第2端部に向けて複数の前記電磁石への電流の供給を段階的に開始する請求項2に記載の賦形装置。
【請求項5】
前記賦形面は、前記湾曲領域よりも前記幅方向に沿った曲率の変化が小さい非湾曲領域を含み、
前記湾曲領域における複数の前記電磁石の前記幅方向の第1配置間隔は、前記非湾曲領域における複数の前記電磁石の前記幅方向の第2配置間隔よりも狭い請求項1から請求項4のいずれか一項に記載の賦形装置。
【請求項6】
前記電流供給部は、複数の前記電磁石に含まれる第1の前記電磁石に供給する第1電流値と、複数の前記電磁石に含まれる第2の前記電磁石に供給する第2電流値とを異ならせる請求項1から請求項4のいずれか一項に記載の賦形装置。
【請求項7】
前記電流供給部は、第1の前記電磁石に対応する領域に配置される前記積層体の第1の厚さが、第2の前記電磁石に対応する領域に配置される前記積層体の第2の厚さよりも厚い場合に、前記第1電流値を前記第2電流値よりも大きくする請求項6に記載の賦形装置。
【請求項8】
強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形方法であって、
長手方向に沿って延びるとともに幅方向に沿った凹形状または凸形状の少なくともいずれかの湾曲領域を含む賦形面を有するとともに前記賦形面に磁力を発生させる複数の電磁石が配置された賦形型に前記積層体を設置する積層体設置工程と、
前記賦形面との間に前記積層体を挟んだ状態で磁性材料を含む弾性部材により形成されて可撓性を有するシート部材を設置するシート部材設置工程と、
複数の前記電磁石のそれぞれに選択的に電流を供給することにより、電流が供給される前記電磁石と該電磁石に対応する領域の前記シート部材との間に配置される前記積層体を、前記賦形面の形状に沿うように賦形する賦形工程と、を備え、
複数の前記電磁石は、前記長手方向に延びるように形成され、かつ前記幅方向における前記賦形面の第1端部から第2端部に向けて間隔を空けて配置されている賦形方法。
【請求項9】
前記賦形工程は、前記幅方向の所定位置に配置される前記電磁石へ電流の供給を開始した後に、前記所定位置から前記第1端部および/または前記第2端部に向けて複数の前記電磁石への電流の供給を段階的に開始する請求項8に記載の賦形方法。
【請求項10】
前記所定位置は、前記湾曲領域に対応する位置であり、
前記賦形工程は、前記所定位置に配置される前記電磁石へ電流の供給を開始した後に、前記所定位置から前記第1端部および前記第2端部に向けて複数の前記電磁石への電流の供給を段階的に開始する請求項9に記載の賦形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形装置および賦形方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
航空機や自動車等に用いられる複合構造部材は任意の断面形状を有しており、これを製造する方法として、強化繊維を含む複数のシート材料を積層した積層体を賦形型に押し付けて賦形して目的形状を得る方法が知られている(例えば、特許文献1参照)。特許文献1,2には、Z型の断面を有する賦形型に積層体を配置して真空バッグで封止し、真空バッグで封止された空間を減圧することにより、積層体をZ型に賦形することが開示されている。
【0003】
また、他の賦形方法として、上型と下型を磁力により引き付けて上型と下型との間に配置した積層体を賦形する技術(例えば、特許文献2参照)や、磁性を有する強化繊維を含む複数のシート材料を積層した積層体を磁力により賦形型に押し付けて真空バッグによる賦形を補助する技術(例えば、特許文献3参照)が知られている。
【先行技術文献】
【特許文献】
【0004】
米国特許第11155069号明細書
米国特許第8268226号明細書
米国特許出願公開第2011/0180209号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1において、賦形型の凹んだ領域では、真空バッグで封止された空間を減圧することによる積層体の賦形型への加圧力が他の領域に比べて低下してしまい、積層体を賦形型の形状に沿って忠実に折り曲げることが困難となる。特に、真空バッグにより減圧する前には賦形型に接触しておらず、真空バッグによる減圧の開始後に賦形型に押し付けて賦形される積層体の面積が大きい場合、賦形後の積層体に皺(リンクル)が発生する可能性がある。
【0006】
また、特許文献2では、下型に設置された積層体の全領域を上型により同時に賦形するため、凹形状や凸形状の積層体を賦形する場合に、凹形状や凸形状の領域に皺が発生する可能性がある。また、特許文献3では、積層体を賦形する賦形力の大きさが積層体の各領域における強化繊維の磁性に依存するため、凹形状や凸形状の積層体を賦形する場合に、凹形状や凸形状の領域に適切な賦形力が発生せずに皺が発生する可能性がある。
【0007】
本開示は、このような事情に鑑みてなされたものであって、凹形状または凸形状の少なくともいずれかの湾曲領域を含む賦形面を有する賦形型により積層体を賦形する際に、積層体に皺(リンクル)が発生する不具合を抑制することが可能な賦形装置および賦形方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本開示の一態様に係る賦形装置は、強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形装置であって、長手方向に沿って延びるとともに幅方向に沿った凹形状または凸形状の少なくともいずれかの湾曲領域を含む賦形面を有するとともに前記賦形面に磁力を発生させる複数の電磁石が配置された賦形型と、複数の前記電磁石のそれぞれに選択的に電流を供給可能な電流供給部と、磁性材料を含む弾性部材により形成されて可撓性を有し前記賦形面との間に前記積層体を挟んだ状態で配置されるシート部材と、を備え、複数の前記電磁石は、前記長手方向に延びるように形成され、かつ前記幅方向における前記賦形面の第1端部から第2端部に向けて間隔を空けて配置されており、前記電流供給部は、前記電磁石に電流を供給することにより、電流が供給される前記電磁石と該電磁石に対応する領域の前記シート部材との間に配置される前記積層体を、前記賦形面の形状に沿うように賦形する。
【0009】
本開示の一態様に係る賦形方法は、強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形方法であって、長手方向に沿って延びるとともに幅方向に沿った凹形状または凸形状の少なくともいずれかの湾曲領域を含む賦形面を有するとともに前記賦形面に磁力を発生させる複数の電磁石が配置された賦形型に前記積層体を設置する積層体設置工程と、前記賦形面との間に前記積層体を挟んだ状態で磁性材料を含む弾性部材により形成されて可撓性を有するシート部材を設置するシート部材設置工程と、複数の前記電磁石のそれぞれに選択的に電流を供給することにより、電流が供給される前記電磁石と該電磁石に対応する領域の前記シート部材との間に配置される前記積層体を、前記賦形面の形状に沿うように賦形する賦形工程と、を備え、複数の前記電磁石は、前記長手方向に延びるように形成され、かつ前記幅方向における前記賦形面の第1端部から第2端部に向けて間隔を空けて配置されている。
【発明の効果】
【0010】
本開示によれば、凹形状または凸形状の少なくともいずれかの湾曲領域を含む賦形面を有する賦形型により積層体を賦形する際に、積層体に皺(リンクル)が発生する不具合を抑制することが可能な賦形装置および賦形方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
軸受装置
8日前
三菱重工業株式会社
蓄熱装置
1日前
三菱重工業株式会社
光測距装置
2日前
三菱重工業株式会社
冷却システム
7日前
三菱重工業株式会社
自重補償装置
1日前
三菱重工業株式会社
陰イオン検出装置
1日前
三菱重工業株式会社
加工装置及び加工方法
8日前
三菱重工業株式会社
推進装置、及び移動体
8日前
三菱重工業株式会社
賦形装置および賦形方法
8日前
三菱重工業株式会社
炭化水素の直接分解方法
14日前
三菱重工業株式会社
復水器、及びその運転方法
9日前
三菱重工業株式会社
供給装置、及び搬送システム
1日前
三菱重工業株式会社
ラベル貼りシステムおよび方法
2日前
三菱重工業株式会社
側方案内式の軌道系交通システム
2日前
三菱重工業株式会社
蒸気供給システム及び蒸気供給方法
7日前
三菱重工業株式会社
蒸気供給システム及び蒸気供給方法
7日前
三菱重工業株式会社
校正装置、校正方法、及びプログラム
1日前
三菱重工業株式会社
燃焼設備用システムおよび燃焼制御方法
2日前
三菱重工業株式会社
搬送システム、搬送方法及びプログラム
1日前
三菱重工業株式会社
冷却システム、冷却方法、及びプログラム
1日前
三菱重工業株式会社
情報提供装置、情報提供方法、プログラム
1日前
三菱重工業株式会社
燃焼設備用システム、および情報処理方法
8日前
三菱重工業株式会社
炉心解析方法、炉心解析装置及びプログラム
1日前
三菱重工業株式会社
排気室、蒸気タービン及び排気室の改造方法
8日前
三菱重工業株式会社
破面解析方法、破面解析装置、及びプログラム
1日前
三菱重工業株式会社
光学系の駆動装置及びビームプロファイル測定装置
1日前
三菱重工業株式会社
購入支援装置、購入支援方法、及び購入支援プログラム
1日前
三菱重工業株式会社
ボイラ流体漏洩検出装置及びボイラ流体漏洩検出システム
8日前
三菱重工業株式会社
制御装置、粉粒体供給システム、制御方法、およびプログラム
7日前
三菱重工業株式会社
ガス化炉設備、ガス化複合発電設備及びガス化炉設備の運転方法
1日前
三菱重工業株式会社
バーナの異常燃焼検出装置、およびバーナの異常燃焼検出システム
8日前
三菱重工業株式会社
多重化システムの制御プログラム、制御システム、及び、制御方法
1日前
三菱重工業株式会社
スートブロワの異常検出装置、およびスートブロワの異常検出システム
8日前
三菱重工業株式会社
ビームプロファイル測定装置用の姿勢調整装置及びビームプロファイル測定システム
1日前
三菱重工業株式会社
ソフトウェア更新システム、ソフトウェア更新方法、及び、ソフトウェア更新プログラム
8日前
三菱重工業株式会社
水素製造システム及び水素製造システムの運転方法
7日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ