TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165863
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082419
出願日
2023-05-18
発明の名称
液体アンモニア中応力腐食割れ特性の評価方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
17/00 20060101AFI20241121BHJP(測定;試験)
要約
【課題】液体アンモニアによって鋼材に生じるSCCを実験室で加速して再現し、SCC感受性を評価することが可能な液体アンモニア中応力腐食割れ特性の評価方法を提供する。
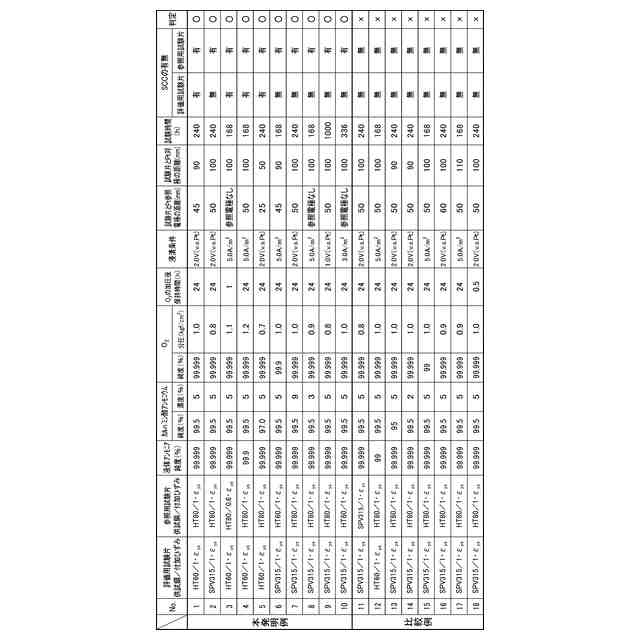
【解決手段】曲げ試験治具で表面ひずみが付与された参照用試験片及び評価用試験片、並びにカルバミン酸アンモニウムのアンモニア溶液及び酸素ガスを同一の圧力容器内に導入して加圧し1時間以上保持する工程と、試験時間経過後に応力腐食割れの発生の有無を確認する工程、を含み、各試験片は曲げ試験治及び前記圧力容器具とは電気的に絶縁されており、参照用試験片のビッカース硬さは230HV以上であり、液体アンモニア及びカルバミン酸アンモニウム、並びに酸素ガスは所定の純度以上であり、参照用試験片に応力腐食割れの発生が認められた場合、評価用試験片の応力腐食割れの評価を有効とする。
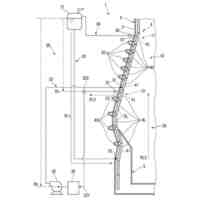
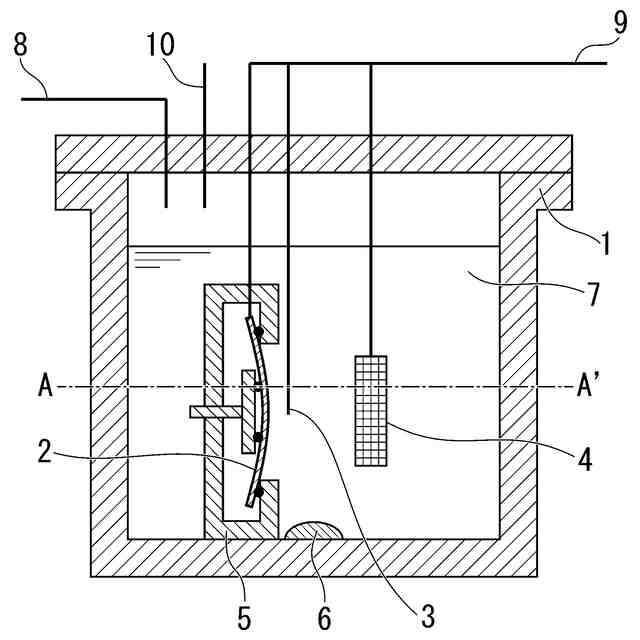
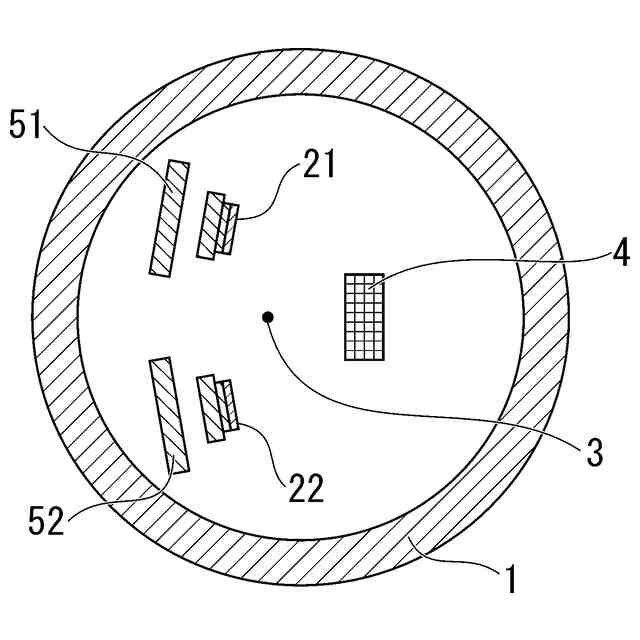
【選択図】図1
特許請求の範囲
【請求項1】
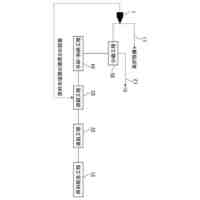
曲げ試験治具によって表面ひずみが付与された、参照用試験片及び評価用試験片と、前記参照用試験片及び前記評価用試験片のそれぞれの試験面に対向する対極と、又は、前記参照用試験片及び前記評価用試験片と、前記対極と、前記参照用試験片及び前記評価用試験片のそれぞれの試験面に対向する参照電極と、を同一の圧力容器内に設置する設置工程と、
カルバミン酸アンモニウムを3質量%以上含むアンモニア溶液を前記圧力容器内に充填する充填工程と、
酸素ガスを前記圧力容器内に導入して加圧し、1時間以上保持する保持工程と、
予め実施された試験において前記参照用試験片に応力腐食割れが発生した試験時間の間、加圧状態を維持し、前記参照用試験片及び前記評価用試験片を、前記対極に対して1.0V以上で陽分極となる定電位で保持する、又は、電流密度が3.0A/m
2
以上の定電流でアノード分極させながら保持する試験工程と、
前記試験時間の経過後に応力腐食割れの発生の有無を確認する確認工程と、
を含み、
前記参照用試験片及び前記評価用試験片は、前記曲げ試験治具及び前記圧力容器とは電気的に絶縁されており、
前記参照用試験片の素材はビッカース硬さが230HV以上の鋼材、又は、ビッカース硬さが230HV以上の溶接熱影響部を含む溶接継手であり、
前記参照用試験片の試験面と前記対極との距離及び前記評価用試験片の試験面と前記対極との距離は、それぞれ100mm以下であり、
前記定電位での保持では、前記参照用試験片の前記試験面と前記参照電極との距離及び前記評価用試験片の前記試験面と前記参照電極との距離は、それぞれ50mm以下であり、
前記アンモニア溶液を構成する液体アンモニアの純度は99.9%以上であり、
前記カルバミン酸アンモニウムの純度は97.0%以上であり、
前記酸素ガスの純度は99.9%以上であり、
前記確認工程で前記参照用試験片に応力腐食割れの発生が認められた場合に、前記評価用試験片の応力腐食割れの評価を有効とする、
液体アンモニア中応力腐食割れ特性の評価方法。
続きを表示(約 340 文字)
【請求項2】
前記保持工程及び前記試験工程では、前記圧力容器内のO
2
分圧を0.5kgf/cm
2
以上5.0kgf/cm
2
以下とする、
請求項1に記載の液体アンモニア中応力腐食割れ特性の評価方法。
【請求項3】
前記表面ひずみは降伏ひずみの0.6倍以上である、
請求項1又は2に記載の液体アンモニア中応力腐食割れ特性の評価方法。
【請求項4】
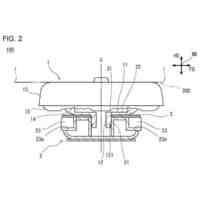
前記曲げ試験治具は、4点曲げ試験治具であり、セラミック製又はガラス製のピンを介して、前記参照用試験片及び前記評価用試験片を定変位支持する、
請求項1又は2に記載の液体アンモニア中応力腐食割れ特性の評価方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、液体アンモニア中応力腐食割れ特性の評価方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
アンモニアは、従来から肥料の原料や冷媒など、様々な用途で広く使用されている。近年、地球温暖化対策のニーズが高まり、アンモニアは燃焼時にCO
2
を排出しないという特性から、次世代エネルギーとして注目されるようになった。火力発電、産業、エンジン等でのアンモニアの混焼や専焼を通じて、CO
2
排出量の削減が期待されている。これらの用途に膨大な量のアンモニアを供給するためには、アンモニアの効率のよい貯蔵や運搬が必要であり、高強度鋼製の大型のアンモニアタンクの建造が求められている。
【0003】
しかし、アンモニアは鋼材に対して腐食性を有し、液体アンモニア中で鋼材は応力腐食割れ(Stress Corrosion Cracking、以下「SCC」ということがある。)を発生する場合がある。そのため、現状、アンモニアタンクに使用される鋼材の強度は制限されている。しかし、今後、大型のアンモニアタンクを製造するために高強度鋼を使用した場合、溶接継手の溶接残留応力が大きくなることに加えて、設計応力も高くなるため、SCC感受性が上昇する。したがって、液体アンモニア中で高強度鋼及びその溶接部のSCC特性を適切に評価した上で、SCCが生じない条件で高強度鋼製の大型アンモニアタンクを設計・製造する必要がある。
【0004】
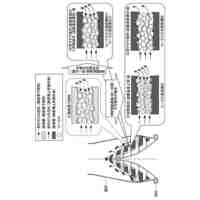
液体アンモニア中の鋼材のSCCは、活性経路腐食型のSCCと言われており、液体アンモニアタンクの長期間の供用中に、アンモニアと接するタンク内面で腐食皮膜が生成し、溶接残留応力や内圧によるフープ応力で皮膜が局所的に破壊すると、新生面が露出して、当該新生面が優先的に腐食・溶解することで割れに至るとされる。このようなSCC現象を正確に再現しようとすると、実タンクのSCCと同等の膨大な時間(数年から十数年)がかかるため、試験効率が極端に悪くなる。
【0005】
そこで、実験室でSCC現象を再現するために、例えば、特許文献1には、25℃の液体アンモニアをベースに、SCCの加速因子として飽和量のCO
2
(十分な量のカルバミン酸アンモニウム:NH
4
CO
2
NH
2
)と1kgf/cm
2
のO
2
を加え、さらに定電位発生装置(ポテンショスタット)を介して液体アンモニア中の4点曲げ試験片に定電位(白金電極に対して2V、アノード側への分極)を印加することで、168時間でSCCを再現する技術が開示されている。
【0006】
また、特許文献2には、試験片はアノード分極されていないが、試験片をU字に曲げて塑性ひずみを付与することで皮膜破壊を助長し、また、環境加速因子としてCO
2
(カルバミン酸アンモニウム)と酸素を加えることで、25℃の液体アンモニア中に1000時間浸漬してSCCを再現する技術が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開昭57-137096号公報
特開平11-131178号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、液体アンモニア中の鋼材のSCCには温度依存性があり、低温よりも室温(20~25℃)の方がSCC感受性が上がる。しかしながら、室温でアンモニアを液体状態に保つためには、高圧(例えば20℃で0.86MPa以上)とする必要がある。そのため、液体アンモニア中で鋼材のSCC評価試験を厳しい条件、例えば室温で行うには圧力容器(オートクレーブ)が必要となり、これが実験上の制約を与える。また、試験中にアンモニアが漏洩せぬよう注意する必要があるため、取り扱いが極めて煩雑となる。
【0009】
そのため、特許文献1及び特許文献2のいずれに記載の技術においても、比較的小型の圧力容器中に複数の試験片を同時に入れて評価し、試験の効率化を図っている。しかし、特許文献1及び特許文献2のいずれにも同一のSCC試験における試験環境が適切に厳しく管理されたものか明記されておらず、これらに記載の技術では試験条件が厳密に制御されていない可能性がある。また、液体アンモニア中への酸素添加はSCC発生への有力な加速因子となるが、本発明者の検討により、酸素添加後に皮膜が形成されるまでの時間を経てからSCC試験を開始しないと、その酸素添加の効果が得られないことが判明した。しかしながら、特許文献1には酸素添加からSCC試験開始までの時間が記されておらず、この点においても試験条件が厳密に制御されていない可能性がある。また、酸素添加からSCC試験開始までの時間が記されていないため、加速試験として適切であるか否かも不明である。
【0010】
さらに、液体アンモニア中の鋼材のSCCは、液体アンモニアに混入する微量の不純物の影響を受け易く、試験環境の微量不純物の制御を適切に行わないとSCCが再現されず、適切ではない評価となってしまう。しかしながら、試験毎に環境中の不純物種類と濃度を高精度に分析することは極めて煩雑であり、現実的ではない。したがって、試験環境に用いるアンモニア純度や添加物質の濃度を予め適切に制限した上で、評価材を含む試験環境が液体アンモニアSCCの再現として適切に行われていることを示す試験方法が必要とされる。しかしながら、特許文献1及び特許文献2のいずれにも、試験環境再現に用いた各物質の純度や濃度は明記されておらず、液体アンモニア中SCCの評価では、試験環境中の不純物の種類及び濃度が曖昧となっている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋳塊
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
23日前
日本製鉄株式会社
ボルト
23日前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
高炉冷却装置
2日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
鉄道車両用台車
23日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
3日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
11日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
17日前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
1か月前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
制御装置および制御方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
レーザ溶接継手及び自動車用部材
16日前
日本製鉄株式会社
振動抑制装置の動作診断システム
25日前
日本製鉄株式会社
プレス成形シミュレーション方法
10日前
日本製鉄株式会社
成形性に優れた高強度嵌合用鋼管
1か月前
日鉄環境株式会社
廃水の処理方法
1か月前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
1か月前
日本製鉄株式会社
ローラ矯正方法及び金属板の製造方法
1か月前
日本製鉄株式会社
焼結原料の装入方法及びその装入装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ