TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024164654
公報種別
公開特許公報(A)
公開日
2024-11-27
出願番号
2023080297
出願日
2023-05-15
発明の名称
押出成形機及び押出成形機の制御方法
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
48/275 20190101AFI20241120BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】エネルギーの利用効率を高め、省エネルギー化が実現することが可能な押出成形機及び押出成形機の制御方法を提供する
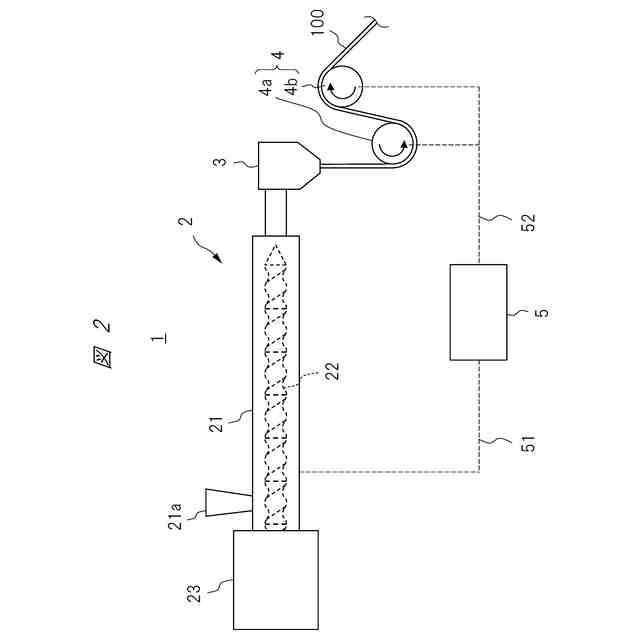
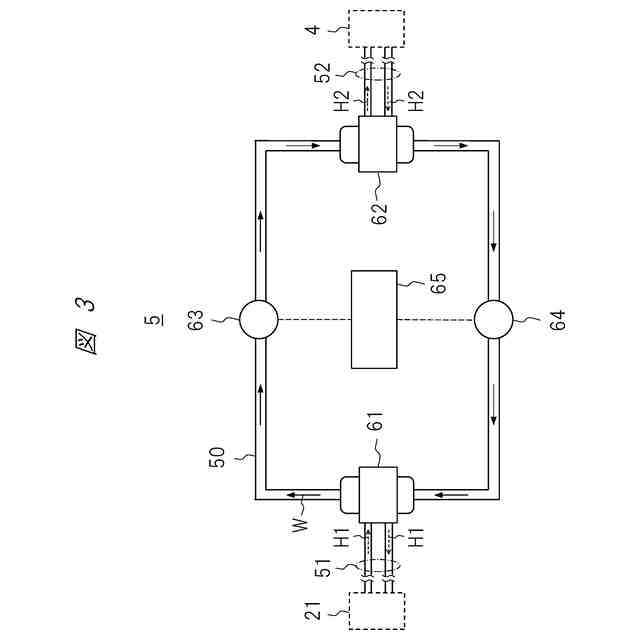
【解決手段】一実施の形態の押出成形機1は、作動媒体を循環させ、作動媒体と複数の熱媒体との間で熱を移動させるヒートポンプ5を有する。ヒートポンプ5は、作動媒体を膨張させる膨張弁と、膨張弁で膨張された作動媒体と、シリンダ21から熱を吸収した熱媒体との熱交換を行う熱交換器と、熱交換器で熱交換された作動媒体を圧縮する圧縮機と、圧縮機によって圧縮された作動媒体と、ロール4に熱を放出した熱媒体との熱交換を行う熱交換器と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
成形材料を加熱して溶融させるシリンダと、前記シリンダの内部で回転し、前記成形材料を混練するスクリュと、前記成形材料をシート状に押出すダイと、を備える押出装置と、
前記押出装置の後段に設けられ、前記ダイから得られる樹脂シートを経由させるロールと、
作動媒体を循環させ、前記作動媒体と複数の熱媒体との間で熱を移動させるヒートポンプと、を有する押出成形機であって、
前記ヒートポンプは、
前記作動媒体を膨張させる膨張弁と、
前記膨張弁で膨張された前記作動媒体と、前記シリンダから熱を吸収した第1熱媒体との熱交換を行う第1熱交換器と、
前記第1熱交換器で熱交換された前記作動媒体を圧縮する圧縮機と、
前記圧縮機によって圧縮された前記作動媒体と、前記ロールに熱を放出した第2熱媒体との熱交換を行う第2熱交換器と、を備える、押出成形機。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の押出成形機において、
前記第1熱交換器と熱交換を行い冷却された前記第1熱媒体を、前記シリンダに供給する供給配管と、
前記シリンダに供給され、前記シリンダの熱を吸収して気化した前記第1熱媒体を回収するバッファタンクと、
前記バッファタンクに収容された前記第1熱媒体を、前記第1熱交換器に循環させる循環配管と、を有する、押出成形機。
【請求項3】
請求項1に記載の押出成形機において、
前記ロールは、前記ダイから押出された前記樹脂シートを冷却するためのキャストロールである、押出成形機。
【請求項4】
請求項1に記載の押出成形機において、
前記ロールは、前記樹脂シートを成形する成形装置が有する加熱ロール又は前記樹脂シートを延伸する延伸装置が有する予熱ロールである、押出成形機。
【請求項5】
請求項1に記載の押出成形機において、
前記第2熱媒体は、第3熱媒体を循環させる熱媒循環装置を介して、前記ロールに間接的に熱を放出する構成を有する、押出成形機。
【請求項6】
請求項1に記載の押出成形機において、
前記ヒートポンプは、前記第1熱交換器及び前記第2熱交換器の少なくともいずれかを複数有するヒートポンプである、押出成形機。
【請求項7】
シリンダ、スクリュ及びダイを備える押出装置と、前記押出装置の後段に設けられたロールと、作動媒体を循環させ、前記作動媒体と複数の熱媒体との間で熱を移動させるヒートポンプと、を有する押出成形機の制御方法であって、
前記ヒートポンプを制御して、前記シリンダ及び前記ロールの温度を調整する温調制御を行う、押出成形機の制御方法。
【請求項8】
請求項7に記載の押出成形機の制御方法において、
前記ヒートポンプは、前記作動媒体を膨張させる膨張弁と、前記膨張弁で膨張された前記作動媒体を、前記シリンダから熱を吸収した第1熱媒体と熱交換を行う第1熱交換器と、前記第1熱交換機で熱交換された前記作動媒体を圧縮する圧縮機と、前記圧縮機によって圧縮された前記作動媒体と、前記ロールに熱を放出した第2熱媒体と熱交換を行う第2熱交換器と、を備える、押出成形機の制御方法。
【請求項9】
請求項8に記載の押出成形機の制御方法において、
前記第2熱媒体は、第3熱媒体を循環させる熱媒循環装置を介して、前記ロールに間接的に熱を放出する、押出成形機の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出成形機及び押出成形機の制御方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
押出成形機は、例えば、樹脂シートの製造方法に用いられる。この樹脂シートの製造方法としては、内部にスクリュを備えたシリンダを有する押出装置により原料を溶融し、得られた溶融樹脂を押出成形用ダイ(Tダイ)からシート形状に押出すことにより製造する方法が知られている(例えば、特許文献1(特開平11-320657号公報)参照)。
【0003】
すなわち、ここで用いられる押出成形機は、原料樹脂を高温に加熱して溶融樹脂とするシリンダを備える押出装置と、溶融樹脂をシート形状に吐出するTダイと、吐出されたシート形状の溶融樹脂を冷却して固化させるロール(キャストロール)を有する。
【先行技術文献】
【特許文献】
【0004】
特開平11-320657号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、シリンダはその温度が設定温度を超えて高くなった場合、その温度を下げるために冷却水が供給され、一方、キャストロール等では、高温の樹脂シートの温度を低下させるための温度管理がなされている。なお、キャストロール等では冷却対象のシート状の樹脂が高温であるため、常温を基準とすれば、加熱する温度(例えば、30~100℃程度)に管理されている。
【0006】
すなわち、押出成形機内において、一方で冷却が行われ、他方で加熱が行われ、それぞれ独立して管理されており、熱エネルギーが効率的に使用されているとは言えない。そのため、エネルギーの利用効率を高め、省エネルギー化を図ることができる押出成形機及び押出成形機の温調制御方法が望まれている。
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
一実施の形態によれば、押出成形機は、成形材料を加熱して溶融させるシリンダと、シリンダの内部で回転し、成形材料を混練するスクリュと、成形材料をシート状に押出すダイと、を備える押出装置と、押出装置の後段に設けられ、ダイから得られる樹脂シートを経由させるロールと、作動媒体を循環させ、作動媒体と複数の熱媒体との間で熱を移動させるヒートポンプと、を有する。ここで、ヒートポンプは、膨張弁と、シリンダから熱を吸収した熱媒体と熱交換を行う熱交換器と、圧縮機と、ロールに熱を放出した熱媒体と熱交換を行う熱交換器と、を備える。
【発明の効果】
【0008】
一実施の形態によれば、エネルギーの利用効率を高め、省エネルギー化を実現することが可能な押出成形機及び押出成形機の制御方法を提供することができる。
【図面の簡単な説明】
【0009】
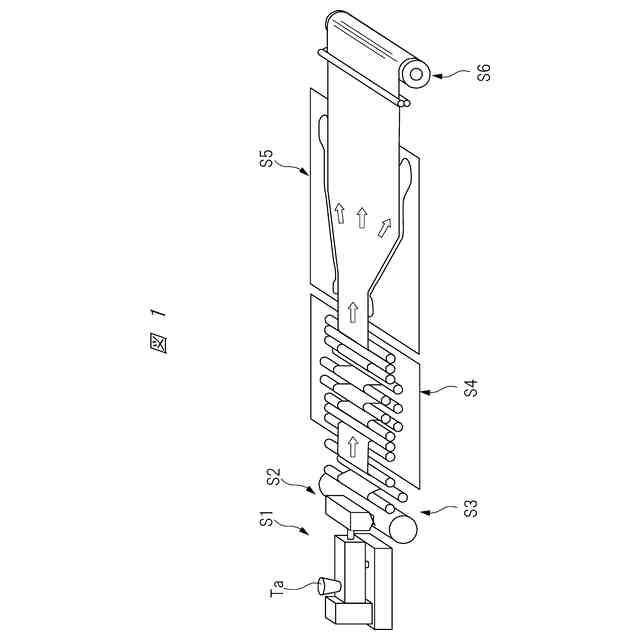
実施の形態1に係る押出成形機を用いる、押出成形システムの構成を示す模式図である。
実施の形態1に係る押出成形機の構成を示す模式図である。
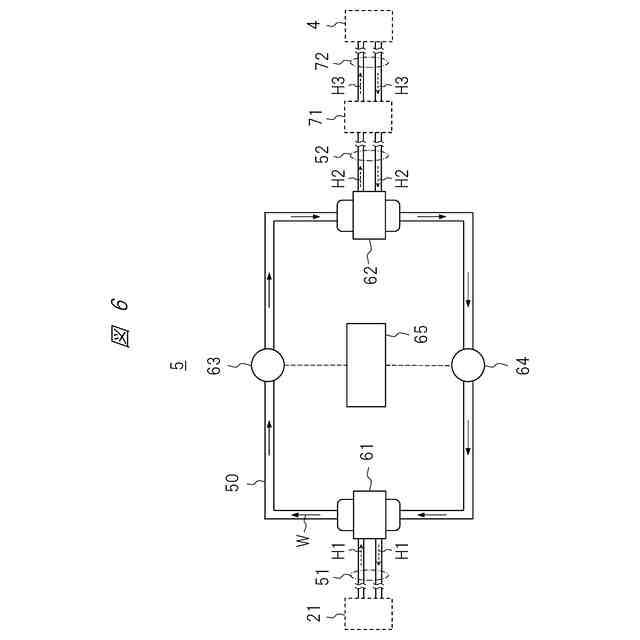
実施の形態1に係るヒートポンプの構成を示す模式図である。
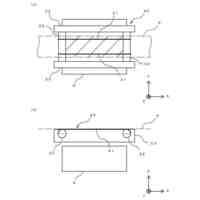
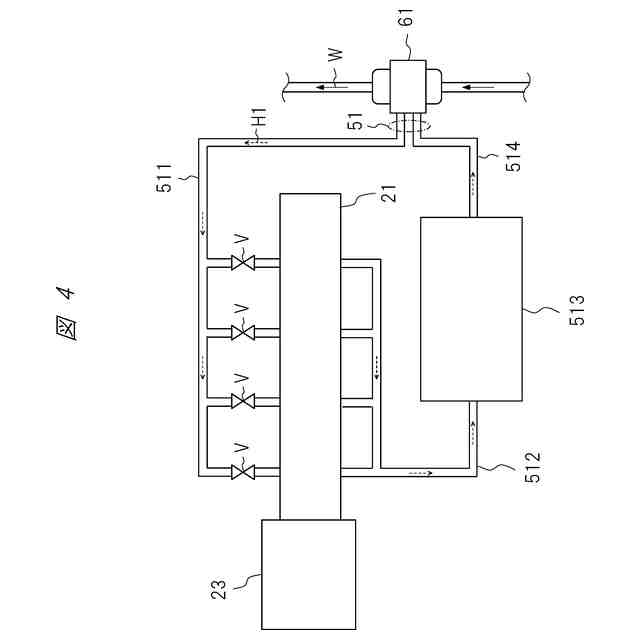
実施の形態1に係るシリンダの温調制御を実施するための一構成例を示す模式図である。
実施の形態1に係るヒートポンプによる温調制御の手順の一例を示すフローチャートである。
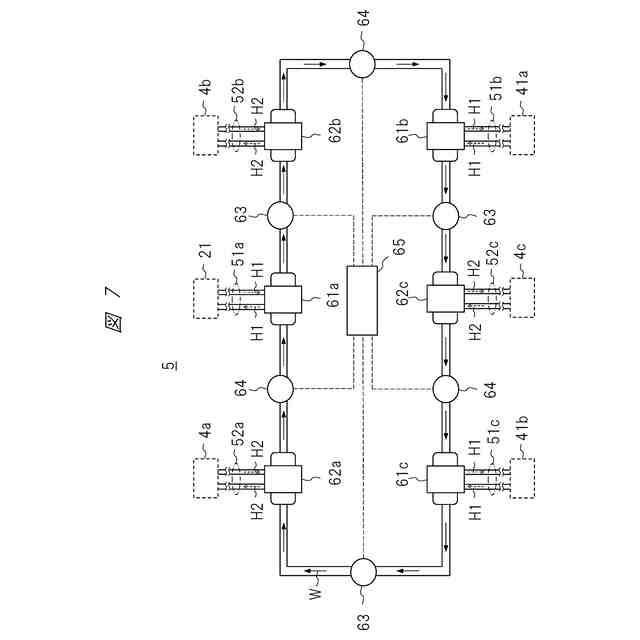
実施の形態2に係るヒートポンプの構成を示す模式図である。
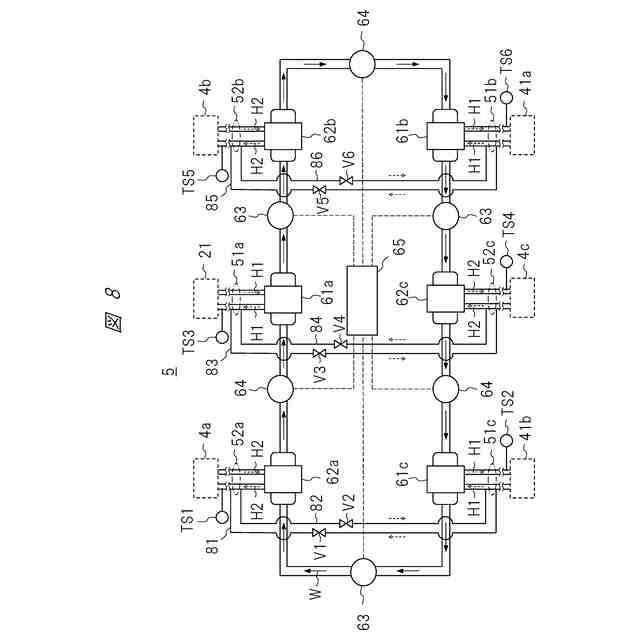
実施の形態3に係るヒートポンプの構成を示す模式図である。
変形例1に係るヒートポンプの構成を示す模式図である。
【発明を実施するための形態】
【0010】
以下、一実施の形態について図面を参照しながら詳細に説明する。なお、実施の形態を説明するために参照する全ての図面において、同一又は実質的に同一の機能を有する部材などには同一の符号を付す。また、一度説明した部材などについては、原則として繰り返しの説明は行わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
3日前
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社リコー
シート剥離装置
3か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
小林工業株式会社
振動溶着機
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社スリーエス
光造形装置
6か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社コスメック
磁気クランプ装置
2か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社日本製鋼所
射出成形機
5か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
株式会社FTS
ブローニードル
3日前
株式会社イクスフロー
成形装置
7か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
株式会社日本製鋼所
射出成形機
23日前
NISSHA株式会社
加飾成形品の製造方法
7か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ