TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024163513
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079205
出願日
2023-05-12
発明の名称
超音波検査装置及び超音波検査方法
出願人
株式会社日立製作所
代理人
弁理士法人磯野国際特許商標事務所
主分類
G01B
17/00 20060101AFI20241115BHJP(測定;試験)
要約
【課題】溶接部の未溶着やノッチと呼ばれる溶け残りの初期長さを測定するのに好適な超音波検査装置及び超音波検査方法を提供する。
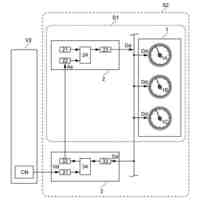
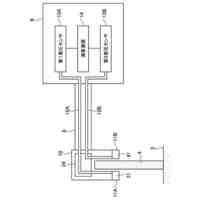
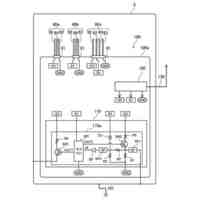
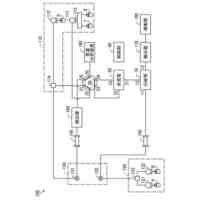
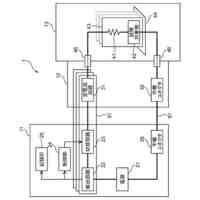
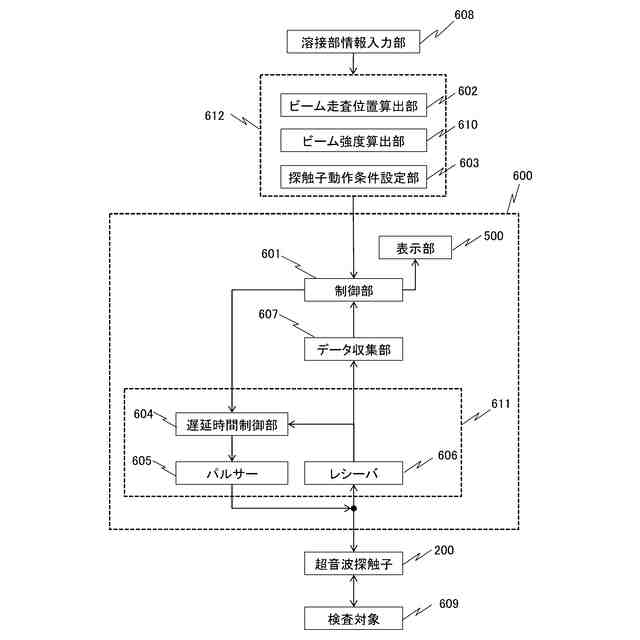
【解決手段】本発明の超音波検査装置600は、複数の超音波素子を持つ超音波探触子200により溶接部の超音波探傷を行う超音波検査装置であって、溶接構造物の開先位置、開先形状と周辺構造が分かる溶接情報と、許容未溶着長さと、を取得する溶接部情報入力部608と、溶接情報と許容未溶着長さに基づいて、超音波ビームを出射するとともに溶接部の反射エコーを受信する超音波探触子の動作条件を設定するビーム走査条件設定部612と、超音波探傷を行って探傷画像を取得し、探傷画像から未溶着長さを検出する制御部601と、を備えるようにした。
【選択図】 図10
特許請求の範囲
【請求項1】
複数の超音波素子を持つ超音波探触子により溶接部の超音波探傷を行う超音波検査装置であって、
溶接構造物の開先位置、開先形状と周辺構造が分かる溶接情報と、許容未溶着長さと、を取得する溶接部情報入力部と、
前記溶接情報と前記許容未溶着長さに基づいて、超音波ビームを出射するとともに溶接部の反射エコーを受信する前記超音波探触子の動作条件を設定するビーム走査条件設定部と、
超音波探傷を行って探傷画像を取得し、前記探傷画像から未溶着長さを検出する制御部と、
を備えることを特徴とする超音波検査装置。
続きを表示(約 1,600 文字)
【請求項2】
請求項1に記載の超音波検査装置において、
前記制御部は、前記許容未溶着長さと検出した前記未溶着長さとから溶接施工の合否判定を行う
ことを特徴とする超音波検査装置。
【請求項3】
請求項1に記載の超音波検査装置において、
前記ビーム走査条件設定部は、溶接構造物の開先を超音波ビームの走査位置とし、前記開先形状と前記許容未溶着長さから未溶着始端と未溶着終端を設定し、未溶着終端から未溶着始端に向かうに従い超音波ビームの強度を弱める
ことを特徴とする超音波検査装置。
【請求項4】
請求項3に記載の超音波検査装置において、
前記ビーム走査条件設定部は、未溶着終端と未溶着始端の間の未溶着部に超音波ビームを走査する際には、溶接構造部の底面で超音波ビームが反射して未溶着部に入射するように超音波ビームを出射する前記超音波探触子の動作条件を設定するとともに、溶接部の反射エコーを受信する前記超音波探触子の動作条件を設定する
ことを特徴とする超音波検査装置。
【請求項5】
請求項3に記載の超音波検査装置において、
前記ビーム走査条件設定部は、未溶着始端の超音波ビームの走査をする際には、未溶着始端の散乱波を反射エコーとして受信するように前記超音波探触子の動作条件を設定する
ことを特徴とする超音波検査装置。
【請求項6】
請求項1に記載の超音波検査装置において、
前記ビーム走査条件設定部は
前記溶接情報に基づいて開先を超音波ビームの焦点の走査位置とするとともに、前記許容未溶着長さに基づいて未溶着始端の位置に対応する超音波ビームの焦点の走査位置を算出するビーム走査位置算出部と、
前記開先形状と前記許容未溶着長さから未溶着始端と未溶着終端を設定し、未溶着始端から未溶着終端に向かうに従い超音波ビームの強度が強くなるように超音波ビームの出力強度を調整するビーム強度算出部と、
前記ビーム走査位置算出部で算出した超音波ビームの焦点の走査位置と、前記溶接情報における構造材の底面の位置情報とから、前記超音波探触子の設置位置と超音波の出射と入射における超音波ビームの経路位置を算出し、前記超音波探触子の動作条件を求めるとともに、前記ビーム強度算出部で算出した超音波ビームの出力強度に応じて前記超音波探触子の動作条件を設定する探触子動作条件設定部と、
から成ることを特徴とする超音波検査装置。
【請求項7】
請求項1に記載の超音波検査装置において、
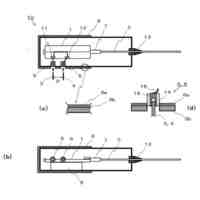
前記溶接部は、I字開先における部分溶け込み溶接で行われた部分であり、
前記超音波探触子は、溶接金属側に設けられる
ことを特徴とする超音波検査装置。
【請求項8】
複数の超音波素子を持つ超音波探触子により溶接部の超音波探傷を行う超音波検査方法であって、
溶接構造物の開先位置、開先形状と周辺構造が分かる溶接情報と、許容未溶着長さと、を取得するステップと、
前記溶接情報と前記許容未溶着長さに基づいて、超音波ビームを出射するとともに溶接部の反射エコーを受信する前記超音波探触子の動作条件を設定するステップと、
超音波探傷を行って探傷画像を取得し、前記探傷画像から未溶着長さを検出するステップと、
を含むことを特徴とする超音波検査方法。
【請求項9】
請求項8に記載の超音波検査方法において、
前記超音波探触子の動作条件を設定するステップは、
溶接構造物の開先を超音波ビームの走査位置とするステップと、
前記開先形状と前記許容未溶着長さから未溶着始端と未溶着終端に設定するステップと、
未溶着終端から未溶着始端に向かうに従い超音波ビームの強度を弱めるステップと、
を含むことを特徴とする超音波検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接構造物の溶接部の超音波検査装置及び超音波検査方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
一般に、様々な溶接構造物の溶接部の施工状態は、非破壊検査法の一つである超音波探傷法が用いられることが多い。超音波探傷による施工状態の確認は、構造や溶け込み先端などの音響的不連続の部位において、超音波が反射する現象を利用している。詳しくは、超音波を送信・受信する超音波探触子を被検査体の表面に配置し、超音波探触子から超音波パルスを送信し、その反射エコーを超音波探触子で受信する。この受信した反射エコーを信号処理することで、溶接部の溶け込み深さなどの施工状態を判定する。
【0003】
例えば、特許文献1には、溶接によってつないだ中空円筒配管の溶接部を超音波検査する方法が開示され、管の肉厚方向(表面~内面方向,溶接の深さ方向)を検査する際に,どの深さであっても,常に超音波を深さ方向に対し垂直な方向から当てたい。かつ,各深さ位置で音の強さを最大にしている。
【0004】
そこで,配管表面に超音波を入射する際に,音響シミュレーションにより設計した音響レンズを用いて,各深さで音がフォーカスするようにする。この時、深さ方向に関して連続的にフォーカスを変えるのではなく、肉厚tと音のフォーカスサイズφからtをφで除算し、除算結果に近い整数Nを求め、深さ方向をN分割して、分割位置毎にフォーカスさせる。
【0005】
また、特許文献2には、探傷用の超音波とは別に超音波を打ち溶接ビード表面の形状を把握し、把握した形状に基づきフォーカス位置を調整することで、探触子を配置した溶接ビードの凹凸形状によるフォーカス位置がずれを低減する、溶接部を超音波探傷する技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2016-038361号公報
特開2007-170877号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
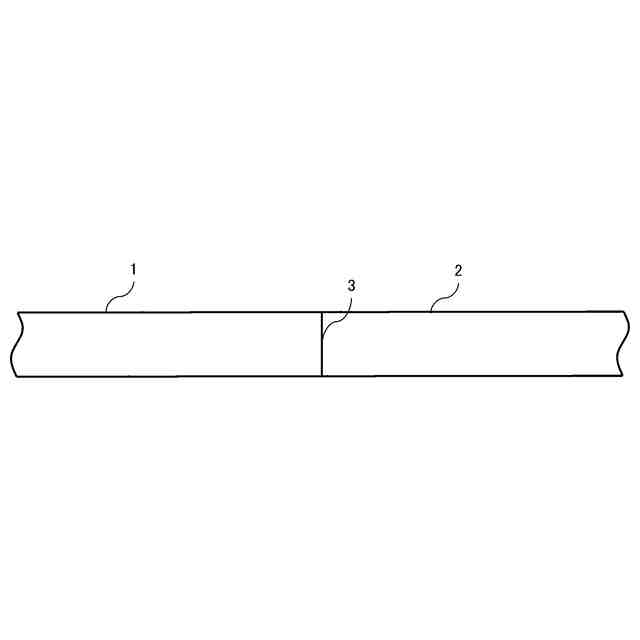
溶接には、母材を厚さ方向の全長にわたって溶け込ます施工(完全溶け込み)と、母材を厚さ方向の途中まで溶け込ます施工がある。
【0008】
前者の施工(完全溶け込み)において、何らかの理由で溶け込み量が不足し、未溶着やノッチと呼ばれる溶け残りが発生する場合がある。この時、溶け残りが存在しても、製品の使用中に溶け残りからき裂が進展しない、もしくは、進展したとしても、製品を使用する期間内(想定寿命内)で問題となる長さまで進展しない場合には、不合格とせず、合格としたいというニーズがある。き裂が進展しない、もしくは、許容される進展長さであるか否かは、未溶着やノッチの溶け残りの初期長さに依存する。
【0009】
後者の施工においても、溶接部に応力が加わる構造体では、母材の厚さに対する溶け残りやノッチの高さ(母材の厚さ方向の長さ)の初期長さの割合で、溶接部の静強度や疲労強度が変わってくる。
【0010】
本発明の目的は、溶接部の未溶着やノッチと呼ばれる溶け残りの初期長さを測定するのに好適な超音波検査装置及び超音波検査方法を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
検出装置
3日前
スガ試験機株式会社
環境試験機
26日前
株式会社高橋型精
採尿具
24日前
株式会社小野測器
測定器
4日前
株式会社トプコン
測量装置
1か月前
株式会社アトラス
計量容器
1か月前
中国電力株式会社
短絡防止具
16日前
アルファクス株式会社
積層プローブ
16日前
日本精機株式会社
補助計器システム
18日前
株式会社関電工
内径測定装置。
24日前
大成建設株式会社
風力測定装置
3日前
株式会社トプコン
測量システム
1か月前
キヤノン電子株式会社
サーボ加速度計
16日前
積水樹脂株式会社
建築物用浸水測定装置
1か月前
株式会社精工技研
光電圧プローブ
3日前
リンナイ株式会社
電気機器
3日前
日本特殊陶業株式会社
ガスセンサ
26日前
倉敷紡績株式会社
フィルム測定装置
24日前
トヨタ自動車株式会社
校正システム
1か月前
Igr技研株式会社
Igr測定装置
3日前
株式会社共和電業
物理量検出用変換器
3日前
ミツミ電機株式会社
流体センサ
24日前
三菱電機株式会社
絶縁検査装置
1か月前
株式会社XMAT
測定装置および方法
24日前
矢崎総業株式会社
電流センサ
26日前
矢崎総業株式会社
電流センサ
26日前
住友金属鉱山株式会社
金属異物の評価方法
16日前
株式会社デンソー
レーダ装置
4日前
株式会社島津製作所
分析装置
1か月前
株式会社豊田自動織機
物体検出装置
10日前
株式会社SUBARU
ナビゲーション装置
1か月前
エスペック株式会社
高電圧試験装置
16日前
サンデン株式会社
運転支援装置
24日前
上野精機株式会社
位置検出装置
10日前
株式会社トプコン
測量システム及び測定方法
1か月前
株式会社TMEIC
欠陥検出装置
9日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ