TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162209
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077535
出願日
2023-05-10
発明の名称
すみ肉溶接装置、すみ肉溶接方法及びすみ肉溶接構造物
出願人
カナデビア株式会社
代理人
弁理士法人森本国際特許事務所
主分類
B23K
9/09 20060101AFI20241114BHJP(工作機械;他に分類されない金属加工)
要約
【課題】長尺部材の間隔の広がりを抑制することができるすみ肉溶接装置、すみ肉溶接方法及びすみ肉溶接構造物を提供する。
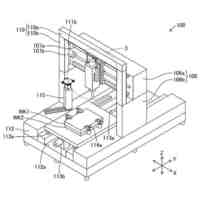
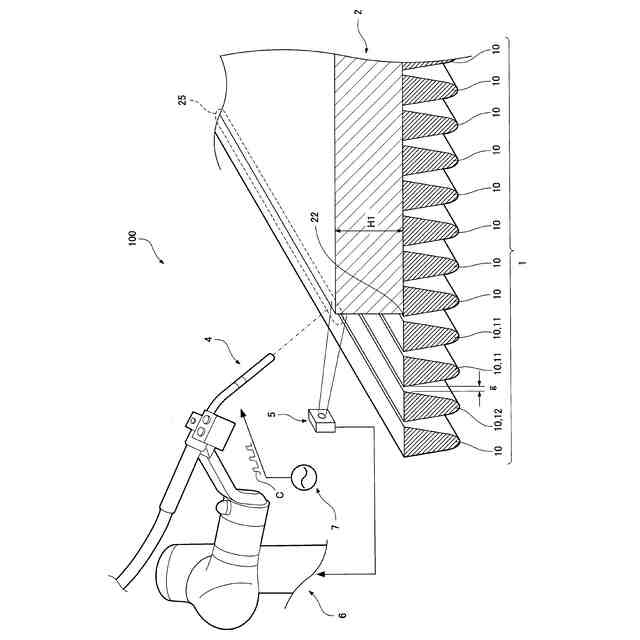
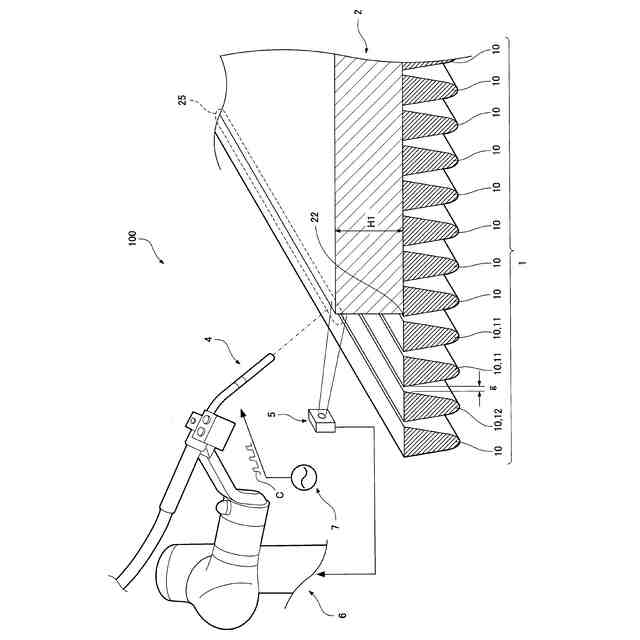
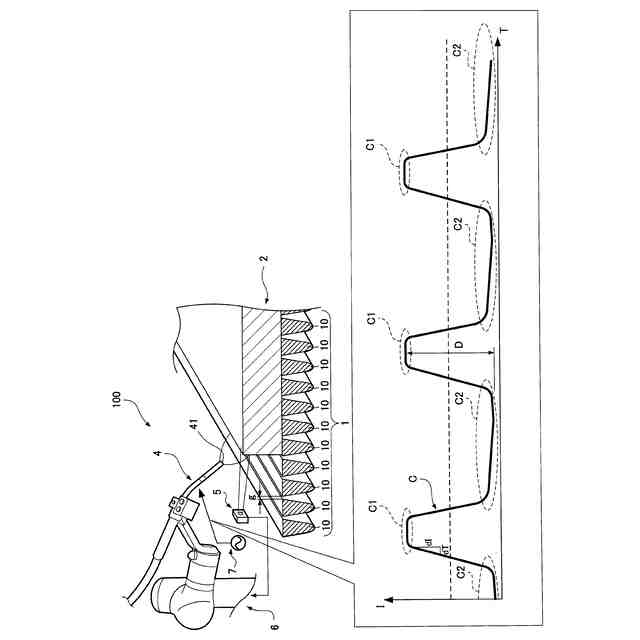
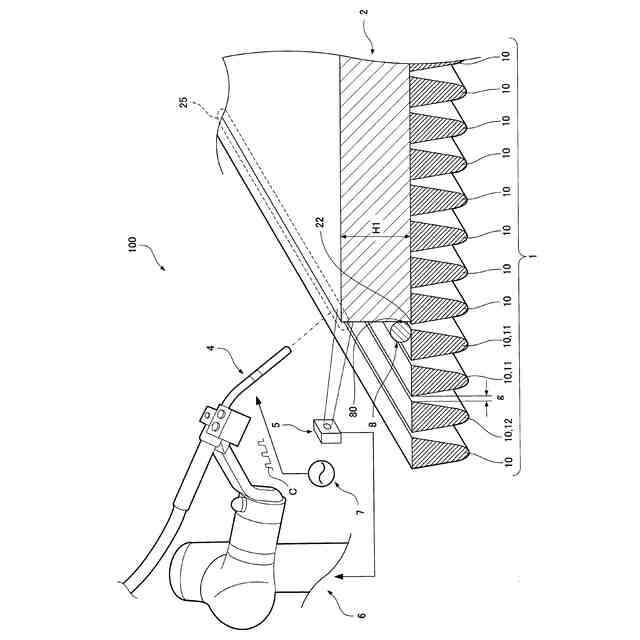
【解決手段】すみ肉溶接装置100は、スクリーン1と、板材2とをすみ肉溶接する。スクリーン1は、所定の間隔gで並列に配置された複数の長尺部材10を有する。板材2は、スクリーン1に載置される。すみ肉溶接装置100は、溶接トーチ4と、角部検出器5と、溶接トーチ移動機構6と、溶接電源7とを備える。溶接トーチ4は、すみ肉溶接される部分に溶接施工として入熱する。角部検出器5は、板材2においてすみ肉溶接される部分のうち、スクリーン1から遠い側の角部25を検出する。溶接トーチ移動機構6は、検出された角部25に溶接トーチ4を向ける。溶接電源7は、角部25に向けられた溶接トーチ4にパルスの溶接電流Cを流す。
【選択図】図1
特許請求の範囲
【請求項1】
所定の間隔で並列に配置された複数の長尺部材を有するスクリーンと、前記スクリーンに載置された板材とをすみ肉溶接するすみ肉溶接装置であって、
前記すみ肉溶接される部分に溶接施工として入熱する溶接トーチと、
前記板材における前記すみ肉溶接される前記部分のうち、前記スクリーンから遠い側の角部を検出する角部検出器と、
検出された前記角部に前記溶接トーチを向ける溶接トーチ移動機構と、
前記角部に向けられた前記溶接トーチにパルスの溶接電流を流す溶接電源と
を備える、すみ肉溶接装置。
続きを表示(約 1,000 文字)
【請求項2】
前記溶接トーチ移動機構は、前記パルスの溶接電流が流れている前記溶接トーチを、常に前記角部に向くようにする、請求項1に記載のすみ肉溶接装置。
【請求項3】
前記溶接電源は、前記パルスの溶接電流におけるベース電流からピーク電流までの電流の増加速度を所定値以下にする、請求項1又は請求項2に記載のすみ肉溶接装置。
【請求項4】
所定の間隔で並列に配置された複数の長尺部材を有するスクリーンと、前記スクリーンに載置された板材とをすみ肉溶接するすみ肉溶接方法であって、
前記すみ肉溶接される部分に溶接施工として入熱する溶接トーチを準備し、
前記板材における前記部分のうち、前記スクリーンから遠い側の角部を検出し、
検出された前記角部に前記溶接トーチを向け、
前記角部に向けられた前記溶接トーチにパルスの溶接電流を流す、すみ肉溶接方法。
【請求項5】
前記パルスの溶接電流が流れている前記溶接トーチを、常に前記角部に向くようにする、請求項4に記載のすみ肉溶接方法。
【請求項6】
前記パルスの溶接電流におけるベース電流からピーク電流までの電流の増加速度を所定値以下にする、請求項4又は請求項5に記載のすみ肉溶接方法。
【請求項7】
前記溶接トーチに前記パルスの溶接電流を流す前に、前記すみ肉溶接される前記部分に前記入熱を吸収する吸熱金属を配置する、請求項4又は請求項5に記載のすみ肉溶接方法。
【請求項8】
所定の間隔で並列に配置された複数の長尺部材を有するスクリーンと、前記スクリーンに載置された板材とがすみ肉溶接されたすみ肉溶接構造物であって、
前記スクリーンと、
前記板材と、
前記すみ肉溶接により形成された溶接金属と
を備え、
前記溶接金属の高さは、前記板材の厚さ以上であり、
前記溶接金属ののど厚は、前記溶接金属の高さの1/√2以上である、すみ肉溶接構造物。
【請求項9】
前記スクリーンは、
前記すみ肉溶接された前記長尺部材である溶接長尺部材と、
前記溶接長尺部材に隣り合う前記長尺部材のうち、前記板材が載置されず、前記すみ肉溶接されていないものである非溶接長尺部材と
を有し、
前記溶接長尺部材と前記非溶接長尺部材との間隔は、前記すみ肉溶接された長さのうち、60%以上の長さで基準値を満たす、請求項8に記載のすみ肉溶接構造物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、すみ肉溶接装置、すみ肉溶接方法及びすみ肉溶接構造物に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1に、重ねられた亜鉛めっき鋼板をMAG(Metal Active Gas)溶接によりすみ肉溶接するすみ肉溶接装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第5968934号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載のすみ肉溶接装置ですみ肉溶接される母材は、一枚物の鋼板を重ねたものである。一枚物の鋼板は、所定の間隔で並列に配置された複数の長尺部材からなる母材に比べて、すみ肉溶接の入熱による変形が比較的小さい。
【0005】
したがって、特許文献1に記載のすみ肉溶接装置は、母材の入熱による変形を十分に考慮していない。
【0006】
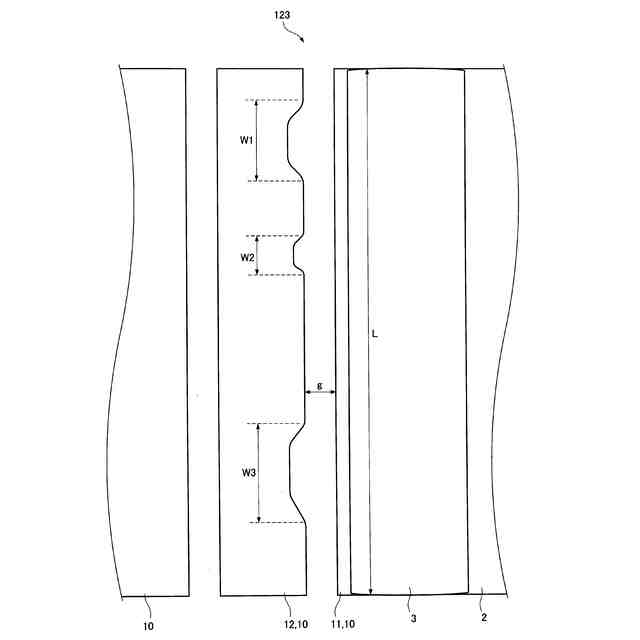
以上より、特許文献1に記載のすみ肉溶接装置は、所定の間隔で並列に配置された複数の長尺部材にすみ肉溶接した場合、複数の長尺部材の間隔を許容範囲外まで広げてしまうおそれがある。例えば、複数の長尺部材が触媒の設置に用いられるものの場合、複数の長尺部材の間隔が基準値を超えて広がれば、間隔から触媒が漏れ出るリスクがある。基準値は、例えば、0.225mmである。
【0007】
本発明は、上記課題に鑑みてなされたものであり、長尺部材の間隔の広がりを抑制することができるすみ肉溶接装置、すみ肉溶接方法及びすみ肉溶接構造物を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の第1局面のすみ肉溶接装置は、スクリーンと、板材とをすみ肉溶接する。スクリーンは、所定の間隔で並列に配置された複数の長尺部材を有する。板材は、スクリーンに載置される。すみ肉溶接装置は、溶接トーチと、角部検出器と、溶接トーチ移動機構と、溶接電源とを備える。溶接トーチは、すみ肉溶接される部分に溶接施工として入熱する。角部検出器は、板材においてすみ肉溶接される部分のうち、スクリーンから遠い側の角部を検出する。溶接トーチ移動機構は、検出された角部に溶接トーチを向ける。溶接電源は、角部に向けられた溶接トーチにパルスの溶接電流を流す。
【0009】
本発明の第2局面のすみ肉溶接方法は、スクリーンと、板材とをすみ肉溶接する。スクリーンは、所定の間隔で並列に配置された複数の長尺部材を有する。板材は、スクリーンに載置される。すみ肉溶接方法は、すみ肉溶接される部分に溶接施工として入熱する溶接トーチを準備する。すみ肉溶接方法は、板材においてすみ肉溶接される部分のうち、スクリーンから遠い側の角部を検出する。すみ肉溶接方法は、検出された角部に溶接トーチを向ける。すみ肉溶接方法は、角部に向けられた溶接トーチにパルスの溶接電流を流す。
【0010】
本発明の第3局面のすみ肉溶接構造物は、スクリーンと、板材とがすみ肉溶接されたものである。スクリーンは、所定の間隔で並列に配置された複数の長尺部材を有する。板材は、スクリーンに載置される。すみ肉溶接構造物は、スクリーンと、板材と、溶接金属とを備える。溶接金属は、すみ肉溶接により形成される。溶接金属の高さは、板材の厚さ以上である。溶接金属ののど厚は、溶接金属の高さの1/√2以上である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
組み付け装置
23日前
シヤチハタ株式会社
組立ライン
25日前
トヨタ自動車株式会社
治具
2か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
10日前
エンシュウ株式会社
工作機械
1か月前
ダイハツ工業株式会社
冷却構造
23日前
株式会社FUJI
ワーク置き台
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
インチング制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
11日前
光精工株式会社
クーラントタンク
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
株式会社不二越
歯車研削盤
3日前
株式会社浪速試錐工業所
防風カバー
3日前
住友重機械工業株式会社
レーザ装置
4日前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
株式会社メタルクリエイト
切削装置
17日前
古川精機株式会社
タッピングガイド
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
11日前
株式会社ダイヘン
パルスアーク溶接制御方法
11日前
株式会社ダイヘン
溶接電源装置
1か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
トヨタ自動車株式会社
レーザ溶接方法
1か月前
株式会社大林組
構造物形成方法
1か月前
ブラザー工業株式会社
工作機械
23日前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ