TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024146759
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2024017598
出願日
2024-02-08
発明の名称
溶接部の疲労強度改善方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B23K
31/00 20060101AFI20241004BHJP(工作機械;他に分類されない金属加工)
要約
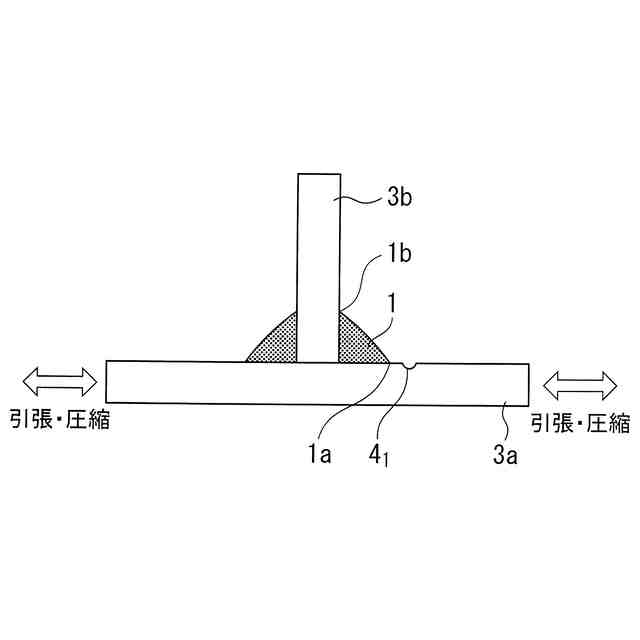
【課題】浮体式洋上風力発電設備などの大型溶接構造物における溶接部の疲労寿命を向上できる、溶接部の疲労強度改善方法を提供する。
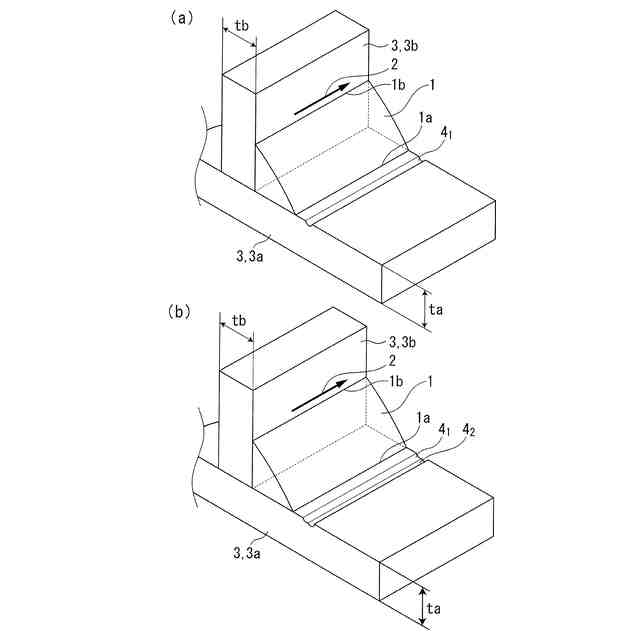
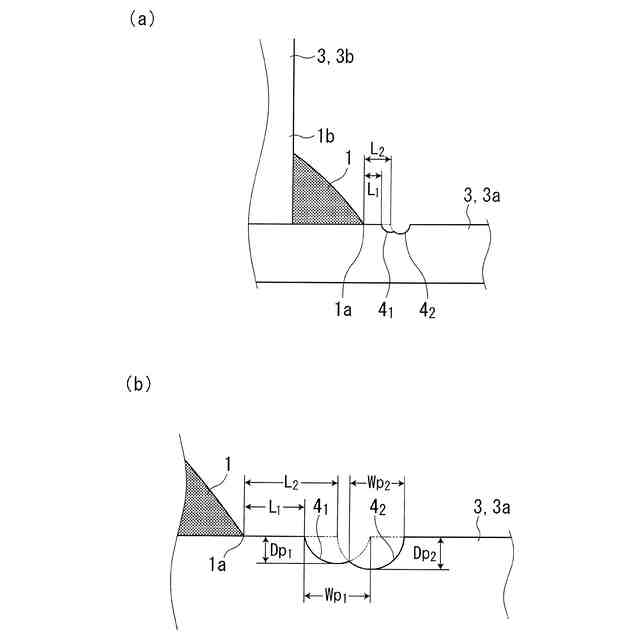
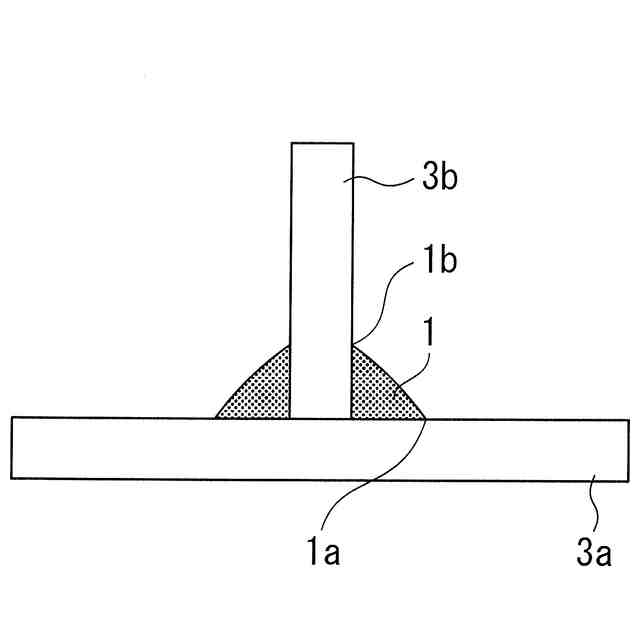
【解決手段】溶接部1の疲労強度を改善する方法であって、前記溶接部の溶接止端1a近傍の母材部3に対し、ハンマーピーニング処理にて溶接ビード延在方向2に連なる線状の打撃痕4
1
を形成し、所定期間を置いて前記溶接止端近傍の母材部に対し再度同様の線状の打撃痕4
2
を形成する。
【選択図】図1
特許請求の範囲
【請求項1】
溶接部の疲労強度を改善する方法であって、前記溶接部の溶接止端近傍の母材部に対し、ハンマーピーニング処理にて溶接ビード延在方向に連なる線状の打撃痕を形成し、所定期間を置いて前記溶接止端近傍の母材部に対し再度同様の線状の打撃痕を形成することを特徴とする溶接部の疲労強度改善方法。
続きを表示(約 850 文字)
【請求項2】
前記所定期間が、3年以下であることを特徴とする請求項1に記載の溶接部の疲労強度改善方法。
【請求項3】
前記所定期間が、0.5年以上3年以下であることを特徴とする請求項1に記載の溶接部の疲労強度改善方法。
【請求項4】
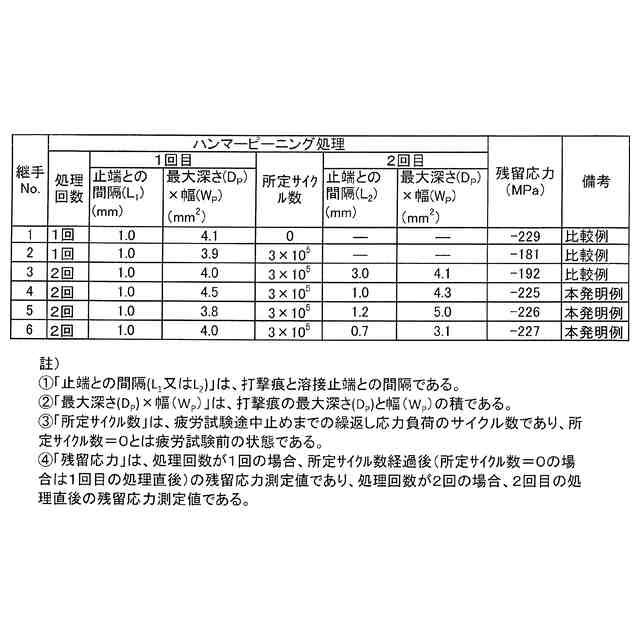
前記打撃痕と前記溶接止端との間隔が、1.0mm以内であることを特徴とする請求項1~3のいずれか一項に記載の溶接部の疲労強度改善方法。
【請求項5】
前記打撃痕の最大深さ(D
P
)と幅(W
P
)の積(D
P
×W
P
)が、3.0~5.0mm
2
であることを特徴とする請求項1~3のいずれか一項に記載の溶接部の疲労強度改善方法。
【請求項6】
前記打撃痕の最大深さ(D
P
)と幅(W
P
)の積(D
P
×W
P
)が、3.0~5.0mm
2
であることを特徴とする請求項4に記載の溶接部の疲労強度改善方法。
【請求項7】
前記溶接部が、浮体式洋上風力発電設備のタワーと基部とを接合する溶接部であることを特徴とする請求項1~3のいずれか一項に記載の溶接部の疲労強度改善方法。
【請求項8】
前記溶接部が、浮体式洋上風力発電設備のタワーと基部とを接合する溶接部であることを特徴とする請求項4に記載の溶接部の疲労強度改善方法。
【請求項9】
前記溶接部が、浮体式洋上風力発電設備のタワーと基部とを接合する溶接部であることを特徴とする請求項5に記載の溶接部の疲労強度改善方法。
【請求項10】
前記溶接部が、浮体式洋上風力発電設備のタワーと基部とを接合する溶接部であることを特徴とする請求項6に記載の溶接部の疲労強度改善方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接部、とくに大型溶接構造物における溶接部の疲労寿命を、ハンマーピーニング処理により向上させる、溶接部の疲労強度改善方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、地球温暖化防止の観点から、洋上風力発電が注目されている。また、発電コストを下げ、発電効率を高めるために、風力発電設備のサイズが大型化し、溶接部に使用する鋼材の板厚も30mm以上と厚肉化する傾向となっている。
【0003】
一般に、溶接継手部の疲労亀裂は、溶接止端などの応力集中箇所から板厚方向に発生する。とくに、洋上風力発電設備などの大型溶接構造物では、厚肉の材料を使用するため、圧縮残留応力の板厚方向の分布が、疲労亀裂発生・伝播を抑制するために重要となると考えられる。
【0004】
一方、溶接構造物の大型化に伴い、軽量化の目的で、使用する材料の高強度化が進められている。材料の高強度化に伴って、母材部における疲労強度は上昇するが、溶接部においては疲労強度の低下が懸念される。そこで、溶接部の疲労特性を向上させるために、種々の方法が提案されている。
【0005】
例えば、特許文献1には、繰り返し荷重を受ける構造物の溶接部の疲労性能を改善するためのピーニング施工方法が提案されている。この施工方法は、先端に平坦部を有する打撃ツールを100Hz以下の周波数で上下動させながら、溶接ビードに沿って連続的に移動させて、溶接止端近傍の母材に連続的な帯状の打撃痕を形成するものである。この方法では、溶接止端を打撃しないように、打撃痕と止端との距離が調整される。また、好ましくは前記打撃痕は、2往復以上あるいは4往復以上の連続打撃で形成される。この特許文献1の技術によれば、溶接止端近傍の表層に、最大値で母材の降伏応力の50%以上の圧縮残留応力が付与でき、さらに従来のピーニングに比べて溶接止端におけるノッチの形成がないため、疲労強度が大幅に向上できるとしている。
【0006】
また、特許文献2には、フランジガセットを持つ桁構造の疲労補強方法が提案されている。この技術では、フランジガセット端部の溶接部のフランジ側止端部について、フランジガセット端部から上面および下面のそれぞれ少なくとも1t(t:ガセット板厚)以上の範囲に、超音波衝撃処理が施される。特許文献2に記載された技術によれば、止端部形状が改善され、応力集中を抑制でき、フランジガセットを持つ桁構造の疲労性能が改善するとしている。
【0007】
また、特許文献3には、ガスタービンやジェットエンジンなどの部品を主として対象として、疲労関連破損を受ける金属部品群の有効寿命を管理する方法が提案されている。この技術では、高応力集中領域における選択された金属部品についてX線回折技術により、金属部品の表面の圧縮残留応力を測定する。当該測定値が所定値超であれば、当該金属部品を使用状態に戻す。前記測定値が前記所定値以下であれば、永久的に使用状態から外し、あるいは、再加工して圧縮残留応力を前記所定値超まで増大させて、使用状態に戻す。そして、好ましくは個々の部品について、このような工程が周期的に繰り返される。このような金属部品群を管理する方法によれば、部品の有効寿命を安全にかつ効果的に延長できるとしている。
【先行技術文献】
【特許文献】
【0008】
特許第4895407号公報
特開2004-167516号公報
特表平10-503839号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、特許文献1の技術では、板厚30mm以上の鋼材を接合する溶接部の疲労強度改善に有効であるか否かは、不明のままである。
【0010】
また、特許文献2の技術では、フランジガセットの溶接部表面を打撃する超音波衝撃処理のために、特殊な工具を用い、工具先端を振幅20~60μm、周波数15~60kHzで超音波振動させる必要があり、施工費の点で不利となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ